60N 規格U75V 鋼軌矯直工藝數值仿真分析及工藝實踐
2021-04-13 14:26:28李鈞正韓志杰陳紅衛
河南冶金 2021年5期
李鈞正 韓志杰 陳紅衛
(1.河鋼集團邯鋼公司; 2.河鋼股份有限公司鋼鐵研究院)
0 引言
中國經濟的快速發展和國民生活質量的不斷提高,推動著國家鐵路運輸向著高速、重載和高行車密度的方向發展。鋼軌是鐵路安全、穩定運營的重要組成部分,產品質量影響著鐵路安全和使用壽命。軌底殘余應力作為鋼軌的重要理化指標之一,對鋼軌的使用狀況產生著重要影響,嚴重情況下會造成鋼軌突然斷裂,進而發生列車安全事故[1-3]。TB/T2344—2012《43 ~75 kg/m 鋼軌訂貨技術條件》規定鋼軌軌底最大縱向殘余拉應力應不大于250 MPa[4]。
由于鋼軌矯直工藝對軌底殘余應力影響較大,因此各鋼軌生產企業對矯直技術都十分重視,紛紛投入大量人力物力進行鋼軌矯直設備及技術的研發[5-9]。筆者根據河鋼邯鋼鋼軌生產線平立復合矯直機的實際情況,運用ABAQUS 軟件建立了鋼軌矯直過程有限元分析模型,對鋼軌矯直全過程進行模擬,以研究矯直工藝對鋼軌軌底殘余應力的影響規律,為現場矯直工藝優化提供了數據支撐。
1 鋼軌生產流程及矯直工藝介紹
河鋼邯鋼鋼軌生產線于2012 年建成投產,設計能力80 萬t/年。鋼軌生產流程:鑄坯加熱→高壓水除磷→開坯機BD1 軋制→開坯機BD2 軋制→萬能可逆軋制→精軋→鋼軌打印→熱鋸切頭→(余熱淬火→)冷床冷卻→矯直→鋼軌檢測→鋸鉆加工→收集入庫。
鋼軌矯直采用平立復合矯直機。水平矯直機為雙支撐固定節距矯直機,較之懸臂梁式矯直機,設備剛度提高了,矯直質量更好,并且在國內率先采用了1 800 mm 的矯直輥節距,有效降低了鋼軌的矯后殘余應力。矯直機中的矯直輥交錯排列,鋼軌在矯直過程中經過反復彎曲,原始曲率逐漸減小,最終達到鋼軌通長平直的狀態。在輥式矯直機中每三個相鄰矯直輥組成一個矯直單元。以九輥水平矯直機為例,鋼軌整個矯直過程需要經過7 個矯直單元,如圖1 所示。
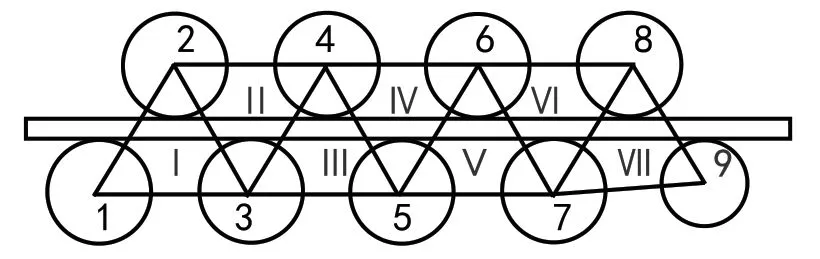
圖1 鋼軌九輥水平矯直
2 矯直仿真模型的建立
筆者選擇產量最高的60N 規格U75V 鋼軌作為研究對象,針對鋼軌平立復合矯直工藝進行數值模擬,研究矯直工藝對矯后鋼軌軌底殘余應力的影響,鋼軌選擇可變形實體模型,長度6 500 mm。U75V 鋼軌化學成分見表1,60N 鋼軌型式尺寸如圖2 所示。U75V 鋼軌材料模型參數、材料強度與應變分別見表2 和表3。

表1 U75V 鋼軌化學成分
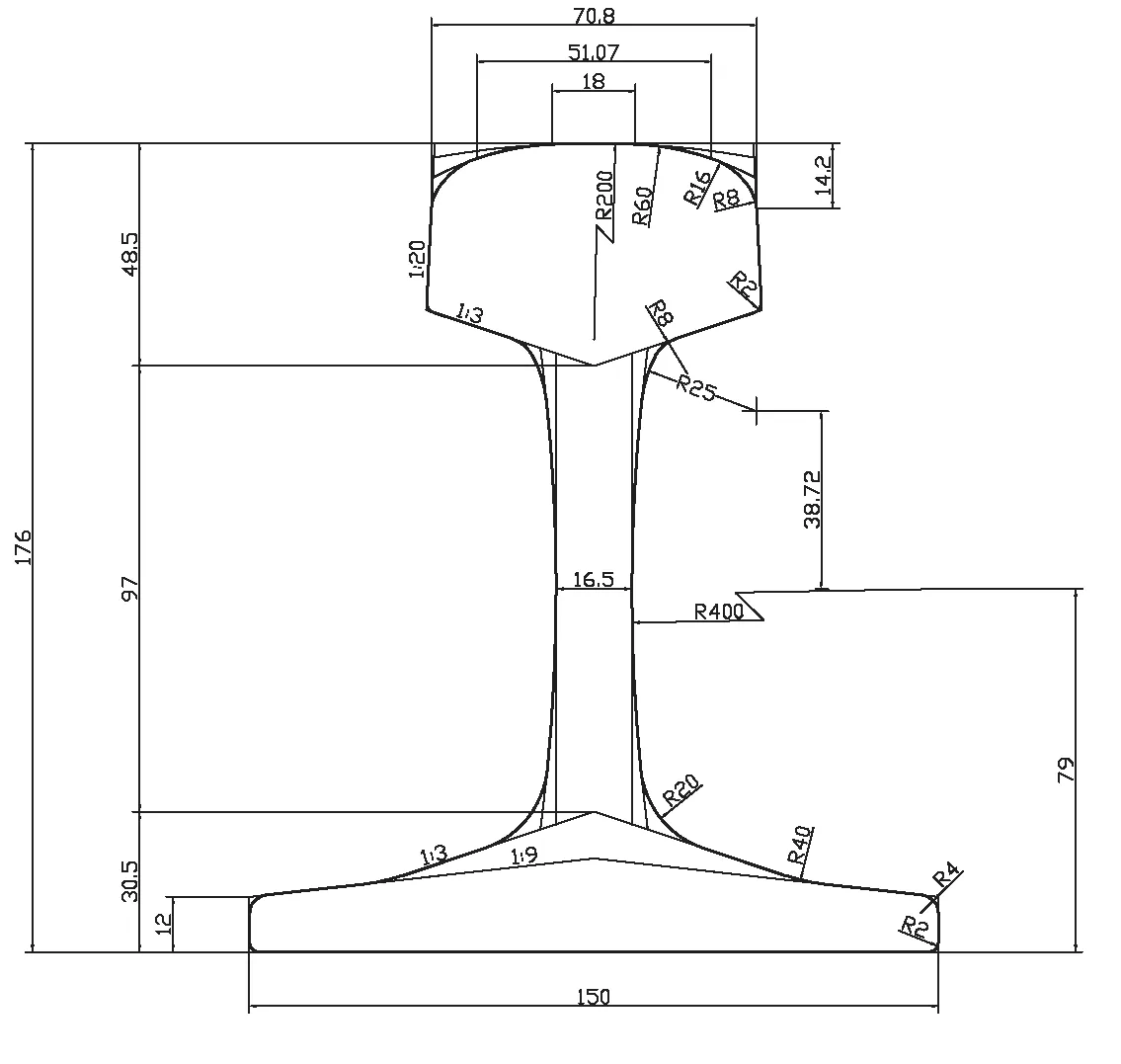
圖2 60N 鋼軌斷面(單位:mm)

表2 U75V 鋼軌材料模型參數
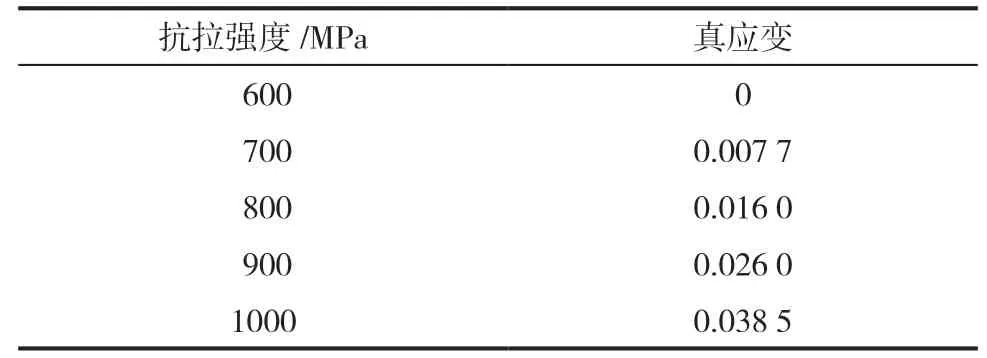
表3 U75V 鋼軌材料強度與應變
河鋼邯鋼平立復合矯直機組水平輥由9 個輥組成,Hl~H9 輥配有孔型。矯直輥間距為1 800 mm,矯直輥直徑為1 000 mm。矯直速度取1.5 m/s。矯直輥在矯直過程中的彈性壓扁量很小,模擬時把矯直輥當作剛性體,選擇解析剛體材料模型。該選項僅用于建立殼和曲線,當模擬較簡單的剛體時使用,為接觸分析提供剛性表面。鋼軌模型劃分了70 200 個單元、94 395 個節點,采用C3D8R六面體減縮積分單元,鋼軌模型斷面網格劃分和縱向網格劃分如圖3 和圖4 所示。
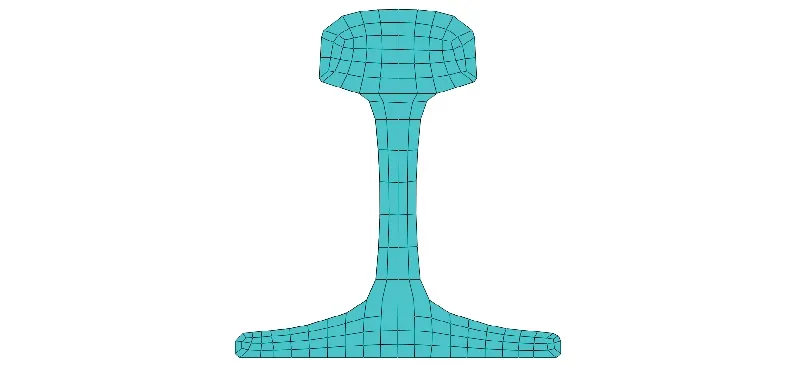
圖3 鋼軌模型斷面網格劃分
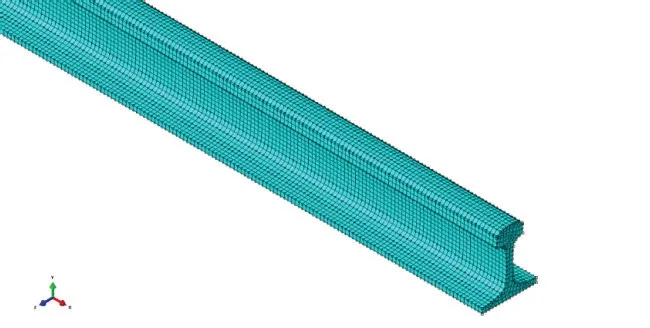
圖4 鋼軌模型縱向網格劃分
在平立復合矯直模型中,鋼軌與矯直輥間的摩擦力是導致鋼軌前進的動力。鋼軌最先經過水平矯直機,水平矯直輥以恒定角速度繞Y 軸線旋轉,其余五個自由度均固定;然后鋼軌經過矯直立輥,矯直立輥則繞Z 軸線以恒定角速度旋轉,其余五個自由度固定。根據現場生產實際情況,在計算機仿真模型中對鋼軌施加了1.2 m/s 的初速度,接觸選擇ABAQUS/Explicit 中的面-面接觸,摩擦系數設置為0.12。鋼軌平立復合矯直有限元模型如圖5 所示。
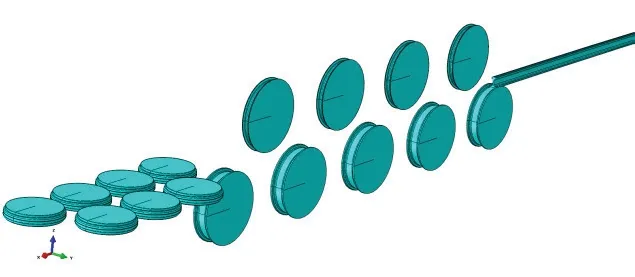
圖5 鋼軌平立復合矯直有限元模型
3 矯直工藝試驗設計
由于變量較多(4 個水平矯直輥和3 個立輥),為科學合理安排試驗,采用了正交實驗設計方案。正交實驗設計兼顧全面實驗法和簡單對比法的優點,它利用較少的實驗次數獲得最優的試驗結果[9-11],尤其在試驗數據的處理方面優勢明顯,被廣泛應用于生產改造和工藝優化等領域的研究。
結合矯直機現場生產工藝,選取水平輥矯直第二道、第四道、第六道、第八道(即H2、H4、H6、H8)壓下量和立輥矯直第二道、第四道、第六道(即V2、V4、V6)壓下量作為影響因素,每個因素選擇5 個水平,采用L50(57)正交試驗設計進行矯直工藝優化試驗,具體正交試驗因素水平見表4。在此基礎上確定了本次正交試驗方案,見表5。
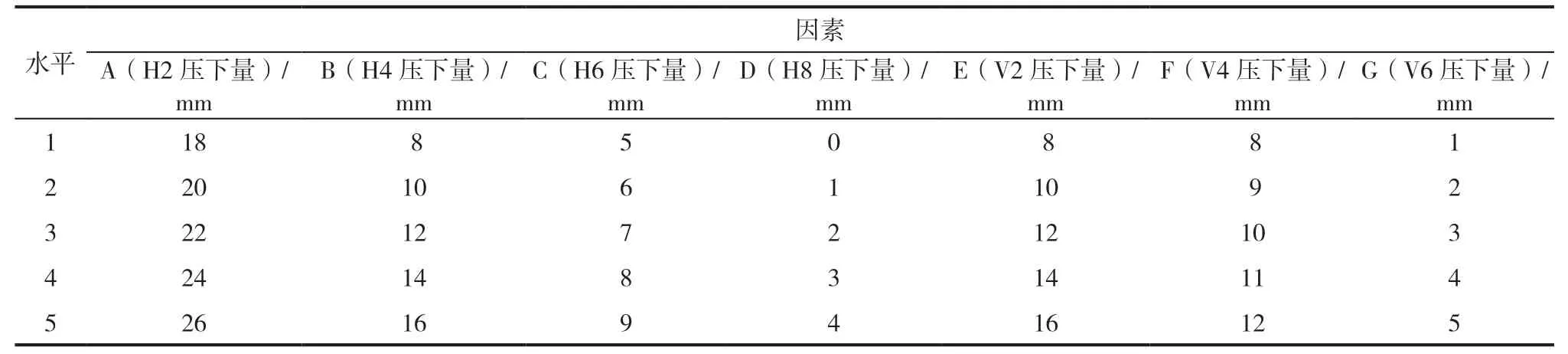
表4 正交試驗因素水平
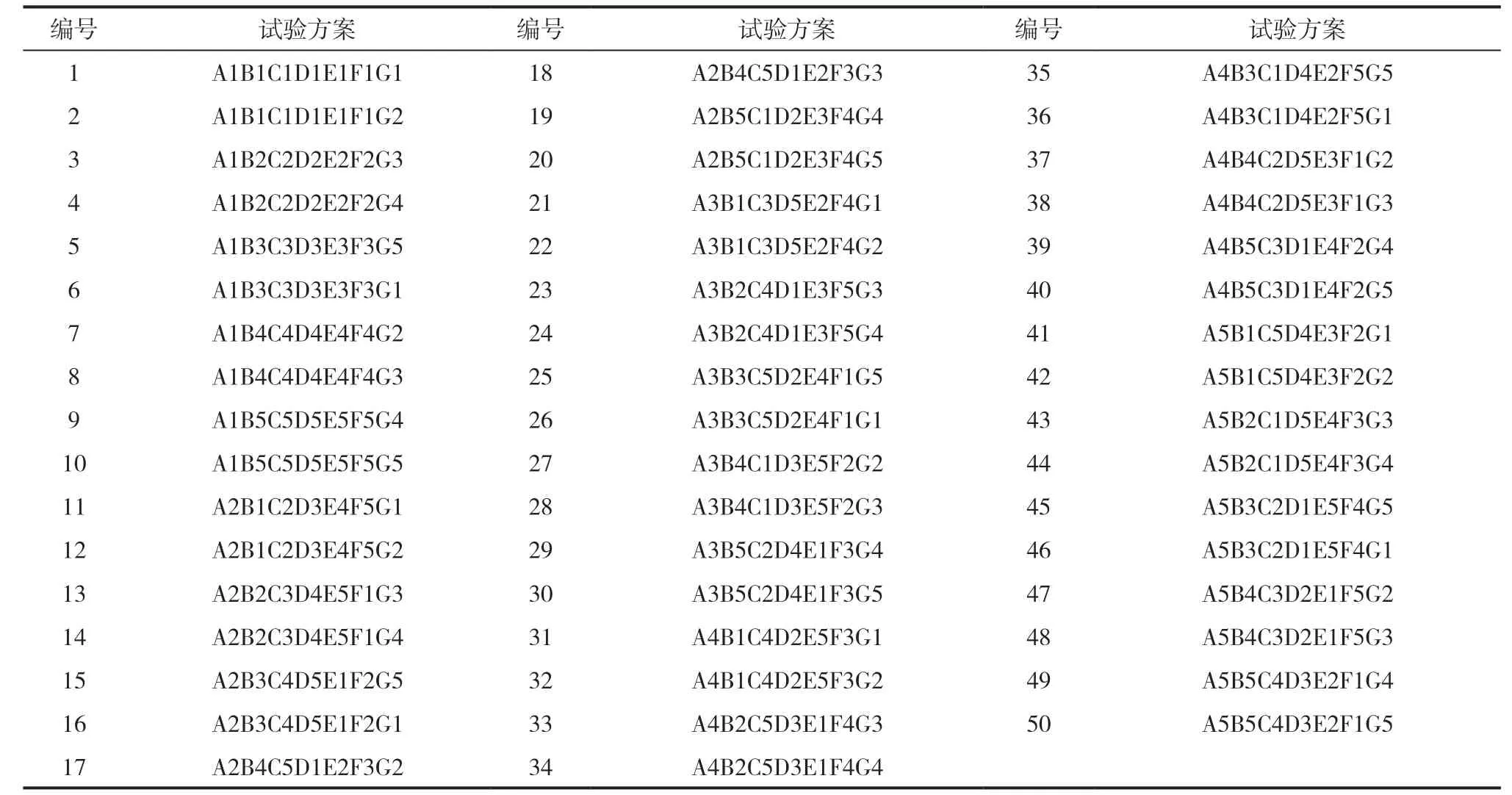
表5 正交實驗方案
4 矯直模擬結果分析
4.1 正交實驗模擬結果
對50 個矯直方案模擬結果進行統計,結果見表6。
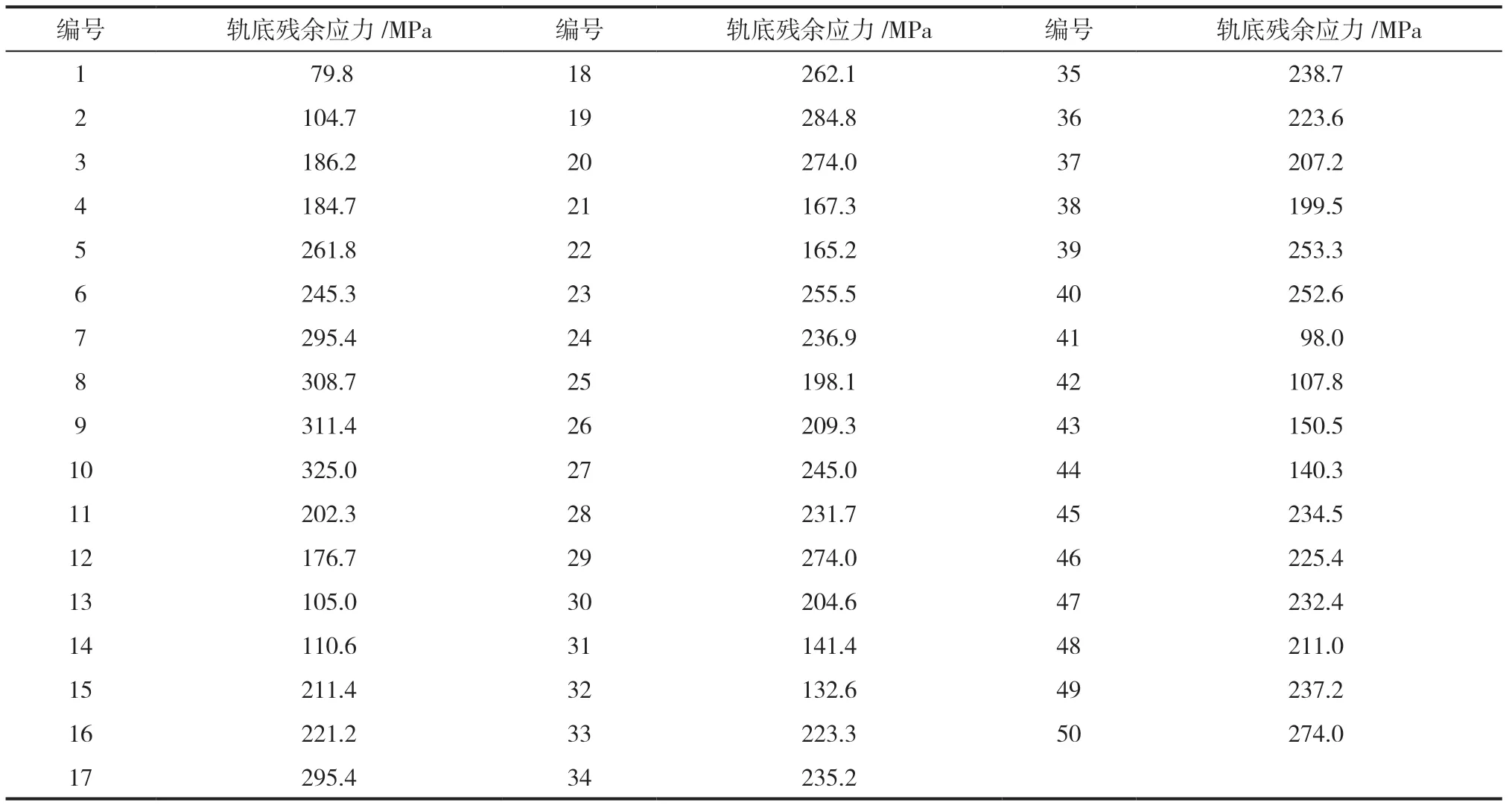
表6 矯直正交實驗模擬結果
4.2 正交實驗模擬結果分析
4.2.1 不同矯直輥對軌底殘余應力的影響
對模擬結果進行直觀法分析。對每個因素各水平對應的試驗結果,相加求和,記為Ki,求其平均值,記為ki。求極差,確定因素的主次。矯直正交實驗模擬結果分析見表7。
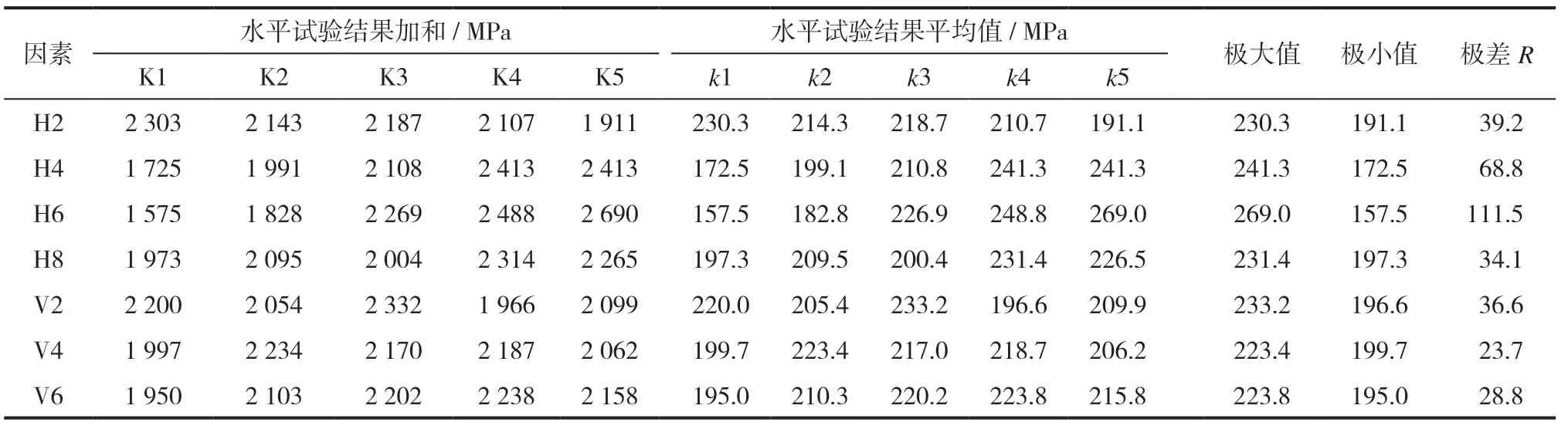
表7 矯直正交實驗模擬結果分析
極差R 是一個反映因素對結果影響大小的量。根據極差值可以看出,對軌底殘余應力影響顯著的是水平矯直輥,如圖6 所示。水平輥H6 對軌底殘余應力影響最為顯著,軌底殘余應力隨著水平矯直輥H6 壓下量的增大而增大,不同水平設置的波動幅度可達111.5 MPa;其次是水平矯直輥H4,波動幅度達68.8 MPa;水平輥H2 與軌底殘余應力呈負相關,即殘余應力隨著壓下量的增加而減小;水平輥H8 和立輥V2、V4、V6 壓下量同軌底殘余應力的極差值較小,對軌底殘余應力影響有限;矯直輥總壓下量、水平輥總壓下量和立輥總壓下量對軌底殘余應力無顯著影響。
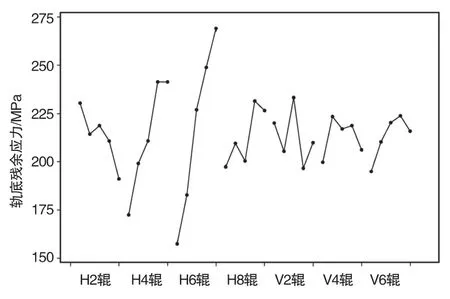
圖6 正交實驗因素和k 平均值關系
4.2.2 矯直輥總壓下量對軌底殘余應力的影響
對水平輥和立輥壓下量之和、水平輥壓下量之和以及立輥壓下量之和對殘余應力的影響進行分析,結果如圖7~圖9 所示。
從圖7 可以看出,整體上隨總壓下量增加,軌底殘余應力呈增長趨勢,但是相關性弱。總壓下量相同時,軌底殘余應力波動幅度較大,可達150~200 MPa,矯直輥總壓下量與軌底殘余應力相關性不顯著。
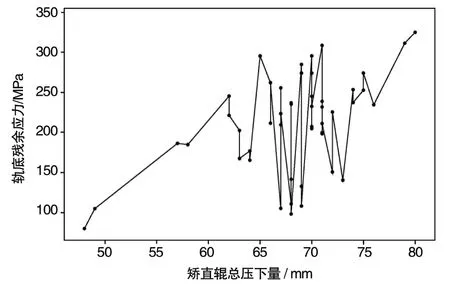
圖7 壓下量之和與軌底殘余應力的關系
從圖8 和圖9 可以看出,水平輥總壓下量和立輥總壓下量相同時,軌底殘余應力波動幅度較大,可達150~200 MPa,水平矯直輥總壓下量和立輥總壓下量與軌底殘余應力相關性不顯著。
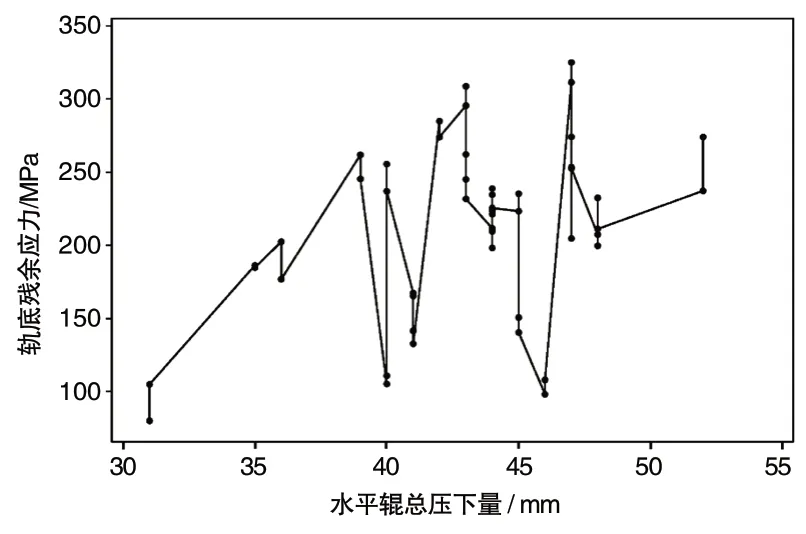
圖8 水平輥壓下量之和與軌底殘余應力的關系
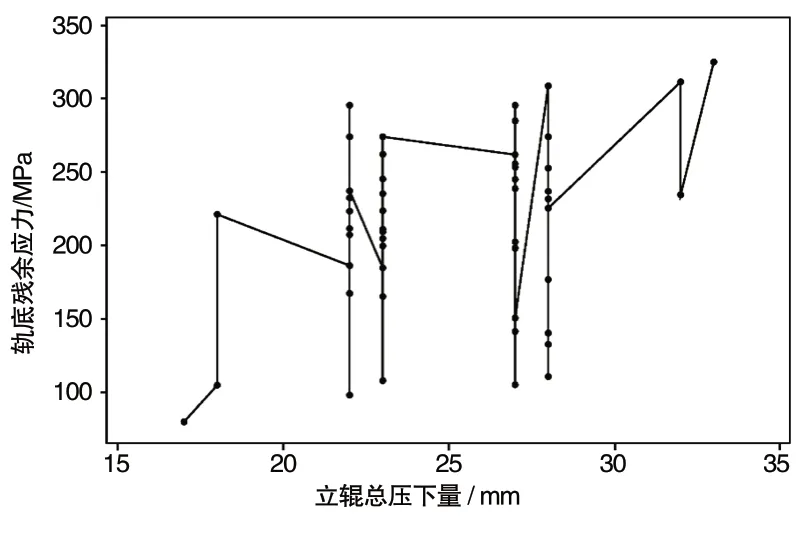
圖9 立輥壓下量之和與軌底殘余應力的關系
5 仿真模型的工業應用
為驗證矯直仿真模型的準確性,在工業生產中以60N 規格U75V 鋼軌為對象進行了現場驗證試驗,水平矯直機按照不同的壓下規程進行矯直生產,矯直立輥工藝規程保持不變,在矯后鋼軌東端鋸切1 m 后取三個試樣測量鋼軌的軌底殘余應力,軌底殘余應力檢驗方法為TB/T2344-2012《43 kg/m ~75 kg/m 鋼軌訂貨技術條件》附錄F:軌底面縱向殘余應力測定方法。矯直工藝及軌底殘余應力檢驗結果見表8。
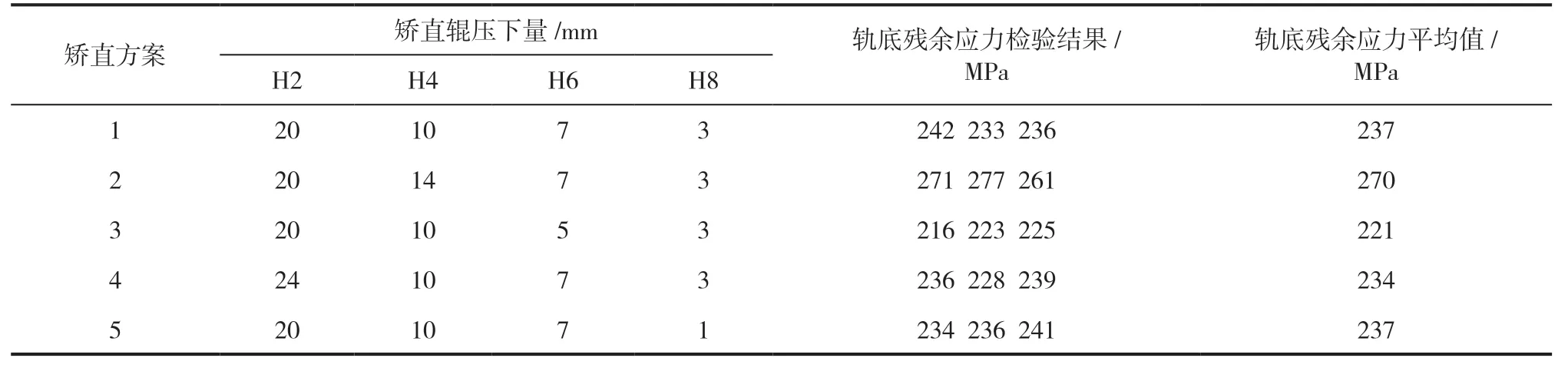
表8 矯直工藝及軌底殘余應力檢驗結果
對軌底殘余應力檢驗結果進行分析,增加H4 矯直輥壓下量,軌底殘余應力由237 MPa 提高到270 MPa,提升效果顯著;降低H6 矯直輥壓下量,軌底殘余應力降低了16 MPa;增加H2矯直輥壓下量或減小H8 矯直輥壓下量,軌底殘余應力變化趨勢不明顯。工業試驗結果與矯直仿真模型計算趨勢一致,這說明矯直仿真模型是準確的。
6 結語
(1)對軌底殘余應力影響顯著的是水平矯直輥。水平輥H6 對軌底殘余應力影響最為顯著,軌底殘余應力隨著水平矯直輥H6 壓下量的增大而增大,不同水平設置的波動幅度可達111.5 MPa;其次是水平矯直輥H4,波動幅度達68.8 MPa;水平輥H2 與軌底殘余應力呈負相關,即殘余應力隨壓下量增加而減小;水平H8 和立輥V2、V4、V6 壓下量同軌底殘余應力的極差值較小,對軌底殘余應力影響有限。
(2)矯直輥總壓下量、水平輥總壓下量和立輥總壓下量對軌底殘余應力無顯著影響。
(3)工業試驗結果與矯直仿真模型計算趨勢一致,表明矯直仿真模型是準確的。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
美與時代·美術學刊(2022年3期)2022-04-27 01:18:15
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
人大建設(2019年12期)2019-05-21 02:55:32
光學精密工程(2016年6期)2016-11-07 09:07:19
銅業工程(2015年4期)2015-12-29 02:48:39
石油化工應用(2014年8期)2014-03-11 17:40:03