輥孔自動堆焊技術開發與應用
2021-04-13 14:26:34李建亮劉占平
河南冶金 2021年5期
李建亮 李 萌 劉占平
(1.安鋼自動化軟件股份有限公司; 2.安陽鋼鐵建設有限責任公司)
0 引言
鋼鐵企業在鋼材煉軋生產線的連鑄機上會用到大量中間穿軸的的金屬輥,生產線運轉時間長了之后,這些金屬輥因軸孔磨損需要更換下來。通過對磨損的輥孔堆焊修復層再車修后,這些更換下來的金屬輥就能夠被再次利用,可以節省大量設備成本。此前,多數企業對金屬輥輥孔的修復是靠焊工師傅手工堆焊完成的。手工堆焊采用二氧化碳氣體保護焊方式,焊機電流設定在三百多安的大電流檔,這樣近距離的堆焊會產生大量煙塵和弧光輻射,再加上長時間盯著弧光觀察,對操作人員的健康會造成極大危害。人工堆焊一根金屬輥用時1 h 左右,一天需要連續焊接幾個小時,高強度勞動產生的疲勞會導致堆焊質量的不穩定。大電流也使焊槍手把的損壞量較大。針對這種情況,筆者考慮通過技術革新,采用自動化設備代替人工方式來完成。
1 設計思路
現有一臺日本OTC 品牌的標準工業六軸機器人可以利舊,本方案是在這臺機器人的基礎上進行配置設計的。機器人需要加裝自動焊機并采用定制焊槍,才能實現對小孔徑金屬輥輥孔的自動堆焊。
要實現對金屬輥圓形孔壁的堆焊,一種思路是金屬輥固定不動,機器人焊槍旋轉移動;另一種思路是讓金屬輥轉動起來,配合機器人完成一圈一圈的堆焊。本方案采用金屬輥轉動的設計。
為了讓機器人、焊機、樣件轉動機構以及自動清槍站等部件能夠形成一個自動化整體設備,還需要配置一個PLC 控制系統,才能實現聯動控制。
2 解決方案
2.1 系統組成
系統組成:(1)工業六軸機器人;(2)自動焊機焊槍;(3)金屬輥轉動臺;(4)自動清槍站;(5)PLC 控制柜;(6)操作箱;(7)輔助設備如氣泵、氣瓶、除煙機和配電箱等。
2.2 系統功能的實現
使用中所涉及的金屬輥樣件品種,按照輥徑、長短和孔徑等尺寸參數分為3 類,共13 個規格,部分金屬輥的規格見表1。
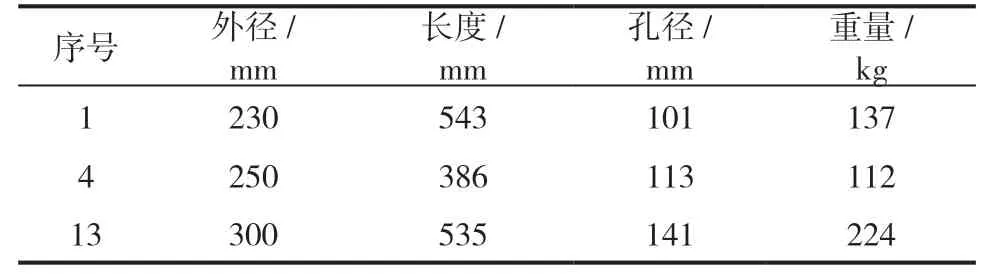
表1 部分金屬輥的規格
13 個規格的金屬輥材質接近,形狀相似,用途相仿,因此可以設計為共用一種焊材、共用轉動滾輪架的方式。本方案采用Er50-6 材質、線徑1.2 的盤式焊絲,配合自動送絲機和可控滾輪架實現自動堆焊。
方案設計為對金屬輥兩端的輥孔堆焊由機器人自動連續完成,且能夠選擇保留鍵槽。
2.2.1 滾輪架和鍵槽檢測器
在實現金屬輥轉動的方式上,可以選用焊接輔助變位機,但這種設備成本較高,且對兩端輥孔的堆焊不能夠一次完成;另一種設備是滾輪架,但對于金屬輥樣件,市面上成品滾輪架缺乏精確定位機構,且存在轉動時會沿軸向躥移的問題。
本方案對滾輪架進行了重新設計改造:一是加裝了一套能夠使金屬輥一端精確定位的機械機構;二是在滾輪架的底座位置添加部件,使金屬輥自動靠頂在定位機構上。這樣就使金屬輥轉動時不再出現軸向移動,滿足了使焊槍自動化軌跡能夠重現的要求。
對于需要保留的孔內鍵槽,特別設計制作了一套鍵槽檢測器。檢測器的信號送入機器人和PLC,使系統在鍵槽位置停焊,過了鍵槽再繼續堆焊,從而實現保留鍵槽的目的。
2.2.2 PLC 控制系統和HMI
系統控制器選用西門子PLC。PLC 與OTC 機器人之間涉及編碼、啟停、運行、報警等通訊信號;PLC 與觸摸操作屏HMI 之間涉及功能切換、運行參數、編碼選擇、系統設定等信息交換;PLC 與滾輪架之間通過RS485 接口進行電機調速變頻器的控制。
HMI 設備選用一塊10 英寸工業控制觸摸屏,結合啟停、功能切換、急停、選碼等按鈕和狀態指示燈,嵌入單獨設立的一個站立式操作箱。在日常工作中操作人員通過簡單幾步按鈕操作,即可實現所有支持規格金屬輥樣件的自動堆焊工作,同規格的甚至能做到“一鍵操作”。
2.2.3 焊機、焊槍與清槍站
由于與機器人同品牌的專用焊機價格較高,出于成本考慮,本方案選用一臺普通焊機。焊機與機器人的匹配通過信號改造來實現。
針對金屬輥有較小孔徑規格,焊槍需要深入孔內長時間堆焊的特點,本方案選用了特別定制的短槍頭水冷焊槍。
在連續堆焊過程中,飛濺的焊渣會堵住焊槍保護嘴,必須及時清理。本方案選用清槍、剪絲、噴油集多功能于一體的清槍站,程序控制機器人在堆焊過程中自動清槍,做到全自動流程不間斷。
2.2.4 信號連接
機器人與PLC、焊機、HMI、清槍站等設備之間的信號控制,需要一一對應匹配。
(1)機器人與PLC。機器人與PLC 之間需要交換的信號包括系統急停、啟動、準備、運行、報警、規格編碼、響應反饋等。因方案使用的這臺OTC機器人型號不具備常規的設備間通訊方式,只能采用數據輸入輸出端口、逐個信號分立收發的方式進行數據交換,接線如圖1 所示。
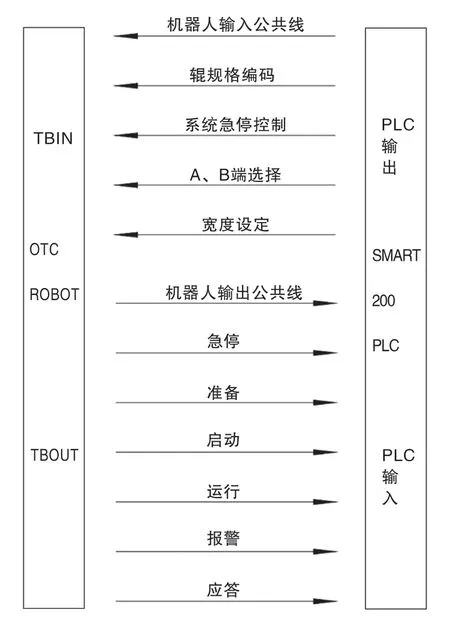
圖1 OTC 機器人與PLC 之間的接線
(2)機器人與HMI。機器人與交互操作箱之間主要涉及系統急停、焊點坐標微調以及狀態顯示等信號。
(3)機器人與清槍站。清槍站外接口的連接線中有9 根有效線,分別是鉸刀轉動、夾緊、噴油、剪絲、動作到位以及公共COM。
2.2.5 機器人編程
對這臺OTC 機器人采用示教器編程,焊槍軌跡采用手動示教和坐標偏移相結合的方法。
機器人自動堆焊主程序的流程如圖2 所示。程序會先接收從主控PLC 發送過來的規格編碼,判斷編碼有效后,調取相應的坐標點和軌跡參數,引導焊槍自動完成金屬輥樣件A、B 兩端輥孔的堆焊。在需要保留鍵槽的一端,會依據所選開關信號和鍵槽檢測器信號,使焊槍停焊跳過鍵槽一段。在自動堆焊過程中,機器人還能夠自行完成對焊槍保護嘴上飛渣的清理、焊絲剪切、槍頭噴防飛濺油三個動作。整個堆焊流程完成后,機器人回到原點開始位置,等待下一個樣件。
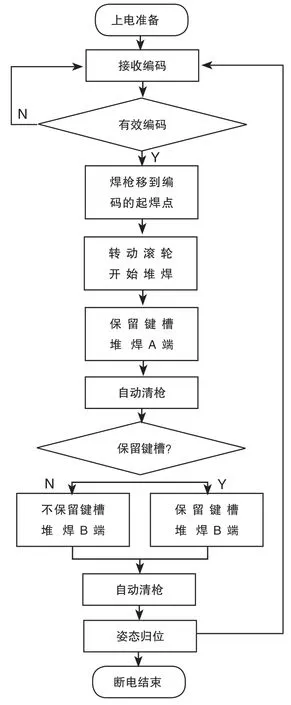
圖2 機器人程序流程
2.2.6 機器人急停返回處理
在系統異常情況被處理后,機器人需要返回到一個正常準備狀態。這一功能機器人本身是沒有的,需要編程開發者自行設計。本方案設計了一個獨立的急停返回程序,操作人員通過操作箱上的功能切換和啟動按鈕激活程序,就能使機器人自動返回。
3 應用效果
本套輥孔自動堆焊機器人調試完成后即投入生產使用。操作人員只需要上電、吊裝放樣、插入鍵槽檢測器、按鈕轉動滾輪使輥樣定位、選規格編碼、啟動、等待完成、吊裝下樣等幾個動作即可完成一根金屬輥的堆焊工作。在機器人自動堆焊過程中,操作人員可以躲在保護板后面的防護區,避免了煙塵吸入和弧光輻射帶來的健康危害。操作時,吊裝金屬輥采用工具協助,勞動強度也大為降低。
在工作效率上,輥孔自動堆焊機器人至少比人工堆焊提高了1.6 ~2.1 倍。之前手工堆焊每根樣件的完成時長在40 min ~1 h,而采用輥孔自動堆焊機器人,每根樣件用時在20 min 左右,同輥徑規格的樣件用時基本一致。具體用時比較見表2。
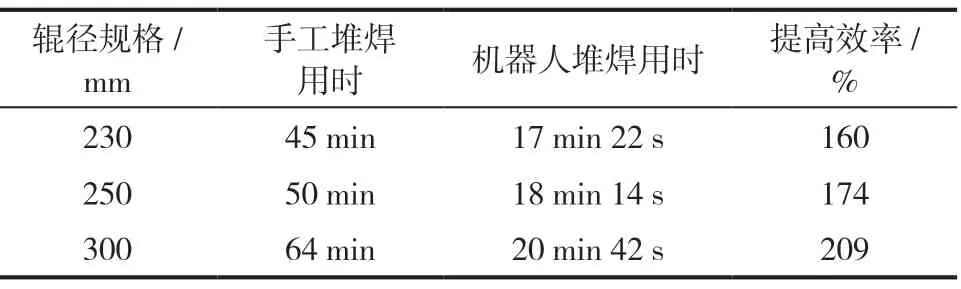
表2 手工堆焊和機器人堆焊用時對比
堆焊機器人在生產投用的幾個月時間里,工作狀態良好,性能穩定。軌跡動作高度的復現性使機器人對金屬輥樣件堆焊出的焊層厚度一致、質量統一,全部達到使用標準要求。
4 結論
使用工業機器人,通過焊機、滾輪架、清槍站等設備配合,通過PLC 進行系統整體聯動控制,實現了對連鑄輥輥孔的自動堆焊功能。這證明通過自動化設備代替工人對連鑄輥進行修復堆焊完全可行,而且機器人堆焊質量好、效率高,能夠為使用單位創造更多的效益,具有在同行業或其他類似應用場景進行推廣的價值。