低合金冷軋高強鋼HC420LA 生產工藝優化
2021-04-13 14:26:28厚健龍成曉舉尚繼芳
河南冶金 2021年5期
關鍵詞:優化
李 堃 厚健龍 向 華 成曉舉 于 萌 尚繼芳
(安陽鋼鐵集團有限責任公司)
0 引言
公安部公布的數據顯示,2020 年上半年中國的汽車保有量大約2.7 億輛[1]。龐大的汽車保有量將會帶來更加突出的能源安全和環境污染問題,因此車輛輕量化成為汽車節能減排的主要發力方向之一,汽車用高強鋼的研發正順應其潮流。低合金冷軋高強鋼不僅強度高而且兼顧一定的加工成形性,被廣泛加工為汽車前后縱梁、門內加強梁、底板橫梁等零件[2]。低合金冷軋高強鋼HC420LA是目前應用最廣泛的汽車用高強鋼之一。鋼鐵企業為了增強競爭力,在研發時一方面需要考慮用戶對性能的要求,另一方面需要考慮盡量降低合金成本,因此在前期試驗時經常會發生性能偏低的問題。筆者結合安鋼在小批量生產中遇到了HC420LA 屈服強度低于標準下限的問題,通過對HC420LA 的化學成分、冷軋壓下率和連續退火溫度采取優化措施,使得性能達到了標準要求且富余量充足。
1 存在問題及分析
安鋼生產的HC420LA,采用的是DIN EN 10268標準,具體見表1。在小批量生產時,HC420LA 出現屈服強度偏低問題,厚度1.0~1.5 mm 的產品的屈服強度在410 ~420 MPa,而厚度2.0 mm 的產品的屈服強度在400 MPa 以下。屈服強度的均值為402 MPa,抗拉強度的均值為540 MPa,伸長率的均值為24%,其中屈服強度明顯低于標準中420 ~520 MPa 的要求,合格率僅為70%。

表1 HC420LA 性能標準
安鋼生產的HC420LA 與國內其他鋼廠生產的同類產品成分相近[3],為了提高屈服強度,在原成分基礎上,已采取調整熱軋卷取溫度、退火溫度和平整延伸率等措施,但均未達到理想效果。這表明在原成分下,不能通過工藝調整達到屈服強度大于420 MPa 的要求。因此,需要在優化成分的基礎上,進一步調整工藝參數。
2 優化措施
為了提高HC420LA 的屈服強度,主要采取以下優化措施:(1)優化成分。低合金高強鋼主要利用置換固溶元素Si、Mn 和間隙固溶元素C 來提供固溶強化,同時利用Nb 元素在基體中析出細微碳化物和氮化物形成彌散質點,發揮析出強化和細晶強化作用[4],因此,需要通過提高強化元素C、Si、Mn 和Nb 的含量來提高其強度,但需要綜合考慮成本和強化效果。(2)優化冷軋壓下率。隨著壓下率的增大,金屬內部的晶粒纖維狀越明顯,加工硬化現象也越明顯;同時,壓下率越大,晶粒被破碎的程度就越大,這樣會促使再結晶原始晶粒變小,從而產生一定的細晶強化作用,提高金屬的強度。因此,可以在綜合考慮軋機能力的情況下,適當提高冷軋壓下率[5]。(3)優化退火溫度。帶鋼經過冷軋后,鋼中晶粒會發生畸變,被擠壓成纖維狀組織。在退火過程中,由于鋼中的晶粒相互吞并、長大,所以纖維狀組織會逐漸恢復為無畸變的等軸晶粒。如果退火的溫度過高,鋼中的原子會迅速擴散,導致晶界遷移過快,使晶粒粗大,析出滲C 體[6]。因此,可以適當考慮降低退火溫度來提高強度。
2.1 成分優化
資料顯示[7],C、Si、Mn 元素的質量分數每增加0.1%,鋼的屈服強度分別提高了28 MPa、5.6 MPa、8.4 MPa。根據資料[8],在0.03 %固溶質量分數的條件下,Nb 的析出對鋼的屈服強度的強化效果最高可以達到150 MPa。因此,考慮適當增加C、Mn、Si、Nb 元素的質量分數來提高鋼的強度。
考慮到成本和強化效果,C 元素是最為經濟、有效的強化方式,增加C 元素的質量分數可提高鋼的屈服強度和抗拉強度,但鋼的塑性會較低,因此將C 的質量分數提高0.02%。Si 元素也具有較好的強化效果,但會降低鋼的塑性,同時對鋼的焊接性能也不利,因此將Si 的質量分數提高0.1%。Mn 元素既可使鋼的屈服強度升高,也有利于鋼的韌性的提高,因此將其質量分數提高0.1%。Nb 元素可明顯提高鋼的強度和韌性,但成本較高,因此將其質量分數提高0.010%。成分優化前后的對比見表2。

表2 成分優化前后對比
成分優化后,熱軋屈服強度和抗拉強度的均值比優化前增加了27 MPa,伸長率降低了5%,具體熱軋性能對比見表3。
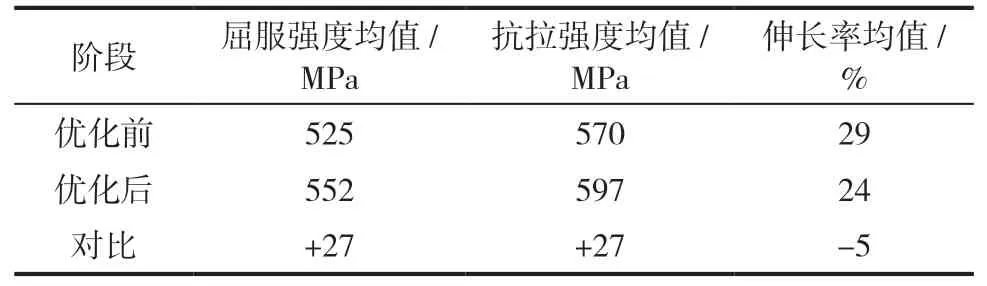
表3 成分優化前后熱軋性能對比
2.2 冷軋壓下率優化
冷軋壓下率對力學性能和再結晶溫度有著重要影響。隨著壓下率的增大,金屬內部的晶粒纖維狀越明顯,加工硬化現象越明顯;壓下率大,晶粒被破碎的程度越大,再結晶原始晶粒越小,從而產生一定的細晶強化作用,提高金屬強度。同時,壓下率越大,金屬晶粒形變越大,產生畸變能越大,內部存儲的能力越大,再結晶驅動力越大[9],也越有利于再結晶的進行。因此,為了提高鋼的強度,結合冷軋軋機的軋制能力,將厚度1.5 mm 鋼板的冷軋壓下率從56%提高到62%,厚度2.0 mm 鋼板的冷軋壓下率由56%提高到60%,具體見表4。
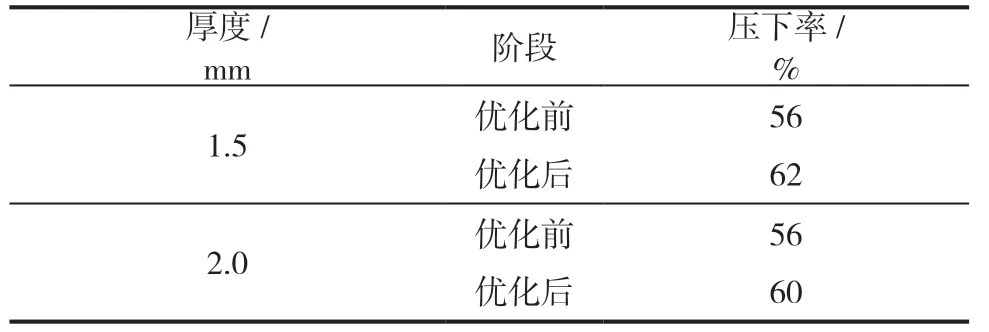
表4 冷軋壓下率優化
2.3 連續退火溫度優化
帶鋼在連續退火爐主要在加熱和均熱段完成再結晶過程。帶鋼通過爐區加熱段時,一方面帶鋼中的冷軋應力會得到釋放,缺陷會得到部分消除,另一方面冷軋后纖維狀組織會重新形核和長大[10]。在爐區均熱段時,鋼中的滲C 體發生溶解,鐵素體晶粒得到充分長大和均勻化。如果加熱、均熱溫度過高,會使鐵素體過分長大,導致性能下降[11]。如果加熱、均熱溫度過低,則會造成纖維狀組織未能充分還原為等軸晶粒,導致加工性能惡化。因此,綜合考慮將加熱、均熱溫度由820 ℃調整為780 ℃。不同退火溫度下HC420LA 的組織如圖1 所示。
從圖1 可以看出,當退火溫度為820 ℃時,鋼中晶粒已經完全再結晶,但部分晶粒較大,造成鋼板強度的降低,對應的屈服強度在400~420 MPa,低于標準下限值;當火溫度為790 ℃時,鋼中的組織比820 ℃時的晶粒略小,對應的性能屈服強度在420~430 MPa,在標準下限附近,富余量不充足;當退火溫度為780 ℃時,鐵素體晶粒完成了再結晶,晶粒度較均勻,對應的屈服強度在430~460 MPa,性能適中,富余量充足。

圖1 不同退火溫度下HC420LA 的組織
3 優化效果
對HC420LA 的化學成分、冷軋壓下率以及退火溫度優化后,統計了將近1 000 t HC420LA 的生產數據,結果顯示其化學成分控制穩定,軋機生產過程順利,退火后的金相組織正常的鐵素體組織,性能合格率由原來的70%提升到98%,厚度1.0~2.0 mm 的HC420LA 的整體屈服強度的均值提高了44 MPa,達到450 MPa,抗拉強度均值為564 MPa,伸長率均值為22 %,具體性能分布見表5,性能均達到標準要求,而且富余量充足,下游用戶使用后反饋良好。

表5 HC420LA 優化后的性能
4 結論
(1)針對HC420LA 屈服強度低于標準的問題,通過對成分、冷軋壓下率以及退火溫度優化,性能最終達到了標準要求,合格率達到98%。
(2)C 的質量分數提高0.02%,Mn 的質量分數提高0.1%,Nb 的質量分數提高0.01%,熱軋板的屈服強度和抗拉強度提高了27 MPa,伸長率降低了5%。
(3)適當提高冷軋壓下率可產生細晶強化作用,從而提高鋼的強度。厚度1.5 mm 的HC420LA 壓下率由56%提高到62%,厚度2.0 mm 的HC420LA壓下率由56%提高到60%。
(4)適當降低退火溫度可以提高鋼的屈服強度。HC420LA 的退火溫度在820 ℃時,組織晶粒變粗大,性能隨之降低,退火溫度降至780 ℃,鐵素體晶粒完成了再結晶,晶粒度較均勻,屈服強度為430~460 MPa。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45