ISO 9606-1焊工考試(資格認證)最佳化的探討與研究
2021-04-15 02:41:14
機械制造文摘(焊接分冊) 2021年1期
(機械工業哈爾濱焊接技術培訓中心,黑龍江 哈爾濱 150046)
0 前言
焊接過程是現代工業制造中不可或缺的一項特殊工藝過程。隨著現代工業設計向著更快、更強、更精密的方向不斷發展,現代工業制造對焊接質量的要求也不斷提高。為了保證焊接質量,ISO/TC44(國際標準化組織/44技術委員會)針對金屬材料熔化焊的質量管理制定了ISO 3834(金屬材料熔化焊的質量要求)系列標準,對焊接生產過程中的每個方面都做出了規定,而焊工考試(資格認證)是其中非常重要的一個環節。相對于絕大多數的焊縫都要進行內部無損檢測以進行焊接質量控制的鍋爐壓力容器行業,絕大多數的焊縫不進行無損檢測的鋼結構行業,焊工考試的作用變得尤為重要。對于焊接企業尤其是焊工數量眾多、焊工流動性大的大型焊接企業,如何節約成本,選擇最佳化的焊工考試項目以滿足生產需求也變得更加有意義。
1 焊工考試項目(焊工資質)需求
以鋼結構行業為例,目前主流的焊接工藝[1]為135和136,在美國使用英文縮寫為GMAW和FCAW。其它焊接工藝如111,141,138等應用較少或僅限于特定行業。而焊接所采用的填充材料多為FM1和FM2組填充材料,根據ISO 9606-1標準的規定,焊工考試時FM1組和FM2組填充材料之間是可以相互替代的。還有些焊接企業涉及到奧氏體不銹鋼,它的填充材料屬于FM5組,與FM1和FM2組填充材料互相不認可[2]。
1.1 焊工考試接頭形式的選擇
除了空心型材桁架結構的焊接企業,一般的鋼結構企業的管子焊接應用比較少。管子的焊接需要焊工在管子上進行焊工考試,而且根據ISO 9606-1標準規定,外徑大于等于25 mm的管子上的焊工考試可以認可板上的焊工考試。但是實際生產中大多數焊工焊接板試件,應該在板上進行焊工考試。
自ISO 9606-1: 2012版標準起,對接焊縫(BW)的焊工考試就已經不再能夠認可角焊縫(FW)了。對此,筆者是不認同的。如果說平焊PA位置[3]的對接焊縫不能認可平角焊PB位置的角焊縫,從焊工的技術動作角度出發還是有道理的。但是對于平焊PA、橫焊PC和立向上焊PF位置的對接焊縫和與之對應的船形焊PA、橫焊PC和立向上焊PF位置的角焊縫在技術動作上是沒有區別的,筆者認為它們的焊工考試完全可以相互替代。但是標準既然是這樣規定的,在沒有修改之前,相關從業者還是要遵守的。因此,所有焊工都應該取得BW和FW兩種接頭型式的資質。
1.2 焊工考試試件厚度的選擇
由表1和表2(參見ISO 9606-1標準中的表6和表8)可見[2],對于對接(BW)焊縫,如果焊接生產中存在壁厚t<3 mm的情況,那么焊工考試要選擇生產中所使用的最薄的壁厚,例如壁厚t=1 mm,無論對接焊縫還是角焊縫,它的認可范圍都是t=1~3 mm;而壁厚t≥3 mm時,對接焊縫選擇t=12 mm,焊接至少3層以上;角焊縫考慮到做斷裂試驗的難易程度,以及與對接焊縫的考試試件同時下料的原因,建議同樣選擇t=12 mm,焊接2層3道。它們的認可范圍都是t≥3 mm。對于奧氏體不銹鋼的角焊縫焊工考試,出于容易斷裂的原因可能選擇更厚的試件;如果采用宏觀金相檢驗,應選擇較薄的試件。
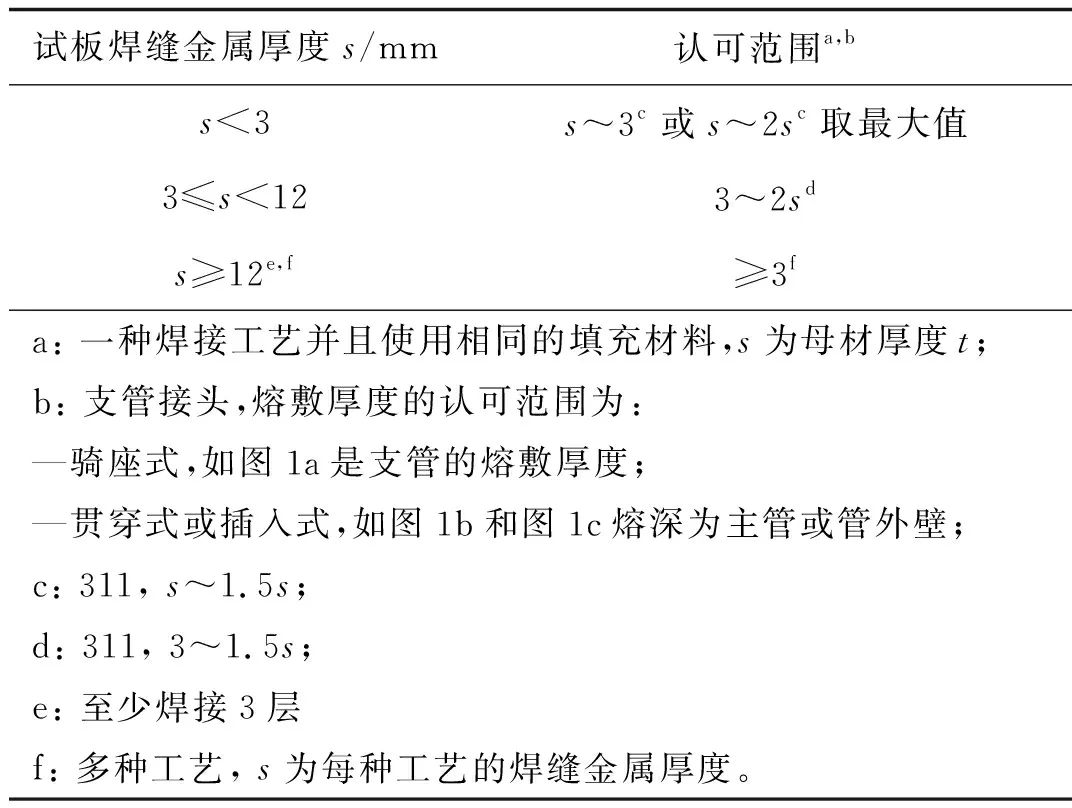
表1 對接熔敷厚度的認可范圍
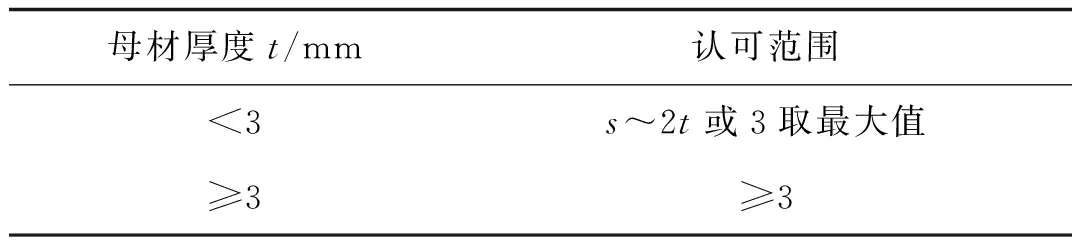
表2 角焊縫材料厚度的認可范圍
如果薄壁與厚壁不是在同一產品上,或者可以按不同的組件分別焊接再總成到一起,那么建議由不同的焊工分別取得薄壁和厚壁的焊接資質,并按照不同壁厚的產品批量大小分配焊工數量。例如,對于大型鋼結構焊接企業,極少有3 mm以下的壁厚,如果有的話,那么可以僅讓1~2名焊工同時取得薄壁和厚壁的焊接資質即可。
1.3 焊工考試的焊接位置的選擇
幾乎所有的焊接管理者都希望自己所有的焊工能夠通過最少的焊工考試取得最大的認可范圍。例如,根據表3和表4(參見ISO 9606-1標準中的表9和表10)規定[2],取得H-L045焊接位置的管子對接焊縫資質或取得PH[3]焊接位置的管-板角焊縫資質是最理想的。然而在實際生產中,制造車間內的焊工全部按這個去取證的話,是需要付出巨大成本的,包括時間成本和財務成本。
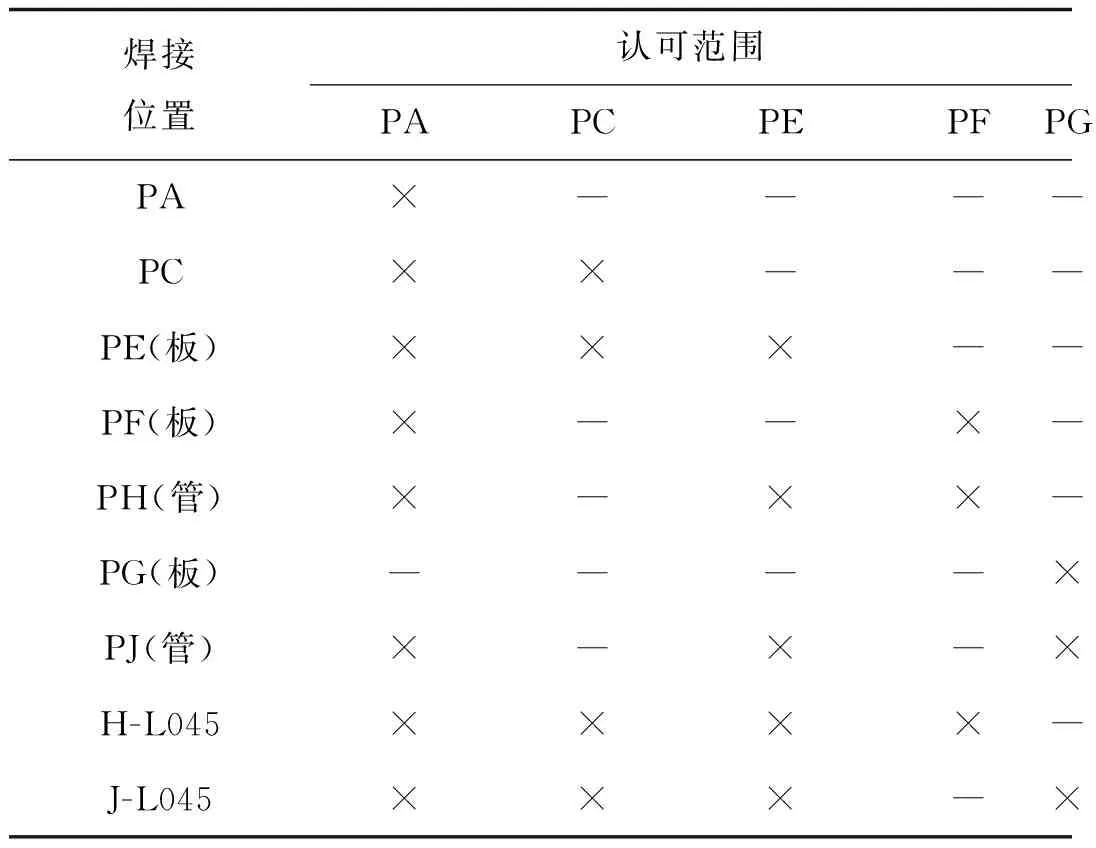
表3 對接焊縫焊接位置的認可范圍
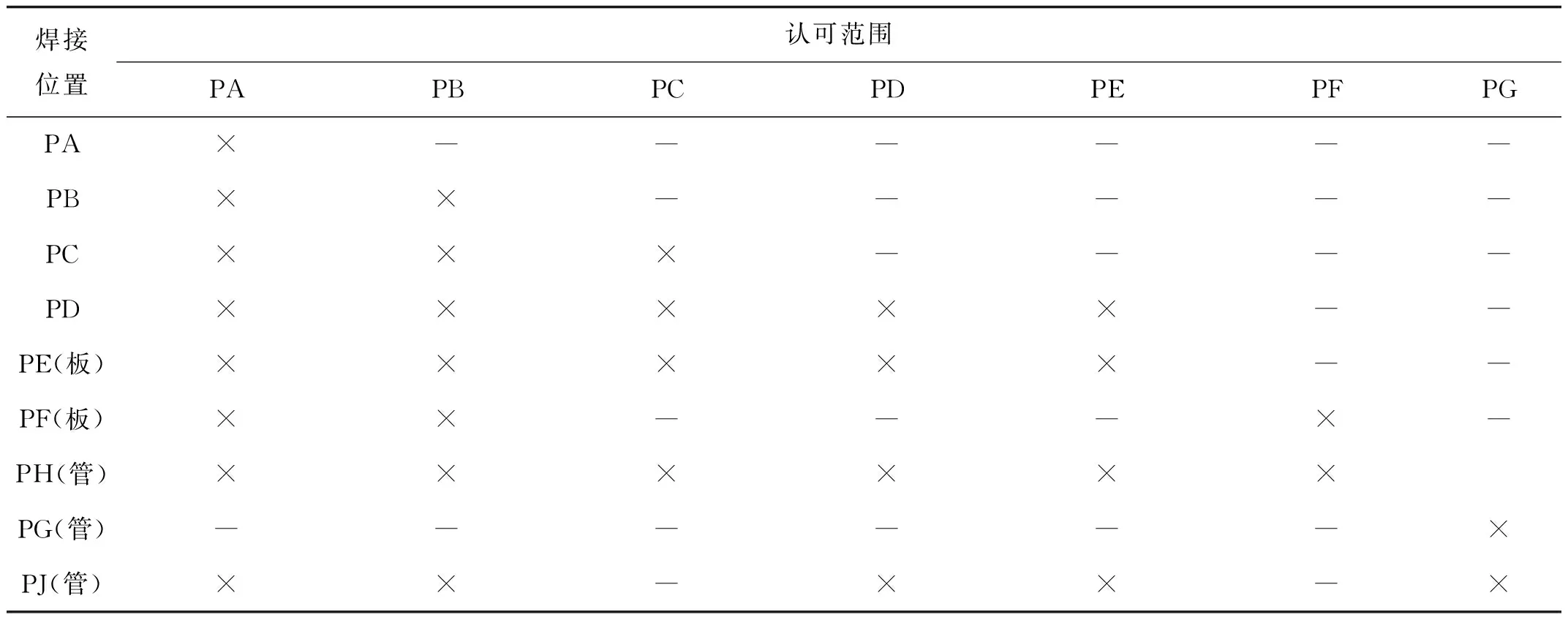
表4 角焊縫焊接位置的認可范圍
根據機械工業哈爾濱焊接技術培訓中心30多年的培訓經驗,按照ISO 9606-1標準將1名完全沒有焊接經驗、從零開始的工人培訓成為1名能夠焊接PA位置12 mm對接接頭和PB位置多層角焊縫的氣體保護焊(135)焊工,平均需要4周時間;繼續PC和PF位置的焊接培訓需要額外的6~8周。而為一名經過正規培訓并且具有1~2年焊接經驗的焊工培訓PC和PF位置的焊接只需要額外的2周時間即可。因此,為了保證焊接質量,當今的焊接工程師們在制定焊接工藝時都應盡可能地讓焊工在PA和PB位置上焊接。PE[3]和PD[3]位置的焊縫通過翻轉即可變成PA和PB位置,再大尺寸的工件都可以實現翻轉,筆者曾親眼目睹直徑22 m,重達420 t的不銹鋼轉子翻身的過程。所以絕大多數的焊縫都能實現在PA和PB位置上的焊接,那么所有的新焊工僅需要取得PA和PB位置的對接和角焊縫資質即可。平時工作中焊接這些焊縫的焊工的數量能占焊工總數的一半以上。
至于PC和PF焊接位置的焊縫,或者因為結構的原因,或者因為幾條較短的焊縫不值得翻轉的原因而無法避免。所以這兩種焊接位置的焊縫也比較常見,例如,長和寬均為幾米長,而高度幾百毫米的扁平箱型結構的四角處的焊縫以及中間隔斷與四邊連接處的焊縫等。所以需要有一部分焊工取得PC或PF焊接位置的資質。根據表3和表4的規定,PC和PF焊接位置都能夠認可PA和PB位置,所以建議除了新焊工之外,有經驗的老焊工應盡可能同時取得PC和PF資質,或者至少取得PF位置的資質,因為在實際生產當中,PF的焊接位置更常見。
最后,關于PD和PE這種較難焊接的位置,可能因為最后總組成階段無法翻轉而不可避免,但相信這樣的焊縫不會太多,所以只需要很少一部分焊工取得這樣的資質即可,但這需要焊工的水平很高(這些焊工往往都已經具備了PC和PF焊接位置的資質)并且經過一段時間的培訓和練習才行。如果可能的話,最好讓這些焊工專門或者經常焊這些較難位置的焊縫,不要有較長時間停頓。否則,再次焊接這些焊縫之前,需要重新練習并通過焊接工作試件證明該焊工能夠焊好這些焊縫。
在進行任何項目的焊工考試之前,一定要對焊工進行正規的培訓,并確認該焊工在培訓和練習過程中,能夠連續焊接出合格的試件才能允許該焊工進行考試。筆者曾經為一家大型的焊接企業的新招聘的幾十名焊工進行過一次焊工考試,總共120~130塊焊接試板合格的不到20塊。所以未經正規培訓的新焊工直接考試完全是浪費時間,而使用僥幸通過考試的焊工是對焊接質量極大地不負責任。
1.4 焊工考試焊接細節的選擇
由表5(參見ISO 9606-1標準中的表11)可見[2],采用單面焊無根部保護(ss, nb)技術的焊工考試認可范圍最廣。但這項技術不容易掌握并且實際生產中也容易出現缺陷,因此現在的設計師們往往將對接接頭的焊縫設計成單面焊根部帶襯墊保護(ss, mb)或雙面焊(bs)結構,或者是不熔透的T形接頭,也相當于根部帶襯墊保護結構。所以多數焊工進行單面焊根部帶襯墊保護(ss, mb)或雙面焊(bs)的對接焊縫考試即可。但對于壁厚3 mm以下厚度的對接接頭,出于檢驗方法的原因,建議采用(ss, nb)技術。
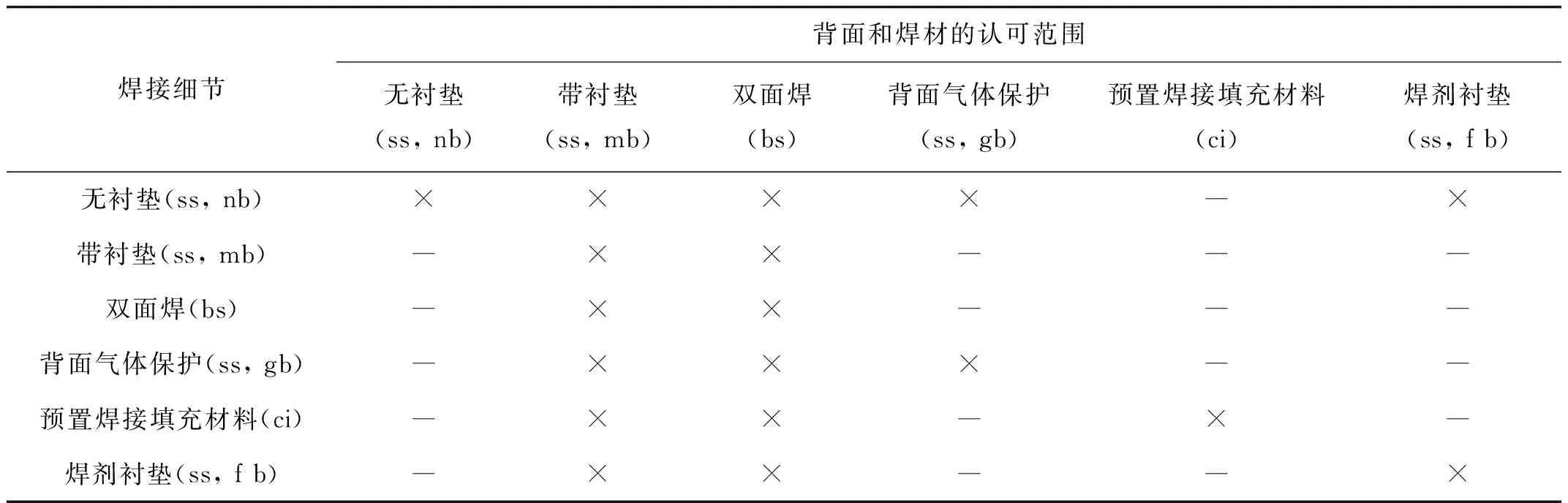
表5 襯墊和填加填充材料的認可范圍
由表6(參見ISO 9606-1標準中的表12)可見[2],多道焊的角焊縫能認可單道焊的角焊縫,反之不然。所以角焊縫要進行多道焊的考試。
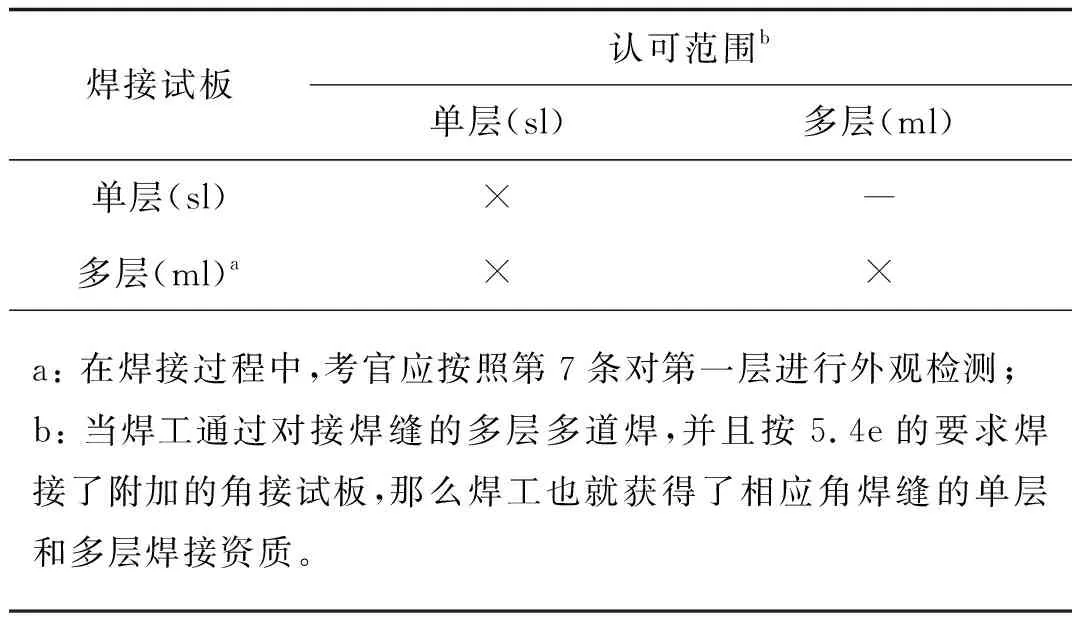
表6 角焊縫層道數的認可范圍
2 焊工考試試件檢驗方法的選擇
由表7(參見ISO 9606-1標準中的表13)可知[2],對于壁厚3 mm以下對接焊縫,135和138焊接工藝方法的焊工考試試件選擇彎曲試驗或斷裂試驗比較快捷,并且成本非常小;其它焊接方法的考試試件,如果試件的數量特別多,考慮成本的話,檢驗方法同135和138工藝方法一致;如果不考慮成本,并且考試機構具有自動射線底片洗片機,那么采用射線檢驗效率是最高的。
對于12 mm的對接焊縫,鐵素體材料的試件選擇超聲波檢測效率是最高的,成本也是最低的;奧氏體材料的試件,如果是135或138的焊接工藝,選擇彎曲試驗或斷裂試驗比較好;如果是其它焊接工藝且考試試件是根部帶襯墊的話,射線檢測(不用去除襯墊)更合適。
對于3 mm以下的角焊縫,只能選擇宏觀金相檢查;而對于厚板的角焊縫,可以選擇斷裂試驗。

表7 試驗方法
3 結束語
焊工考試對于焊接質量的控制至關重要。焊接企業應該根據自己產品的需求,選擇最佳的焊工考試項目以達到節約成本、提高效率,達到效益的最大化。
[][]
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
河南電力(2021年5期)2021-05-29 02:10:00
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電影(2018年12期)2018-12-23 02:18:48
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應用(2014年8期)2014-03-11 17:40:03