ISO標準焊接工藝評定在動車組焊接生產中的應用
2021-04-15 02:21:16張艷輝1陳劍鋒陳煥
機械制造文摘(焊接分冊) 2021年1期
張艷輝1, 陳劍鋒, 陳煥
(1.中車唐山機車車輛有限公司,河北 唐山 063035;2.機械工業哈爾濱焊接技術培訓中心,黑龍江 哈爾濱 150046)
0 前言
中國制造業這些年來飛速發展,越來越多的產品走向世界,進入國際市場,這就要求國內制造企業要按國際標準實施生產。對于具體的焊接產品,由于焊接技術的自身特點,其可變參數較多,屬于難以明確量化的熱加工技術,因此要制定出合理的焊接工藝規程(Welding procedure specification, WPS)來滿足焊接生產的需要,特別是要參與國際市場競爭的焊接產品,企業要通過國際標準的焊接工藝評定(Specification and qualification of welding procedures, WPQ),來驗證預焊接工藝規程焊制的焊接接頭性能是否可以滿足設計要求。企業應該嚴格根據標準進行WPQ,既要使WPQ成為保證焊接產品質量的一個必不可少的環節和有效手段,又要避免不必要的重復評定所造成的浪費,使得企業在最經濟的條件下完成必要的WPQ,從而保證焊接產品質量的可靠性[1]。
動車組焊接生產按照EN 15085焊接質量體系執行,該標準對焊接工藝、焊工技能、焊接工藝評定、焊接檢驗和體系運行均進行了詳細的規定,其中,對于WPQ需要嚴格按照ISO 15614系列標準執行。通過按照國際系列標準執行,使動車組生產更加與國際化接軌,為動車組焊接生產做了充分的前期準備。
1 ISO標準WPQ在國內的開展
ISO 15614系列標準是依據國際標準化組織(ISO)和歐洲標準化組織委員會(CEN)之間的技術合作協定(維也納協定),由歐洲標準化委員會(CEN)與ISO/TC44焊接和焊接類過程技術委員會中的金屬焊接要求的統一下屬委員會SC10共同合作制定的[2]。該系列標準具有國際權威性,并被廣泛認可,目前世界許多國家都在執行并使用。
在動車組生產中,WPQ是強制性條款。根據EN 15085-4標準要求,一定質量等級的焊縫需要根據ISO 15609系列標準編制WPS,而每項WPS均需要經過WPQ的驗證。WPQ是控制動車組生產焊接質量的重要步驟和環節。WPQ由企業自行進行焊接,WPQ的檢驗和檢驗報告均由第三方檢驗機構完成并出具報告。
機械工業哈爾濱焊接技術培訓中心(WTI Harbin),作為長期與國外合作的第三方檢驗機構,從1999年開始在國內最先開展按EN 288進行WPQ,2005年在國內最先開展按ISO 15614進行WPQ至今,在22年的時間跨度中完成近2 0000項WPQ,為軌道車輛及鋼結構等焊接企業提供了支持。
WTI Harbin本著對企業負責,對焊接質量負責的一貫原則,協助企業進行WPQ試驗,并在評判過程中,嚴格執行國際標準,使企業的焊接產品質量達到國際化水準。在這些WPQ中,除了常規熔化焊和壓力焊外,還涉及了攪拌摩擦焊、激光焊、釬焊、閃光對焊、堆焊、等離子焊、高頻焊等,涉及鋼、鋁、銅、鈦、鎳等合金材料,促進了新的焊接技術和新材料的焊接應用。
2 國際化焊接制造體系對WPQ的要求
根據EN 15085焊接質量體系要求,標準接頭的焊縫需要根據ISO 15614系列標準加以證明,用于驗證焊接工藝、材料、方法、位置、保護氣體、熔滴過渡形式、自動化程度等等。該標準適用于制造焊接、補焊和堆焊,指出如何通過焊接工藝試驗對預焊接工藝規程進行評定。規定了標準的試件形狀及尺寸、取樣位置、檢驗和試驗的類型和要求、無損檢測、破壞性試驗、檢驗標準、驗收等級、評定范圍等。
對于特殊接頭的焊縫不需要根據ISO 15614系列標準證明,為了確保焊縫的連接需要焊接工作試件。工作試件和焊接部位最終生產時相同的生產條件下制備。工作試件應根據ISO 15613實施,可以單獨以試板的形式、樣品組件或者是正式工件。
3 動車組WPQ的實施過程和要求
動車組生產車體焊縫和轉向架焊縫質量等級大多為CPC1和CPC2,車體和轉向架所有焊縫均需進行WPQ驗證。企業由焊接工藝工程師對圖紙上設計的焊縫列出接頭清單,對接頭清單中所羅列的焊縫類型、焊接工藝進行分類,參照WPQ標準確定所需覆蓋范圍,列出需要的WPQ項目,經過技術評審后,由企業有經驗的焊工進行焊接。WPQ的目的是驗證所制定的焊接工藝的正確性,因此進行WPQ時要求焊工或操作工技能熟練,并排除人為因素的干擾。對焊接完成的試板交由第三方檢驗機構按照標準嚴格進行相關檢驗。在制定的焊接計劃中,針對每個工件,應指出所需進行的WPQ項目,明確該項目對應的工藝評定報告,為確保相關焊接工藝文件使用的準確性,焊接工藝文件應由主焊接責任人或焊接責任人代表審核通過后方可下發生產車間。
母材、焊材、保護氣體、焊接方法、熔滴過渡形式、自動化程度、熱輸入、預熱、層間溫度、接頭類型等因素超出了原工藝評定的覆蓋范圍,均需要重新進行評定。
4 ISO標準WPQ對動車組生產制造的意義
4.1 通過焊接工藝評定保證焊縫質量
焊接質量關系著動車組列車承載安全,那么為了保證焊接質量的而編制的WPS,就需要通過WPQ及其相關檢驗來保障,從而保證動車組生產中重要部件焊縫強度和焊縫質量。因此在WPQ試件施焊過程中,每一個環節都很重要,所以應保留比較詳實的原始記錄,其中包括試件加工及打磨情況、焊接位置、焊接電流、電弧電壓、焊接速度、預熱溫度及層間溫度等信息。無論是無損檢測還是破壞性檢測,均應按照指定標準進行,即要正確理解標準含義和正確應用標準進行試驗。如果其中某一重要要素發生變化,需要重新進行評定。
4.2 通過WPQ對新技術、新工藝進行技術研究
目前在動車組生產中,為減小焊接變形、節約生產成本,提高焊縫質量,廣泛采用攪拌摩擦焊技術。采用的攪拌摩擦焊設備有動龍門和靜龍門兩種,攪拌摩擦焊設備,如圖1所示。

圖1 攪拌摩擦焊設備
焊接工藝參數直接影響到了焊接熱輸入和材料的流動性,進而關系到攪拌摩擦焊接最終的成型質量。選擇合適的焊接工藝參數,比如攪拌頭工具的幾何結構、進給速度、轉速、下壓量、傾角度及下壓壓力參數,對于攪拌摩擦焊接頭質量有至關重要的影響。針對不同的焊接實驗材料,確定最優的焊接工藝參數是攪拌摩擦焊接工程應用及科學研究領域的一個關鍵指標[3]。
攪拌摩擦焊產品的焊接工藝評定按照ISO 25239-4標準進行。通過對攪拌頭幾何尺寸以及旋轉速度、進給速度、下壓量等參數的不斷研究探索,按照標準要求進行焊接工藝評定試驗。
目前多個主機廠已經建立了攪拌摩擦焊質量控制體系。地板、枕梁、車鉤連接板、側墻等長、大焊縫均采用攪拌摩擦焊方法進行焊接。在工藝準備階段,嚴格按照標準要求對WPS進行WPQ試驗驗證。攪拌摩擦焊工件,如圖2所示。通過WPQ試驗,驗證各項參數性能指標,保證了焊縫質量。攪拌摩擦焊工藝在動車組批量生產中,質量穩定,焊縫成型美觀,生產效率大幅度提高。
動車組轉向架是動車組的重要部件質疑,具有支撐車體質量、引導車輛沿軌道運行、承受并傳遞車體至輪對、輪軌至車體搭建的各種載荷及作用力的作用。WPQ是制定WPS和驗證焊接工藝的重要工作,也是控制轉向架焊接質量的重要步驟和環節。
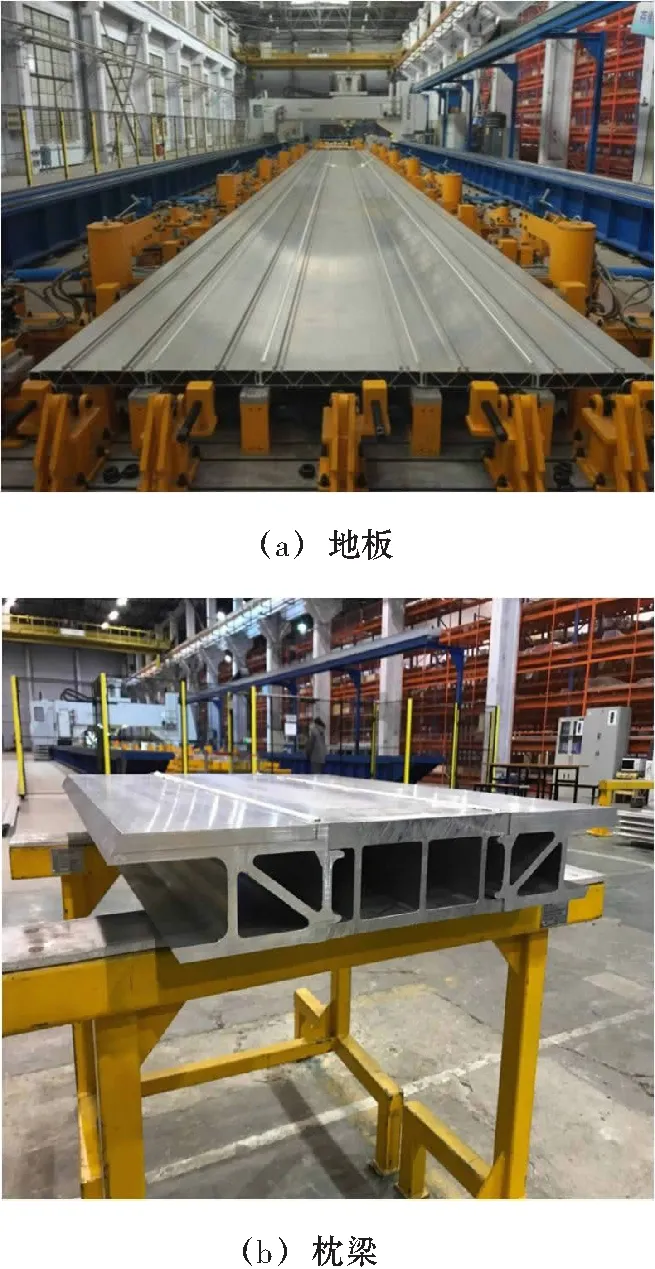
圖2 攪拌摩擦焊工件
為提高批量生產能力,確保轉向架質量穩定,在轉向架側梁和構架的生產中,采用IGM全自動焊接機器人進行焊接,實現自動送料、自動裝夾、自動焊接,大大提高焊接效率和焊接質量的穩定性。轉向架全自動焊接機器人,如圖3所示。

圖3 轉向架全自動焊接機器人
按照ISO 15614-1標準要求,對全自動焊接機器人產品進行WPQ試驗驗證,保證焊接工藝參數的合理性,使焊接接頭的各項性能指標滿足標準要求。對于全自動焊接機器人焊接的每道焊縫,均按照ISO 15613標準進行焊接工作試件驗證,保證自動焊設備的焊接質量。通過工藝試驗,保證了自動焊接產線焊接產品質量的穩定性。
4.3 WPQ管理技術應用
隨著科學技術的不斷進步,在高速動車組的生產中,引進了許多先進的焊接工藝技術和管理技術。車體上有上萬條焊縫,需要工藝評定近百項,許多企業引進了焊接專家系統。對焊接工藝文件和WPQ進行規范化管理。焊接專家系統如圖4所示。通過專家系統,實現焊接基礎信息高效、便捷、準確匯總和輸出,對接頭匯總信息實現快速錄入,實現了焊接技術數據的快速查找、統計分析和高效管理。可以依據不同用戶的需求,通過查詢、維護、打印3大模塊查詢焊接工藝評定報告,同時可以形成WPQ清單,并對其進行評定和反饋。建立了母材數據庫模塊,實現了向用戶提供常用母材的化學成分、力學性能、牌號對照、碳當量計算等。建立焊材數據庫,能夠實現輸入焊材型號、標準號和焊材類別中的一個或多個查詢條件,系統將按查詢條件進行查詢,并可顯示符合條件的焊材型號、標準號、焊材類別、成分信息和性能信息等。
實現焊接工藝數據的自動化匹配和評定試驗項目的智能化輸出。基于標準的匹配原則對WPQ和WPS進行匹配,輸出WPQ項目。
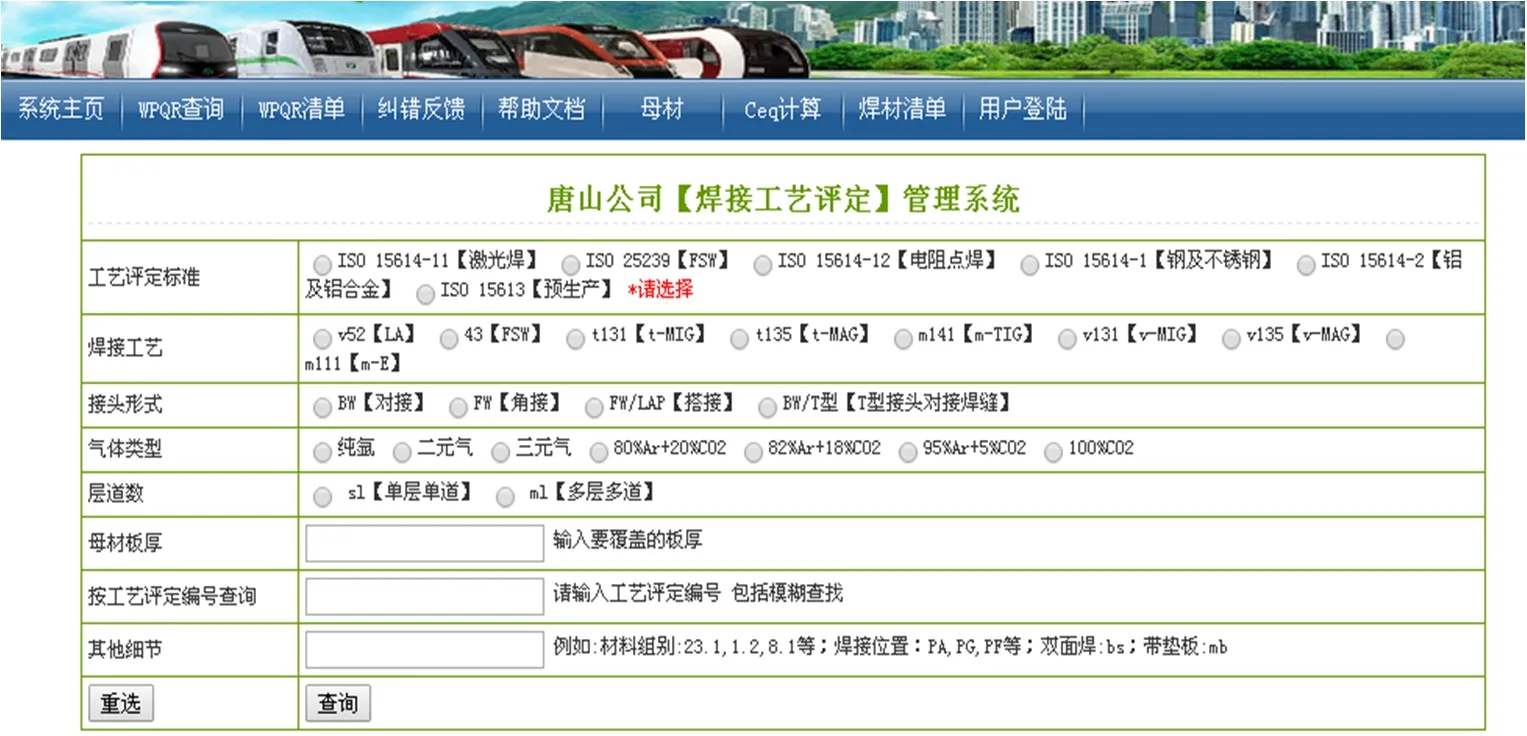
圖4 焊接專家系統
5 結束語
動車組系列產品是中國制造的“名片”,也代表了中國制造的新形象,為使其更具國際領先,就要求制造過程嚴格按標準執行,無論是常規的熔化焊技術還是新技術都要有合理的WPS作為保障。ISO標準的WPQ在動車組WPS的準備中發揮了非常重要而又積極的作用,促進了動車組焊接生產過程按國際化標準實施。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
哈爾濱鐵道科技(2020年4期)2020-07-22 02:22:28
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
制造技術與機床(2019年12期)2020-01-06 03:17:46
世界農藥(2019年2期)2019-07-13 05:55:12
西南交通大學學報(2018年5期)2018-11-08 10:58:26
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
鐵道運營技術(2015年3期)2015-12-23 09:27:14