汽車線束波紋管自動加工系統的開發*
2021-04-21 14:15:46閆占輝劉旦王征
汽車實用技術 2021年7期
閆占輝,劉旦,王征
汽車線束波紋管自動加工系統的開發*
閆占輝,劉旦,王征
(長春工程學院工程訓練中心,吉林 長春 130012)
文章開發了一套配有汽車線束波紋管載料裝置、自動送料裝置、自動切割裝置和自動卸料裝置的自動加工線。加工的汽車線束波紋管廢品率小于1%,切割長度偏差小于5mm。與半自動加工方法相比,生產效率明顯提高,現場操作人員明顯減少。該裝置價格低,自動化程度高,廢品率低。
波紋管;自動加工;系統;裝置
前言
汽車電路是汽車的重要組成部分,而汽車電路中的功能與信號的傳遞是靠汽車線束搭橋連接起來的,汽車線束固定于整個車體上,線束的損壞直接影響汽車電路性能。汽車用低壓電線束技術條件(QC/T29106-2004)標準中4.11~4.15條款規定:汽車線束應具有耐高低溫性能,耐溫度、濕度循環變化性能,耐振動性能,耐煙霧性能和耐工業溶劑性能。因此,線束的外保護起著至關重要的作用,合理的線束外保護材料和包扎方式不但可以保證線束品質,而且可以降低成本,提高經濟效益[1-2]。
汽車線束用波紋管是由PA(尼龍6)、PE(聚乙烯)、PP(聚丙烯)等材料加熱擠出成型,廣泛應用于機械設備和汽車等行業,起保護線束的作用。波紋管工作溫度一般為–40℃~+130℃,短時可達+140℃。內部和外表均為波浪形,具有柔韌性好,抗扭曲,彎曲性能好和耐油性等特點[3-4]。
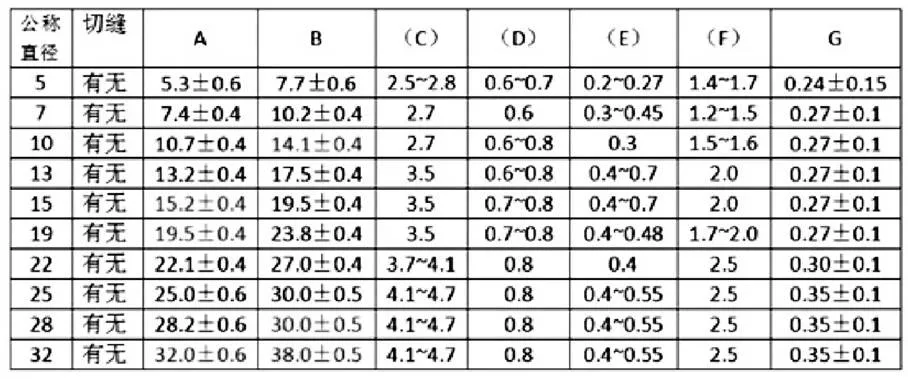
為使汽車線束用波紋管起到很好的保護作用,日系車一般在切斷后的波紋管兩端加保護套,德系車一般要求切斷位置處于波峰中央處[5]。圖1為汽車線束用波紋管主視圖。表1為普通波紋管的規格和型號。
目前一些中小型企業采用半自動方法切割德系汽車線束用波紋管,即利用固定的標尺確定波紋管的長度,采用專用模具初步確定波紋管的軸向位置,手工輔助波紋管的軸向定位與夾緊,保證位置基本不變。這種方法需要初調的時間長,廢品數量多。由于需要手工移動波紋管位置,工人勞動強度大,工作效率低,廢品率高,生產安全得不到保障。少數企業采用德國產的全自動汽車線束用波紋管切割設備切割效率高,廢品率低,但設備價格高[6-7]。因此,急需開發一種國產的全自動汽車線束用波紋管切割裝備,達到切割效率高、廢品率低,實現自動化生產,減少材料浪費,降低企業勞動力成本,提高企業效率和效益。
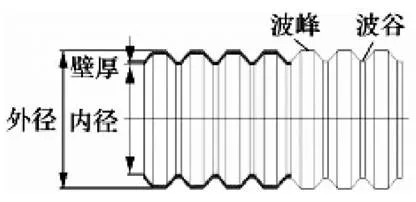
圖1 汽車線束用波紋管主視圖
表1 普通波紋管的規格和型號
1 汽車線束波紋管自動加工系統的開發
1.1 汽車線束波紋管自動加工系統開發技術
整套汽車線束波紋管全自動切割裝置包括載料裝置、自動送料裝置、自動切割裝置、自動排料裝置四部分。自動切割裝置是核心裝備。
自動切割裝置涉及的主要技術內容包括:波紋管切割位置的準確定位技術的理論研究,波紋管自動輸送、波紋管切割位置的準確定位、波紋管的切割、波紋管加工自動計數等的機械結構設計、算法實現和自動控制。
(1)波紋管準確輸送技術的理論研究包括理論研究方法的選擇、準確定位技術的理論分析、準確定位算法的實現。
(2)波紋管的自動輸送裝置包括波紋管的輸送裝置、定位裝置、夾緊裝置等。
(3)波紋管切割位置的準確定位技術包括波紋管位置動態控制技術的研究、波紋管位置動態控制元件的選取、波紋管位置動態控制系統的設計。
1.2 汽車線束波紋管自動載料裝置的開發
汽車線束用波紋管載料裝置:底板下部四角設有支承座,可隨時調整它的高度和水平,底板中間連接有中空長方體,長方體每個側表面安裝2臺電機,電機連接蝸輪蝸桿減速器,減速器輸出連接回轉筒,將出廠的成捆筒狀汽車線束波紋管套在回轉筒上,然后軸向固定。其中減速器選擇蝸輪蝸桿減速器,選擇與之匹配的交流電機。圖2是汽車線束用波紋管載料裝置的三維效果圖。
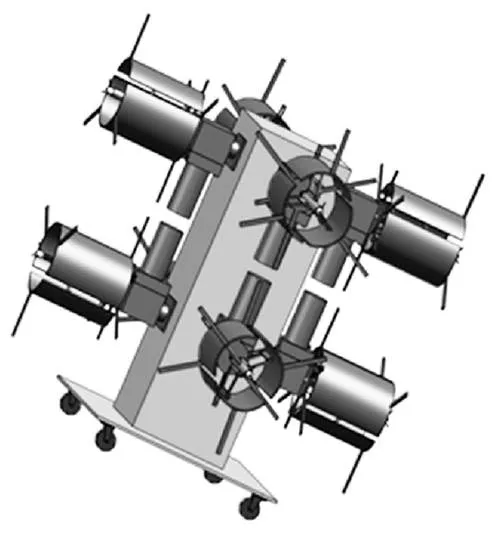
圖2 汽車線束用波紋管載料裝置三維效果圖
1.3 汽車線束波紋管自動送料裝置的開發
汽車線束用波紋管送料裝置:將勻速松開的波紋管通過槽輪機構調整其運動方向,使其能夠依靠自動切割裝置被水平拉動、且不能出現卡死現象。在送料裝置立柱的上下有光電開關,用于檢測送料裝置運送波紋管輸入和輸出的速度,保證合理速度運送。其基本結構是:方形底架上中部設有立柱,立柱上設有橫梁,立柱底部和橫梁上設有導向輪,立柱上均勻設有安裝光電開關的螺紋孔,用于等距安裝若干個接近開關,根據管材所處的線速限定區域檢測波紋管移動的速度,從而使得管材的輸送速度與波紋管切割機牽引管材的速度相協調,避免管材被扯壞或扯斷,也可避免管材輸送速度過快,波紋管切割機牽引速度過慢而導致管材堆積。
動作順序:成捆波紋管套在回轉筒上→引波紋管至槽輪機構→繞過槽輪機構至波紋管自動切割裝置。
汽車線束用波紋管送料裝置簡圖如圖3所示。
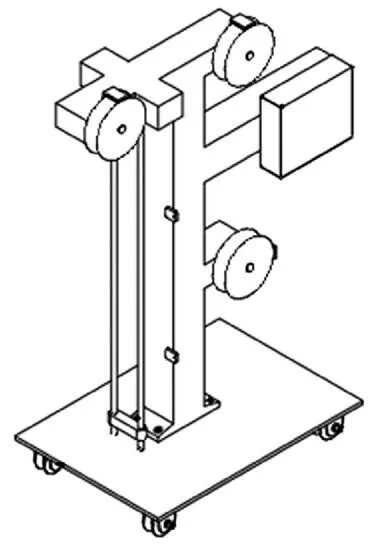
圖3 汽車線束用波紋管送料裝置簡圖
1.4 汽車線束波紋管自動切割裝置的開發
1.4.1動作順序
波紋管夾緊→波紋管輸送→波紋管隨同輸送裝置移動到刀具切割位置→機械定位裝置定位及調整→位置傳感器檢測刀具切割位置是否為波峰→若刀具切割對準波峰,刀具切割;若刀具切割未對準波峰,刀具相對于波紋管移動到正確位置→刀具切割。
1.4.2波紋管夾緊及牽引機構
波紋管引入:采用步進電機帶動齒形帶的方式牽引波紋管,對于不同直徑的波紋管,采用調整齒形帶輪間距的方式。波紋管引入后,以一定速度運行,運動到指定位置后,停止運動。
1.4.3定位及切割結構
位置傳感器檢測波紋管波峰波谷位置,若位置傳感器未對中波紋管波峰位置,位置傳感器與刀具切割裝置小幅度(一個周期內)隨動,與波紋管波峰波谷位置對中后,位置傳感器和刀具位置固定不動。其基本實現方式為:位置傳感器與刀具切割裝置相對位置不變,被切割的波紋管的長度或直徑發生變化時,通過控制程序自動調整位置傳感器與刀具切割裝置的正確性,如果位置不正確,進給電機運動,調整切割位置;首先滿足切割到波峰的要求,再滿足切割長度要求。針對波紋管準確定位,采用機械結構定位和檢測元件檢測相結合的方法。針對波紋管波峰位置的在線識別,采用先檢測后跟蹤、卡爾曼算法和開發程序相結合,解決特征檢測的可靠性。針對波紋管波峰位置的閉環控制算法,采用光電編碼器(初步定位)與激光位移傳感器(精確定位)作為測試元件,實現基于伺服控制器的位置閉環控制。圖4為汽車線束用波紋管自動切割裝置的主視圖。
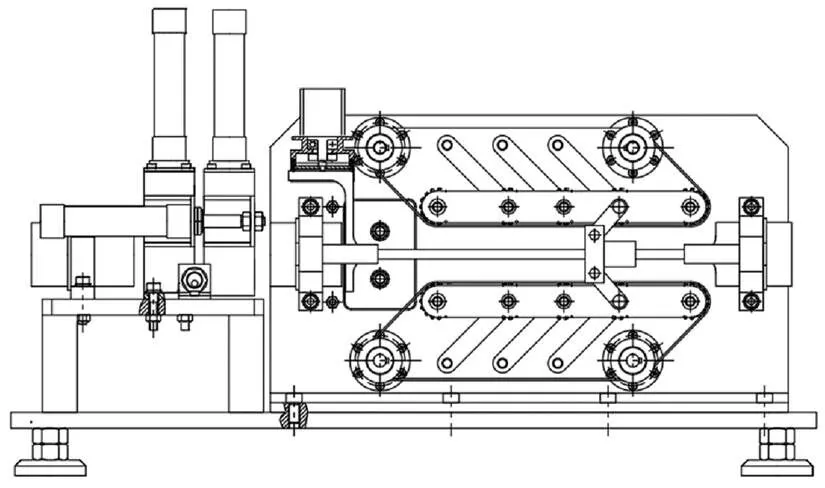
圖4 汽車線束用波紋管自動切割裝置
1.5 汽車線束波紋管自動排料裝置的開發
波紋管自動排料裝置包括傳送裝置、抓取裝置和裝箱臺。傳送裝置包括傳送機架和傳送機構,抓取裝置包括抓取機構和機械臂,裝箱臺包括裝箱基臺和裝箱托架。使用時,被切斷后的波紋管通過縱向輥輪滑到傳送帶的橡膠隔板中間處,通過傳送帶將波紋管送到抓取機構下方,機械臂中的提升電機驅動絲杠旋轉,提升機構向下運行,至其抓取范圍內,抓取驅動電機運行,抓取驅動電機通過傳動裝置轉動,提升機構向上運行,旋轉底座旋轉至裝箱托盤上方,在裝箱托架上放入專用束管箱。它具有不損傷波紋管、適應不同長度波紋管裝箱要求,速度和效率穩定。圖5為汽車線束波紋管自動排料裝置。
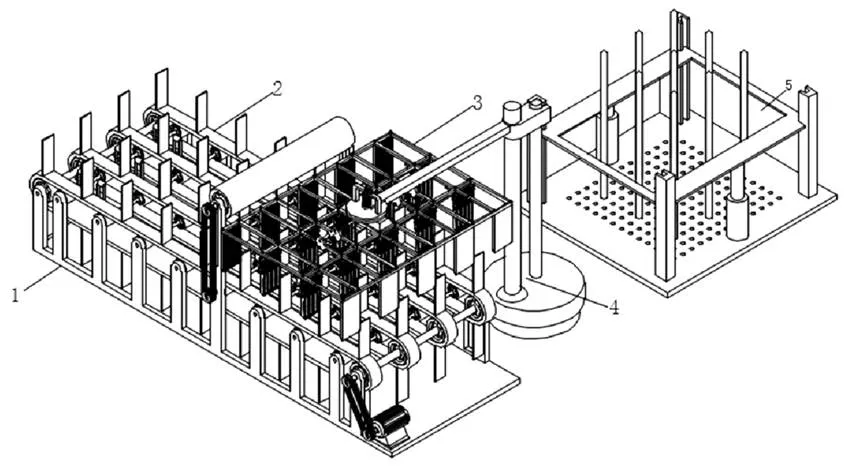
1-傳送機架 2-傳送機構 3-抓取機構 4-機械臂 5-裝箱臺
2 結論
(1)針對波紋管準確定位,提出將機械結構定位和檢測元件檢測相結合的方法。針對波紋管波峰位置的在線識別,提出采用先檢測后跟蹤、卡爾曼跟蹤算法和開發程序相結合,解決特征檢測的可靠性。針對波紋管波峰位置的閉環控制算法,采用光電編碼器(初步定位)與激光位移傳感器(精確定位)作為測試元件,基于伺服控制器的位置閉環控制保證切割波峰。
(2)開發的汽車線束波紋管切割機自動控制系統,它具有上料自動、切割自動、快速無損輸送、自動檢測、精確定位等功能。采用高精度PLC控制,操作簡單;采用步進電機雙動力送料;激光位移傳感器對射檢測,檢測快速準確。
[1] 肖聚亮,閻祥安,王國棟,賈安東.火焰數控切管機割炬軌跡研究及仿真[J].機械工程學報,2005,4:234-238.
[2] 蔡金萍.基于PLC的金屬切割機運動控制系統設計[J].中國金屬通報,2018,6:297-298.
[3] 徐鋒,朱健.自動切管機的軟帶式送料機構的設計選型[J].機械管理開發,2018,11:15-16.
[4] 李應峰,馬素珍.全自動切管機運動控制分析[J].山東工業技術, 2019,6:170-171.
[5] 閆占輝,劉旦.汽車線束波紋管切割機的設計原理及其應用[J].汽車實用技術,2018,23:110-111+113.
[6] 凌淑蘭,王明華.旋管式切管機的設計與實踐[J].煤礦機械,2009, 2:30-32.
[7] 賓煥南.半自動車銑切管機[J].金屬加工(冷加工),2009,11:59-62.
Development of Automatic Machining System for Automobile Wiring Harness Corrugated Pipe*
Yan Zhanhui, Liu Dan, Wang Zheng
( Engineering Training Center, Changchun Institute of Technology, Jilin Changchun 130012 )
A set of automatic machining line with loading device, automatic feeding device, automatic cutting device and automatic unloading device for automobile wire harness corrugated pipe is developed. The reject rate is less than 1% and the cutting length deviation is less than 5mm. Compared with the semi-automatic machining method, the production efficiency is significantly improved, and the number of field operators is significantly reduced. The device has the advantages of low price, high automation and low reject rate.
Corrugated pipe; Automatic machining; System; Equipment
10.16638/j.cnki.1671-7988.2021.07.038
TP23
A
1671-7988(2021)07-121-03
TP23
A
1671-7988(2021)07-121-03
閆占輝(1968.8-),男,吉林長春人,教授,就職于長春工程學院工程訓練中心,主要從事精密制造工藝及裝備的研究。
吉林省產業技術研究與開發項目(項目編號:2019C 038-2)。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
汽車與安全(2019年9期)2019-11-22 09:48:03
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12
作文大王·低年級(2016年4期)2016-04-18 00:24:37
決策探索(2014年21期)2014-11-25 12:29:50