SLA70/R30針織用紗的實(shí)踐與工藝
2021-04-23 14:29:46范婕
紡織報(bào)告 2021年2期
關(guān)鍵詞:工藝
范 婕
[濰坊工商職業(yè)學(xué)院(濰坊市經(jīng)濟(jì)學(xué)校),山東 諸城 262234]
隨著人們對(duì)服裝面料的要求越來越高,普通紗線的舒適度與美觀度已經(jīng)無法滿足市場(chǎng)的需求。各種新型面料層出不窮并且在不斷進(jìn)行改良,賽絡(luò)紡的出現(xiàn)給新型紗線帶來新的契機(jī)。賽絡(luò)紡有其獨(dú)特的優(yōu)點(diǎn),如相對(duì)于傳統(tǒng)的環(huán)錠紡,其毛羽量會(huì)大幅度減少、成紗的斷裂強(qiáng)度比普通紗強(qiáng)度更高、具有更高的斷裂伸長率。除此之外,在生產(chǎn)過程中還能大幅度減少車間內(nèi)的飛花和污染,不僅可以減少勞動(dòng)力,同時(shí)還有節(jié)約能源、節(jié)約成本的優(yōu)勢(shì),對(duì)設(shè)備的投資也會(huì)減少。
1 賽絡(luò)紡的紡紗原理
賽絡(luò)紡是在傳統(tǒng)細(xì)紗機(jī)上同時(shí)喂入兩根粗紗,兩根粗紗保持一定的距離。在同一個(gè)錠子上被同步牽伸,紗條在前羅拉淺口輸出后,形成一個(gè)三角形。由于加捻的作用,兩股紗條合并成為一根紗線,特點(diǎn)如下。
(1)在紡紗過程中,兩股粗紗條同時(shí)被牽伸,然后合并成一根紗線,兩股紗條可以相互補(bǔ)充粗細(xì),所以,賽絡(luò)紡的粗節(jié)細(xì)節(jié)比較少,條干比較均勻。
(2)在細(xì)紗牽伸區(qū)的大三角形交匯處,兩股紗條互為中心相互卷繞,得到的長毛羽都被卷繞到紗線里。因此,賽絡(luò)紡不但毛羽較少,而且毛羽是被兩股紗條相互交替纏繞在主紗線上,待絡(luò)筒工序后不易脫落。
(3)絡(luò)筒上的絡(luò)紗由于是由兩股紗條互相捻合在一起,強(qiáng)力比較高,一般情況下,高于普通的單紗,但是低于股紗。所以,可以適當(dāng)降低紗線的捻系數(shù),這也是透軟面料的理想用紗。
2 紡紗工藝流程
A/R:FA002A→MX-I6→CL-C1→TC51→FA318→HQF2011→FA506→NO21.C。
3 主要工藝參數(shù)
3.1 原料
針織用紗是用單根或幾根紗線,經(jīng)針織機(jī)編織而成的。紗線一般是用來紡制內(nèi)衣,所以要求柔軟舒適以及紗線的捻度要小。另外,針織紗線對(duì)條干的均勻度要求特別高,如果出現(xiàn)粗細(xì)不勻的情況,那么紗線在面料上的表現(xiàn)會(huì)特別明顯。整體來說,針織用紗對(duì)紗線的斷頭、疵點(diǎn)、單紗強(qiáng)力、染色性及效果要求都比較高,所以配棉時(shí),對(duì)成紗強(qiáng)力、條干、疵點(diǎn)、斷頭數(shù)量等都要顧及,盡量選用纖維細(xì)長、整齊度好的紗線。
原料配比參數(shù)如表1所示。
3.2 清梳聯(lián)
清梳聯(lián)技術(shù)的應(yīng)用及推廣是現(xiàn)代棉紗技術(shù)的重要發(fā)展之一,實(shí)現(xiàn)了清梳工序的連續(xù)化與自動(dòng)化,取代了先開松、后壓緊、再次開松的一系列傳統(tǒng)工藝,并且解決了梳棉機(jī)喂棉不勻的關(guān)鍵問題。清梳聯(lián)的應(yīng)用不但能夠提高勞動(dòng)的生產(chǎn)率、降低個(gè)人的勞動(dòng)強(qiáng)度,還可以節(jié)約工廠的占地面積,縮短工藝流程,在生產(chǎn)過程中避免回花的產(chǎn)生,提高生產(chǎn)效率。更重要的是,可以提高產(chǎn)品的質(zhì)量。現(xiàn)代清梳聯(lián)呈現(xiàn)的特點(diǎn)為短流程、寬幅化、除異纖、梳棉機(jī)高產(chǎn)及一些先進(jìn)的控制系統(tǒng)等。清梳聯(lián)技術(shù)的發(fā)展越來越成熟,就目前來看,已經(jīng)被廣泛應(yīng)用并取得了很好的經(jīng)濟(jì)效益。在工藝上,對(duì)清梳聯(lián)各部分速度都進(jìn)行了優(yōu)選。清梳聯(lián)工藝參數(shù)如表2所示。
3.3 梳棉
在梳棉過程中,由于腈綸和黏膠都屬于化學(xué)纖維,在極其容易產(chǎn)生靜電的同時(shí),通過棉條或者機(jī)器導(dǎo)出。靜電的產(chǎn)生會(huì)讓纖維間頻繁纏繞,同時(shí)難以成條,上下壓輥緊緊吸附,就會(huì)阻礙生產(chǎn)順利進(jìn)行,并且影響紗線的質(zhì)量。
在工藝速度上,由于其屬于化纖,纖維長度都比較長,錫林與刺輥的線比應(yīng)較大,蓋板的速度主要看纖維的含疵率是否適宜較低的速度。蓋板與錫林之間的隔距要比紡棉時(shí)大,為了增加蓋板花量,將擴(kuò)大錫林與前罩上前板傷口的隔距。總之,化纖由于纖維疵點(diǎn)少、整齊度高、短絨率低,在梳棉機(jī)上采取減少落棉的措施來降低成本,能夠節(jié)約原料[1]。
3.4 并條
由于腈綸和黏膠纖維都屬于化學(xué)纖維,有長度長、整齊度高的特點(diǎn)。在加工過程中,所在纖維不能避免與金屬之間產(chǎn)生摩擦,而且化纖與金屬之間的摩擦系數(shù)比較大,所以設(shè)置工藝參數(shù)要考慮盡量加大牽伸力。并條工藝參數(shù)如表3所示。
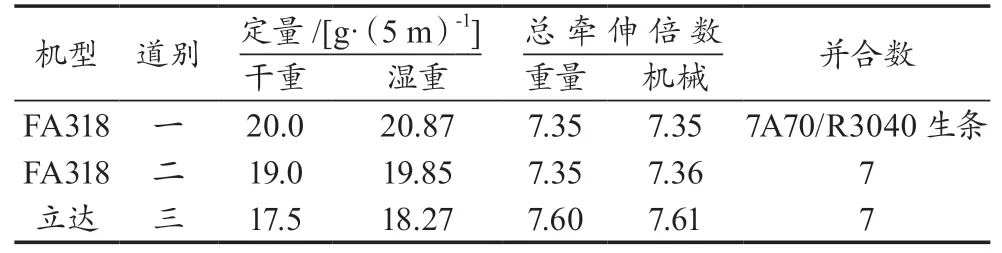
表3 并條工藝參數(shù)
3.5 粗紗
由于賽絡(luò)紡的紡紗原理是兩根粗紗同時(shí)喂入,并且粗紗之間必須有一定的間距,這就使得須條具備兩次加捻的特點(diǎn)。當(dāng)兩位合成股線時(shí),須條繞紗軸呈螺旋線排列,纖維的頭端就會(huì)被相鄰的單紗捕捉,進(jìn)入紗條的內(nèi)部,使得毛羽的產(chǎn)生大幅度減少。粗紗工藝參數(shù)如表4所示。

表4 粗紗工藝參數(shù)
3.6 細(xì)紗
針織用紗的捻系數(shù)比較適合偏小設(shè)置。同時(shí),根據(jù)賽絡(luò)紡的成紗原理,為了減少毛羽的產(chǎn)生,防止纖維在條干中的滑動(dòng),達(dá)到針織成衣后懸垂性好、手感爽滑的效果,針織用紗的捻系數(shù)要比普通的環(huán)錠紡大。為了利于牽伸和提高伍斯特條干的水平,應(yīng)減少粗細(xì)節(jié)。
在工藝上,配置參數(shù)時(shí),采用較大的后區(qū)隔距和較小的后區(qū)牽伸倍數(shù),配備較小的鉗口隔距。相對(duì)濕度最好控制在62%左右,以便紡紗順利進(jìn)行。工藝上采用較小的后區(qū)牽伸倍數(shù),半圓形的鋼絲圈能夠適當(dāng)降低摩擦力,提高成紗質(zhì)量。合理確定鋼領(lǐng)的更換周期,減少毛羽,改善成紗條干。
3.7 絡(luò)筒
采用較低的速度和恰當(dāng)?shù)膹埩Γ瑸榱朔乐箺l干的惡化和一級(jí)棉結(jié)的增長,要求絡(luò)紗的通道比較光潔,采用空氣捻接器,考慮到用戶對(duì)產(chǎn)品的質(zhì)量要求,合理設(shè)置電清參數(shù),且要有針對(duì)性地切除有害的疵點(diǎn),特別要加強(qiáng)對(duì)長細(xì)節(jié)的清除,防止長片段的單股紗進(jìn)入成品當(dāng)中[2]。絡(luò)筒工藝參數(shù)如表5所示。
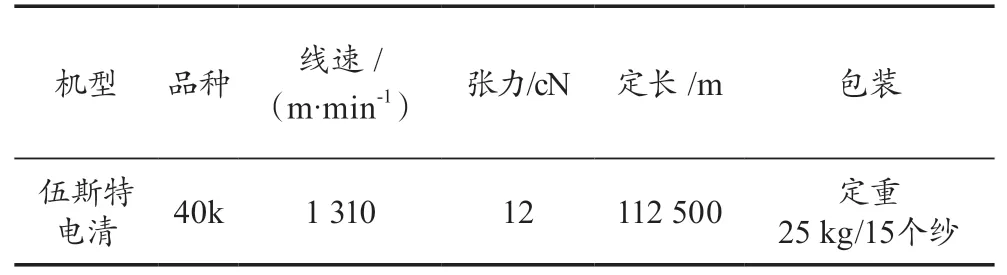
表5 絡(luò)筒工藝參數(shù)
4 結(jié)語
隨著人們對(duì)產(chǎn)品樣式及舒適度的要求越來越高,新式紗線層出不窮,這就要求紡紗技術(shù)不能停滯不前,一定要在實(shí)踐中不斷進(jìn)行改革與創(chuàng)新。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
