選區激光熔化技術特性及其研究現狀
2021-04-24 09:07:40吳文征
科學技術創新 2021年9期
關鍵詞:力學性能
蔣 浩 潘 濤 吳文征*
(1、中國電子科技集團公司第二十八研究所,江蘇 南京210000 2、吉林大學 機械科學與工程學院,吉林 長春130000)
1 概述
選區激光熔化技術(Selective Laser Melting,SLM)年由德國Frauhofer 研究所于1995 年提出,其技術原理如圖1 所示。激光束經過掃描振鏡聚焦在粉床表面,并按照模型切片路徑熔凝粉體,最終通過逐層累積實現樣件制備。
SLM 技術逐層累積成形的特點幾乎可以實現任何復雜結構的成形;高功率的激光束能夠在極短的時間內熔凝粉末顆粒;精密的光路系統可以精確控制激光束在粉床表面運動。因此,相較于選區激光燒結(Selective Laser Sintering,SLS)、激光近凈成形(Laser Engineered Net Shaping,LENS)等3D 打印技術,SLM 技術成形件具有更為優異的力學性能和成形精度[1]。本文主要介紹SLM 技術的優異特性及其研究現狀。

表1 典型SLM 設備參數[4-5]
2 力學性能優異
目前,諸多材料SLM 成形樣件的力學性能已經能夠媲美甚至超過傳統制造方式。其中,316L 不銹鋼、CoCr 合金、Ni625 的SLM 成形件的屈服應力比鍛造件提高了約50%[2],Ti6Al4V 的SLM 成形樣件的拉伸強度高出鍛造件的50%,極限強度也顯著提升[3]。

表2 典型工藝制備樣件性能對比
高能量密度的激光束是SLM 樣件具備優異力學性能的根本原因。高功率激光器所發射的激光束首先通過光路系統進行擴束、準直處理,最終聚焦于粉床表面形成具有極高能量密度的微細激光光斑。因此,激光束照射區域的微量粉末顆粒能夠被完全熔化,樣件內部熔道、成形層之間則能夠在熔融狀態下形成牢固的冶金結合。
同時,由于激光光斑尺寸小,SLM 成形過程中熔池的尺寸通常控制在微米尺度,熔池內的熔體因此具有極快的凝固-冷卻速率(103-108K/s)[9]。在此條件下,樣件中結晶組織的生長時間極短,能夠形成均勻的細晶組織,并有效抑制了合金元素的偏析,樣件在受力過程中能夠形成更多的剪切帶,有利于獲得綜合性能良好的零件。[10]

圖2
此外,SLM 成形過程中激光的掃描策略、樣件的構建方向、樣件結構的拓撲優化、材料復合改性以及后處理工藝等環節都能夠對樣件力學性能產生顯著的影響。
基于離散-累積的成形原理,3D 打印技術成為結構拓撲優化設計打開了新的世界。有效的結構拓撲優化設計不但能夠顯著減小零件重量、節約材料成本,還可以有效提升零部件的結構強度。EOS 公司對空客公司A320 客機的機艙門鉸鏈托架零件進行結構拓撲優化,并通過SLM 制備實現。最終,金屬材料節約75%,零件減重約10kg,實現了更為優異的使用效能[11]。Harris研究小組通過SLM 技術制造金屬堆疊的折紙多孔材料,研究不同網格結構對樣件力學性能的影響。相較于傳統的沖壓、粘接等傳統制造技術,具有更為優異的力學性能[12]。
只要通過合理的混合工藝實現粉體均勻混,SLM 技術對增強體的添加幾乎沒有限制。主要原因在于高功率的激光束能夠迅速在增強體表面形成微熔層,進而能夠與基體材料熔體緊密結合,具有較高的結合強度。顧冬冬等人對金屬基復合材料SLM 成形的研究結果表明:陶瓷顆粒在選區激光熔融成形過程中存在顯著的微熔擴散行為。增強體原子在基體中的擴散能夠顯著影響基體組織的生長演化,并能夠與基體材料形成均勻的過渡結合層[13]。
除此之外,通過添加石墨烯、銅等材料進一步修飾樣件的理化學性能,SLM 技術在制備復合材料樣件方面具有廣闊前景。
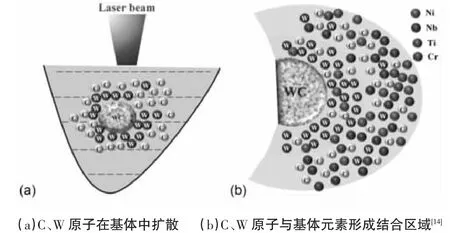
圖3
在成形層內部,激光掃描策略對樣件的性能也具有顯著影響。單向和S 形往復掃描策略(見圖4(a)、(b))極易在樣件內部累積較大的應力,其單向排列的熔道之間也有可能形成孔隙夾雜缺陷。分區掃描掃描策略(見圖4(c))有助于提升樣件輪廓精度,但是其內部也極易形成應力集中,在薄壁零件中則容易引起產生翹曲變形現象。輪廓偏移掃描策略(見圖4(d))則能夠很好的抑制樣件內部的應力集中現象,但同時也存在區域搭接孔隙的缺陷。掃描路徑的選擇需要根據成形樣件的截面形狀、尺寸,以及粉體材料的性能綜合考量決定[15]。
SLM 成形樣件的力學性能根據構建方向不同也有較大的變化,這是由于SLM 技術逐層累積的特點使形層之間的結合強度極易受粉末均勻性、雜質、熔滴飛濺等因素影響,樣件力學性能,特別是沿構建方向的拉伸性能較弱。構建方向的選擇,需要綜合考量零件的結構和應用場景[16]。Alena 等人通過研究不同構建方向下Inconel 625 樣件的力學性能,在拉伸樣件的軸線與基板呈45°時獲得最佳的力學性能[17]。在工程實踐中,除特殊需求或結構的零件,一般選擇樣件的最大截面或最長軸線平行基板構建。
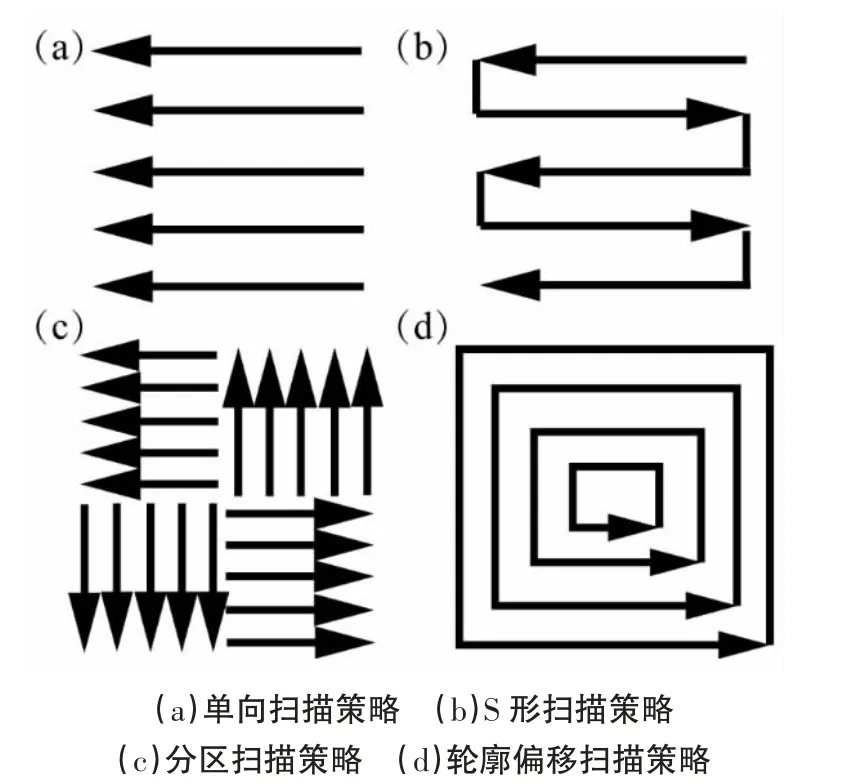
圖4

圖5 Vertical,flat,edge 三種構建方向[18]
由于SLM 成形過程中存在劇烈的熱力學變化,樣件中極易存在殘余應力,通過合理的后處理手段,則能夠顯著改善SLM成形件性能。Alena 課題組研究了Inconel 625 SLM 成形樣件在不同后處理工藝下機械性能的變化。從圖6(b)中可以看到,Horizontal 和45°構建的成形件經去應力退火(stress relief annealing,SR)處理后,極限拉伸強度(Ultimate tensile strength,UTS)得到明顯的增強。樣件伸長率則在所有后處理工藝條件下均能得到提升[17]。后處理工藝的選擇需要根據樣件尺寸、用途、材料等條件進行選擇。

圖6 Inconel 625
3 成形精度好
通過高精度掃描振鏡系統和運動平臺系統以及微細的激光束,SLM 技術已經能實現到較高的成形精度。EOS M270 的成形尺寸精度達到20-80μm,而Realizr 100 的尺寸精度則達到20-50μm。Anna 研究組在不同工藝下制備義齒植入結構,研究發現:相比鑄造成形和軟金屬銑削(Soft Metal Block milling,SMB),SLM 技術制成的義齒三單元支架具有更高的尺寸精度,成形穩定性也更高[19]。

圖7 不同工藝制造的義齒支架(A:Cast,B:SMB,C:SLM)[19]
SLM 成形樣件的精度受多方面因素的影響。首先是SLM 設備存在的誤差。其中,主要的誤差來自于激光掃描系統。這是由于激光掃描系統的雙振鏡掃描模塊形成的激光掃描軌跡存在先天的枕形畸變;而動態聚焦透鏡形成的激光焦點軌跡在成形邊界區域與工作平面分離[20]。華南理工大學何興容在研究中發現,SLM 設備誤差對樣件Z 方向尺寸精度影響顯著,特別是在調整激光掃描系統誤差補償后發現。而當光斑補償值為光斑直徑的1.2 至1.4 倍時,SLM 成型件尺寸精度能達到0.06mm[21]。此類誤差目前只能通過計算補償的方式減小其對樣件精度的影響。
其次是成形工藝及參數設置。SLM 成形工藝與參數之間存在復雜的關系,當激光能量密度過高會導致熔道膨脹,樣件翹曲變形;反之則導致孔隙、粉末夾雜,樣件形狀畸變。華中科技大學的付立定分析了光斑直徑、熱擴散區、切片厚度對SLM 零件尺寸精度的影響。實驗結果表明,XY 方向精度受層厚影響較大,Z 方向精度受掃描間距影響較大[22]。成形工藝參數的設置需要結合材料性能、設備性能,通過大量的試驗表征確定。
最后是樣件結構設計。由于SLM 成形過程中局部存在劇烈熔融和冷卻收縮過程,樣件中薄壁、懸臂、多孔等微型結構容易產生翹曲、裂紋等缺陷,飛濺熔滴和粉末顆粒也極易附著在此類結構表面。華南理工大學羅子藝研究了薄壁零件尺寸精度與SLM 加工參數之間的聯系,在優化的工藝參數條件下獲得了最小壁厚為0.1mm 的薄壁零件[23]。微細、薄壁結構SLM 成形時,在選擇最優成形參數的基礎上,盡可能通過添加支撐結構等輔助結構抑制其變形。
4 致密度高
不同于選擇性激光燒結技術(Selective Laser Sintering,SLS)技術中粉末顆粒部分熔融,相互粘接成形。SLM 配備的高功率激光束能夠完全熔融粉末顆粒,材料熔體能夠與基體均勻結合,充分填充成形過程中存在的空隙。因此,SLM 成形件致密度也已經能夠達到約99%,部分材料成形件的致密度甚至能達到99.5%以上[18]。獲得高致密度的SLM 樣件必須結合具體材料的性能不斷調試成形參數(掃描速度、激光功率、鋪粉層厚等),均勻熔融粉末顆粒,避免發生過熔飛濺、裂紋,或者是欠熔粉末夾雜。同時,流動性良好、粒徑分布尺寸均勻的粉末顆粒則能夠提升粉體密度,均勻向下傳導熱量,避免形成孔隙夾雜[24]。
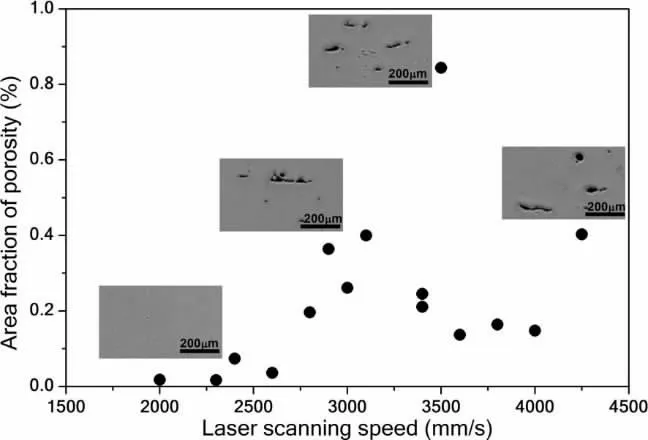
圖8 激光掃描速度與孔隙面積的關系[25]
SLM 技術的優異特性得到了各個國家、行業廣泛關注。在對零部件重量、結構具有嚴苛要求的醫療植入、航空航天等領域中,SLM 技術也已經形成了完整的產業鏈。在當前全球數字化背景下掀起的智能制造浪潮中,SLM 技術對未來產業和科技的發展以及環境保護和資源節約具有深遠的戰略意義。
5 存在的問題
SLM 技術雖然已經到得到了廣泛的應用,但是現階段在研究和應用端仍然存在諸多需要解決的問題。
5.1 成形效率低。SLM 激光束瞬間熔融微量的粉末,單位時間內加工材料量較少,加工效率較低。當前,通過多激光束協同、一體化粉末回收系統等措施有效提升了成形效率。
5.2 使用成本高。高功率激光器、高精度的光學系統、惰性氣體保護的密閉成形室,以及球形粉末材料使SLM 技術具有較高的使用成本,限制了其應用領域的擴展。降低使用成本將是SLM 技術急需解決難題。
6 研究展望
SLM 技術優異的特性為零部件的設計生產提供了全新的解決方案,應用前景廣闊。但是,SLM 也存在諸多尚未解決的問題和短板需要解決和彌補。未來,SLM 技術需要結合行業需求,優化設備結構和工藝流程、降低使用成本。同時從微觀角度著手,深入研究熔池演變過程,進一步提升成形質量。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53
