一種5G通信基站AAU用的印制電路板研發
2021-04-25 03:14:30孟昭光趙南清
印制電路信息 2021年4期
孟昭光 趙南清
(東莞市五株電子科技有限公司,廣東 東莞 523290)
0 產品背景
5G基站主設備由BBU[1](遠端射頻單元)和AAU[2](有源天線單元)組成。BBU主要負責基帶數字信號處理,比如FFT / IFFT,調制/解調、信道編碼/解碼等。AAU (Active Antenna Unit)是移動網絡創始于宏基站,隨后發展到分布式基站。AAU主要由DAC(數模轉換)、RF(射頻單元)、PA(功放)和天線等部分組成,負責將基帶數字信號轉為模擬信號,再調制成高頻射頻信號,然后通過PA放大至足夠功率后,由天線發射出去。5G之所以出現了AAU,因為5G引入了Massive MIMO(大規模天線技術)這個技術。MIMO越高階,則需要天線越來越多,天線越來越多,饋線也就越來越多,RRU(射頻拉遠單元)上的饋線接口也就越多。5G之中,將RRU和原本的無源天線集成為一體,也就形成了最新的AAU(有源天線處理單元)。本文介紹一種應用于5G通信基站AUU的印制電路板(PCB)的制造。
1 產品介紹
產品基本信息見表1所示;產品疊構圖見圖1所示;產品成品圖見圖2所示;產品特點及工藝要求見表2所示;背鉆設計尺寸+POFV設計見圖3所示;銅塊設計尺寸及工藝見圖4所示。
2 產品制作流程
產品制作基本工藝流程見圖5所示。
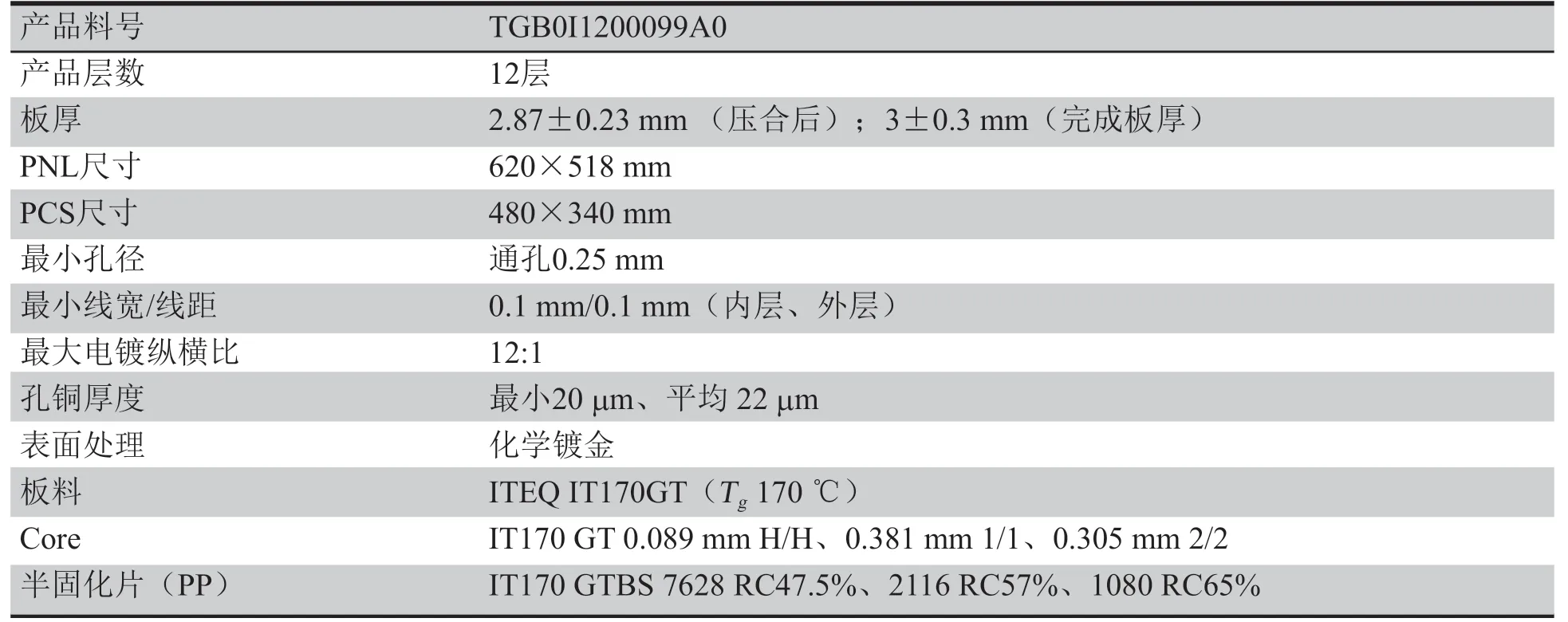
表1 產品基本信息
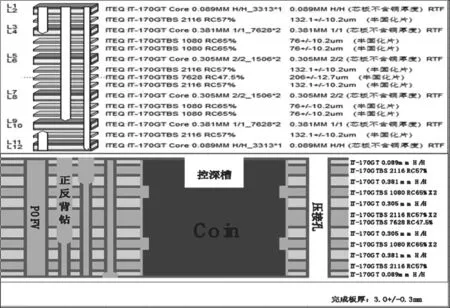
圖1 產品疊構圖
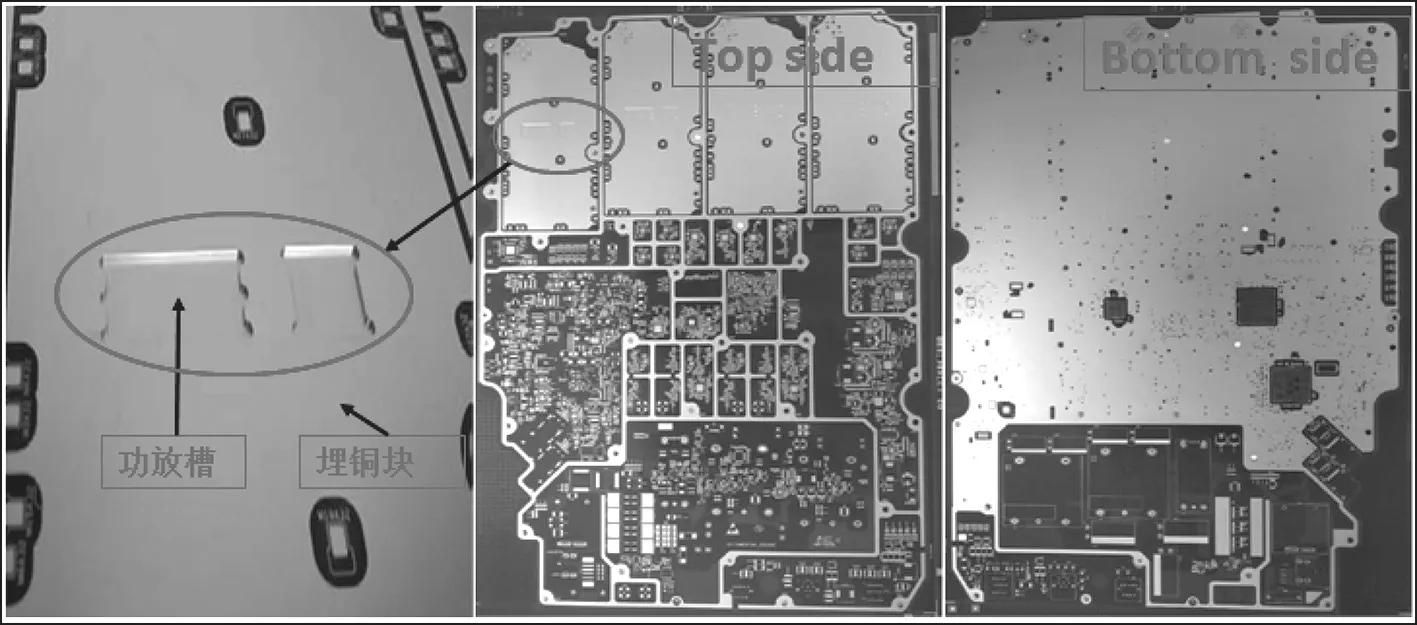
圖2 產品成品圖
3 制作難點及解決方案
按表3制作方案,制作結果合格。
4 技術難點解決思路
4.1 嵌銅塊制作
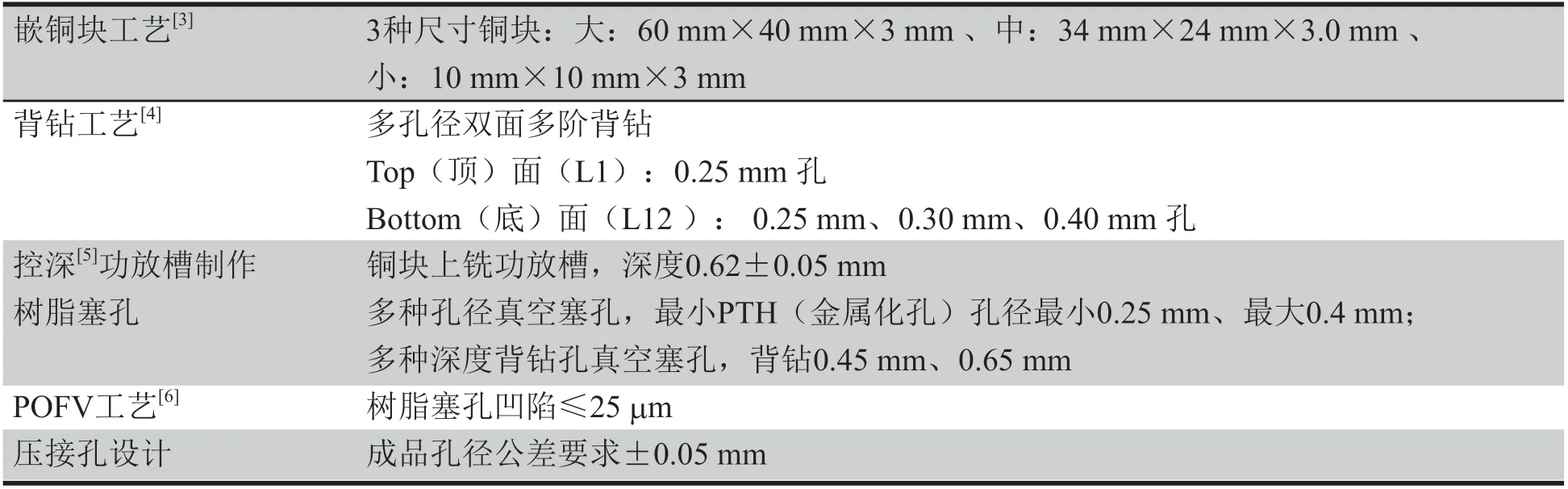
表2 產品特點及工藝要求
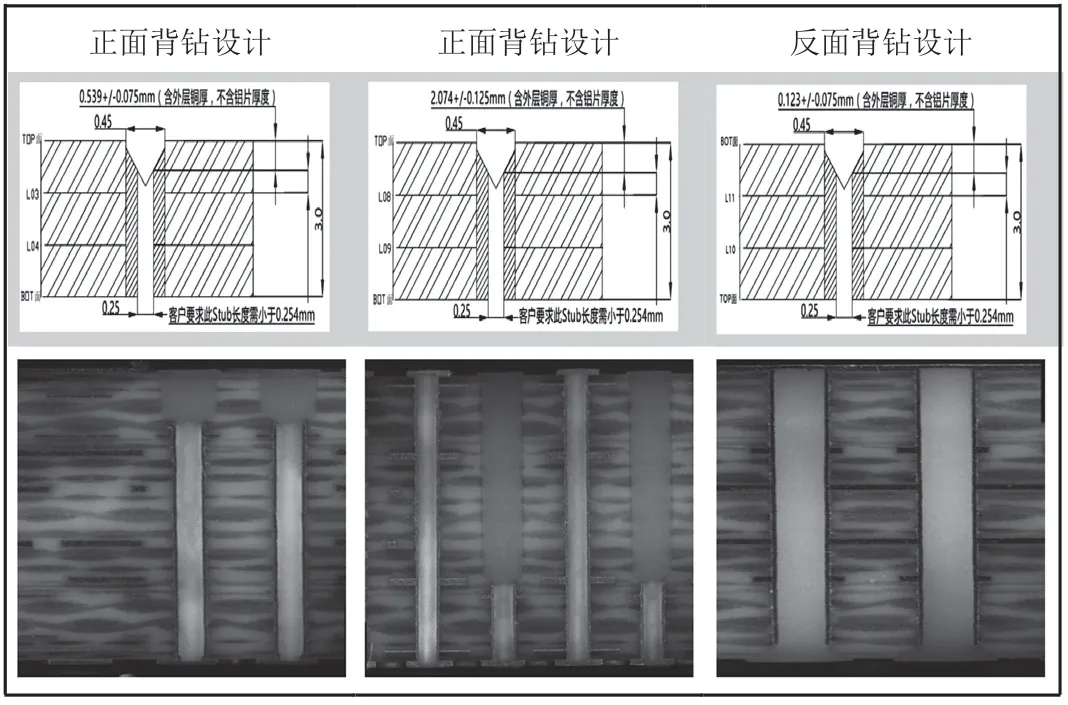
圖3 背鉆孔設計
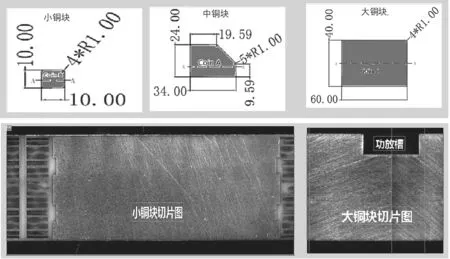
圖4 銅塊設計

圖5 工藝流程
制作流程:芯板和半固化片(PP)鑼槽→銅塊切割→棕化→嵌銅塊熔合和排板→壓合→樹脂磨板
4.1.1 芯板和PP銑槽
(1)PP在開料后需要使用酚醛底板+白紙包板,每包板PP數量≤12張,PP銑完后需要確保邊緣整齊,無膠渣、無玻纖絲殘留;
(2)包好PP送至鉆房鉆銑板定位孔和壓板熱熔定位孔(孔徑3.2 mm)和防呆孔;
(3)所有銑帶需要根據PCB板平均漲縮,按照單組位置移拼板操作,不可以整體漲縮,保證銑槽尺寸與設計尺寸相符,見表4。
4.1.2 銅塊棕化
制作難點:嵌銅塊最小銅塊尺寸為:10×10 mm,不能正常過水平棕化線,需輔助工具制作。
解決方案:
(1)目前銅塊棕化方式使用紅膠帶固定方式;
(2)紅膠帶使用專用耐高溫噴錫膠帶(四維精密Symbio.inc),不可用普通紅膠帶,否則有殘膠異常;
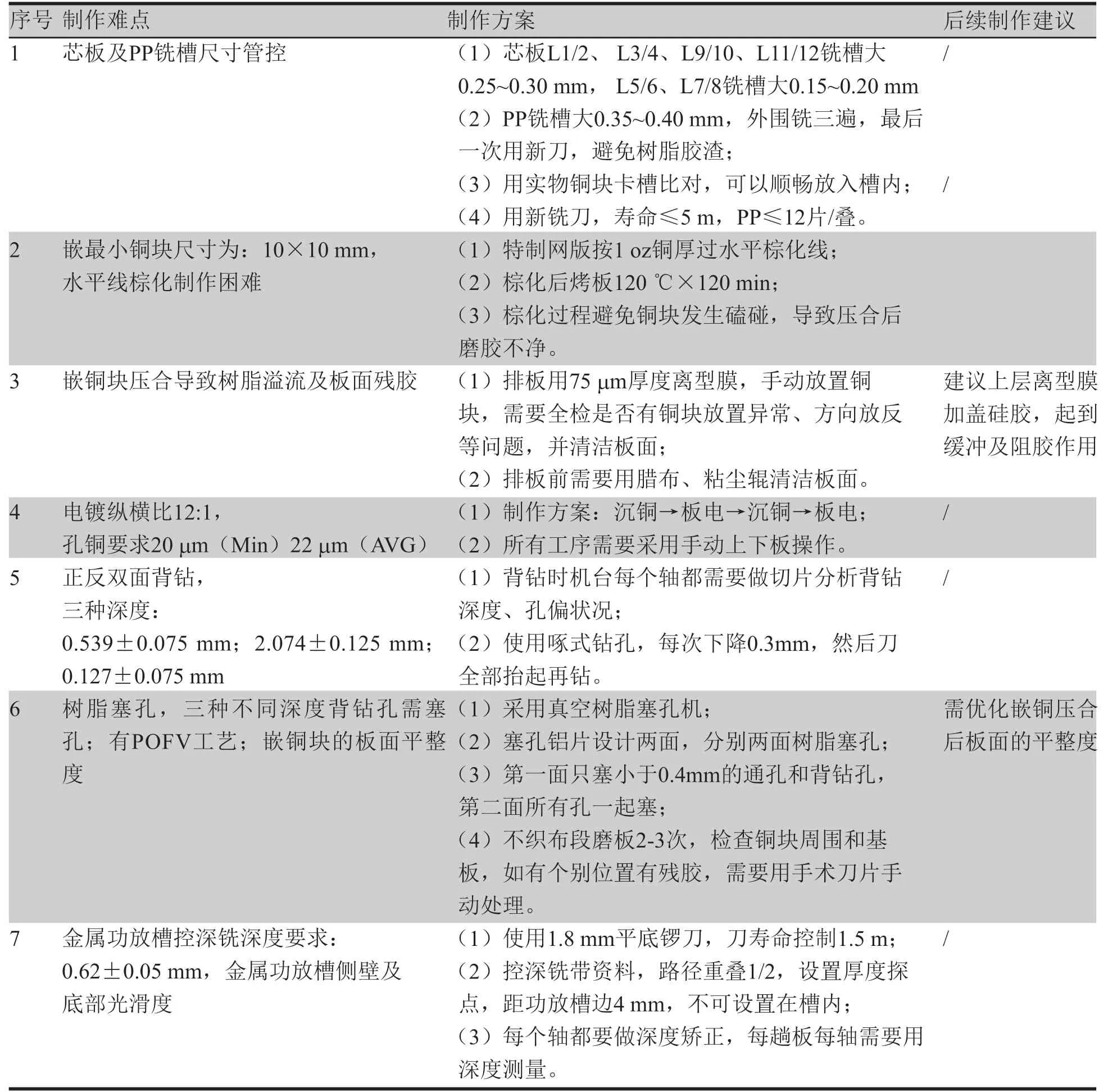
表3 產品制作難點及解決方案
(3)銅塊棕化過程中不允許發生銅塊磕碰、掉落至地面等問題,否則會引起銅塊拐角凹坑、凸起,壓合后導致殘膠異常;
(4)銅塊棕化按照35 μm銅參數作業,銅塊厚度3.0 mm,過棕化線時確保風刀高度調整合適,不卡板;
(5)銅塊棕化后需要烘烤120 ℃/ 2 h。
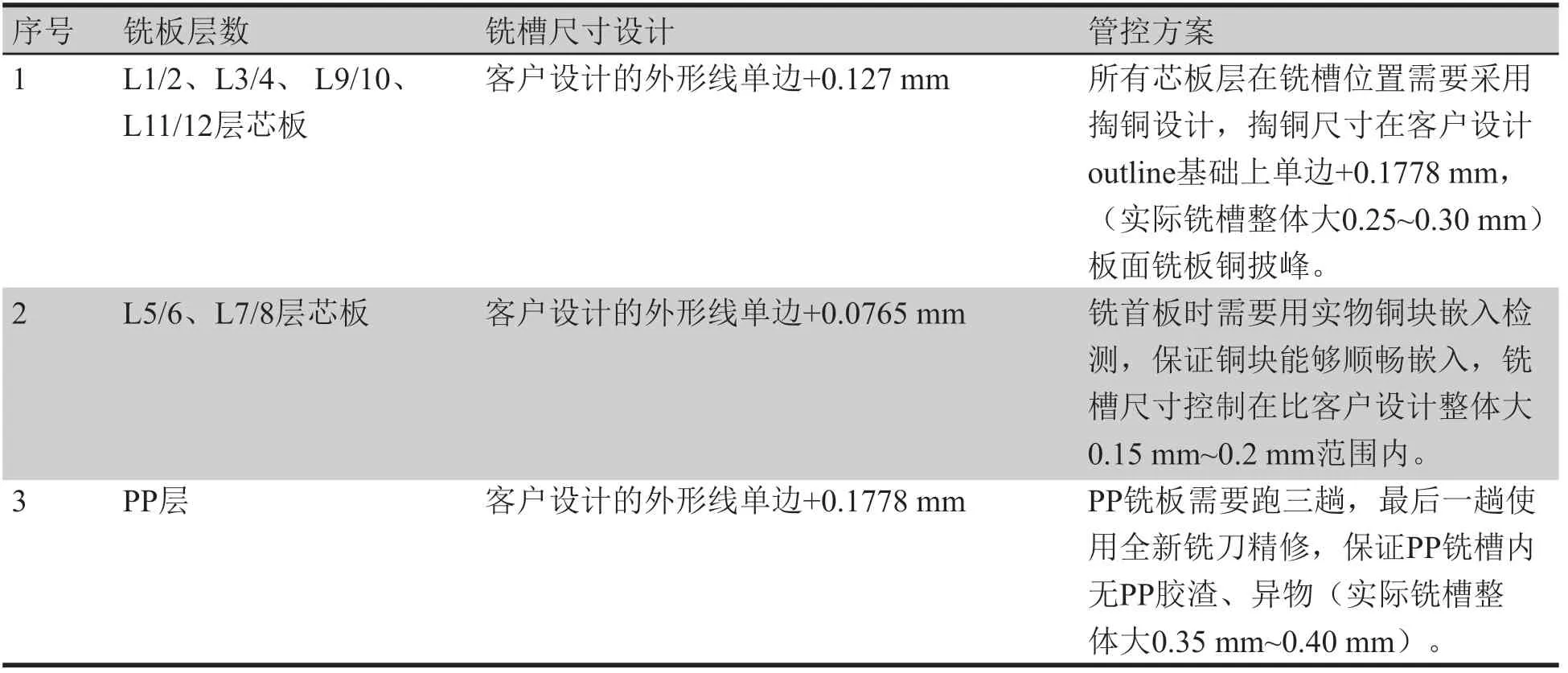
表4 銑槽尺寸管控方案
4.1.3 排板壓合
(1)熔合過程需要采用四點定位,放置PP時不能拉扯對位,否則會導致PP錯位;
(2)熔合后需要對板外層棕化面進行清潔,確保無PP粉,建議排板前加過粘塵滾輥;
(3)需要在排板盤上排板,將銅塊按照規定的方向一一放入PCB槽內;
(4)不可以先將銅塊先放置在PCB銑槽內再轉移到排板盤上,銅塊放置PCB槽內后不可再移動PCB板,否則會導致銅塊錯位,壓合不良和壓合后樹脂殘膠;
(5)銅塊放置時,不能用力按下,或者用工具敲入槽內,如出現銅塊放置困難現象,應該停止排板,銑槽需要返工;
(6)放置完銅塊后需要用手在PCB板面抹試,確保所有銅塊無突出板面、排錯等異常現象;
(7)排板時上下板面需要使用75 μm厚度離型膜隔離鋼板,可以有效阻止PP樹脂溢流至PCB板面。
4.1.4 樹脂磨板
(1)壓合后至一次電鍍過程中,不可以單手取板、放板,全部需要雙手拿板對邊作業,否則引起銅塊與樹脂之間裂縫;
(2)樹脂磨板時跳過砂帶和陶瓷輥,過兩遍不織布樹脂磨板;
(3)過完兩次樹脂磨板還有殘膠的位置,需要用手術刀片手動修理,手動修理后需再過一次不織布樹脂磨板,清理修痕;
(4)樹脂磨板時應避免磨板后露基材,手動修理殘膠避免使用手動打磨機;
(5)磨板后控制面銅厚度≥10 μm;
(6)壓合后所有轉板運輸,全部需要使用插架運轉,避免板與板之間擦花。
4.2 電鍍及背鉆孔制作
制作流程:整板電鍍錫→背鉆→閃蝕+褪錫
關鍵管控點見表5,孔剖面見圖6。
4.2.1 一次電鍍
(1)PCB板厚3.0 mm,確保孔內無電鍍空洞,電鍍工序需要走沉銅+板電+沉銅+板電流程(2次沉銅+2次板電);
(2)第二次沉銅需要加光板混做或者與正常生產板混做,增加沉銅負載,避免沉銅不良;
(3)使用脈沖板電線制作,每次板電面銅厚度5~6 μm,板電后孔銅整體厚度10 μm,電鍍面銅12 μm;
(4)所有工序需要采用手動上下板操作,不可以使用機械手收放板,避免掉板擦花板面;
(5)整板電鍍,完成銅厚孔銅≥22 μm,面銅總厚35±5 μm。
4.2.2 背鉆+褪錫
(1)普通鉆孔程序(一次鉆到指定深度)容易導致背鉆孔孔塞,閃蝕+褪錫后也無法祛除塞孔異常;
(2)使用啄式鉆孔程序背鉆,每次進刀深度0.3 mm,然后全部抬起,再加深鉆0.3 mm,以此類推,到達指定深度;(鉆孔方式效果比較見圖7);
(4)背鉆時機臺每個軸都需要做切片分析背鉆深度、孔偏狀況,符合要求后才可以全部開啟;
(5)背鉆鋁片使用普通鋁片,鋁片不可以有褶皺,不可以使用覆膜鋁片;
(5)鉆好的鋁片、PCB板、機臺軸號需要編號一一對應,以便追溯;
(6)鉆孔鋁片需要全部過驗孔機,防止漏鉆;
(7)PCB鉆完后需要過高壓水洗(跳過磨板段);
(8)堿性蝕刻線5 m速度過一次蝕刻段+兩次褪錫段,褪錫后需要過高壓水洗+驗孔機,確保無銅屑堵孔,堵孔需要用針規疏通。
鉆孔方式效果圖對比(見圖7)。
4.3 樹脂塞孔
制作流程:塞孔治具制作→真空塞孔→樹脂磨板關鍵管控點見表6。
4.3.1 制作規則及塞孔品控要求
塞孔鋁片要求見表7所示。
4.3.2 背鉆孔深度及POFV確認
選用專用樹脂塞孔油墨GSH-00400L,塞孔面操作順序嚴格按照規范要求操作,第一面只塞小于0.4 mm的通孔和背鉆孔,第二面所有孔一起塞。
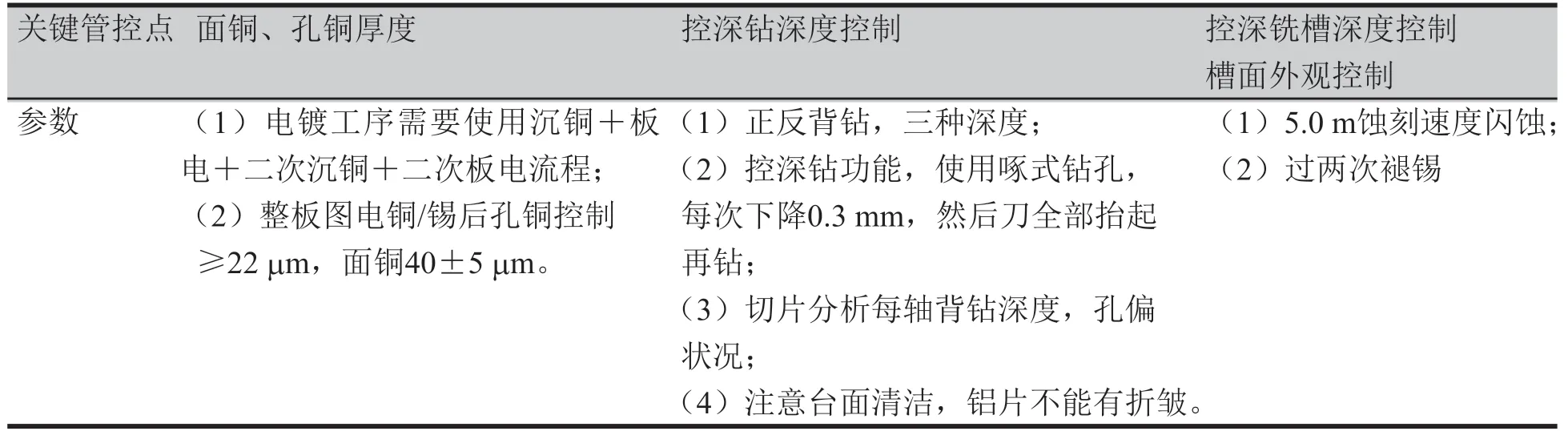
表5 電鍍及背鉆孔管控方案
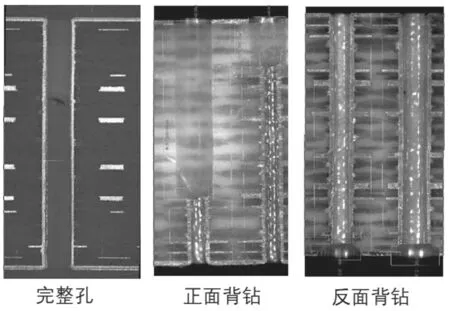
圖6 孔剖面圖

圖7 背鉆孔效果圖
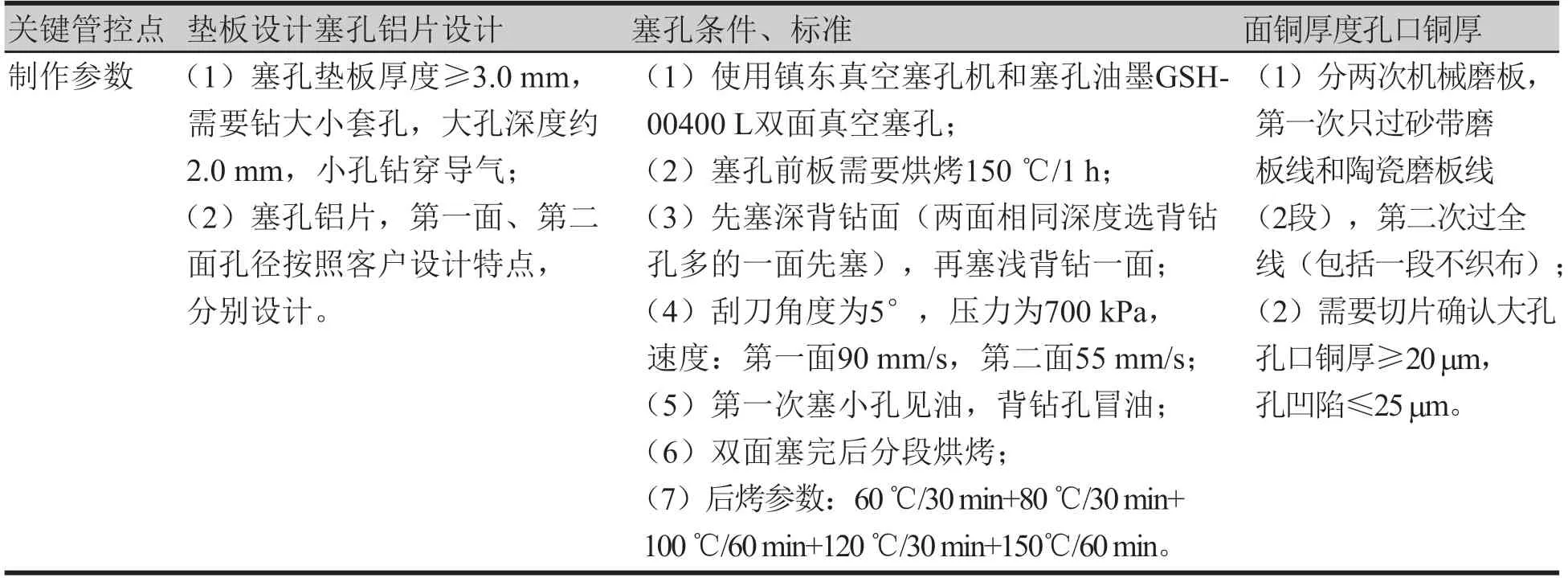
表6 樹脂塞孔管控方案

表7 塞孔鋁片要求

表8 控深銑管控方案
4.4 金屬功放槽控深銑
金屬功放槽控深銑管控方案及制作結果見表8、圖8所示。
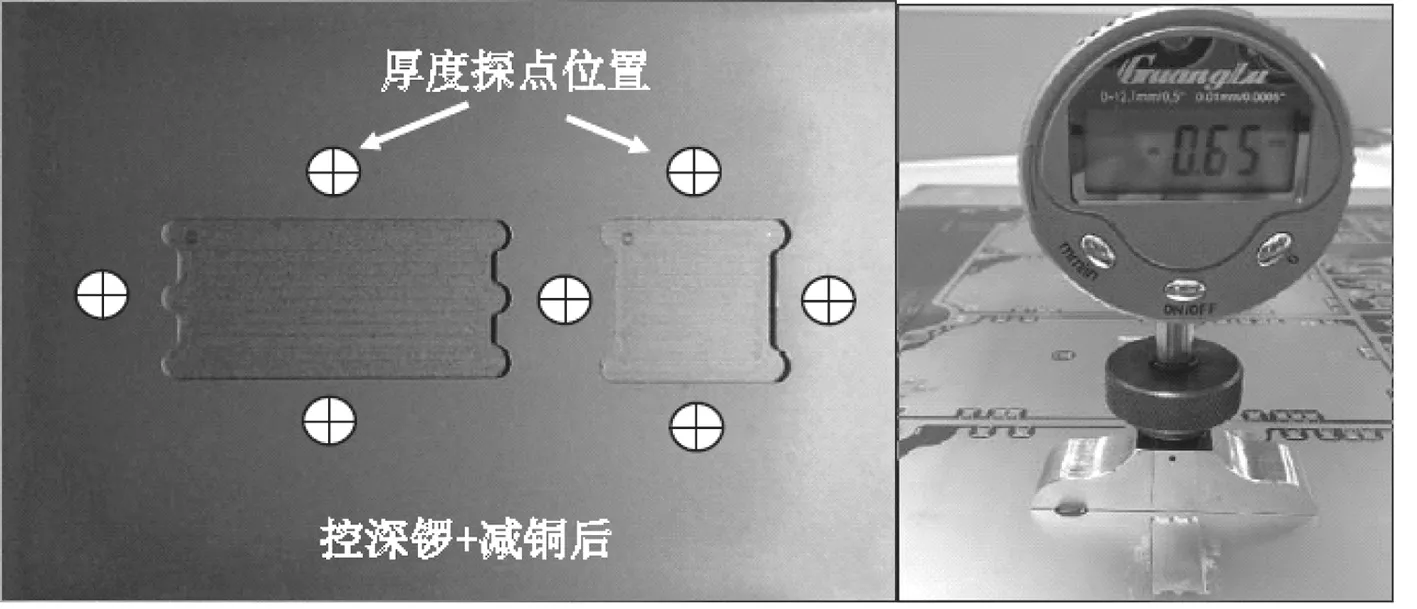
圖8 控深銑深度測量
5 制作結論及后續改善項目
制作結果見表9,滿足客戶規格。
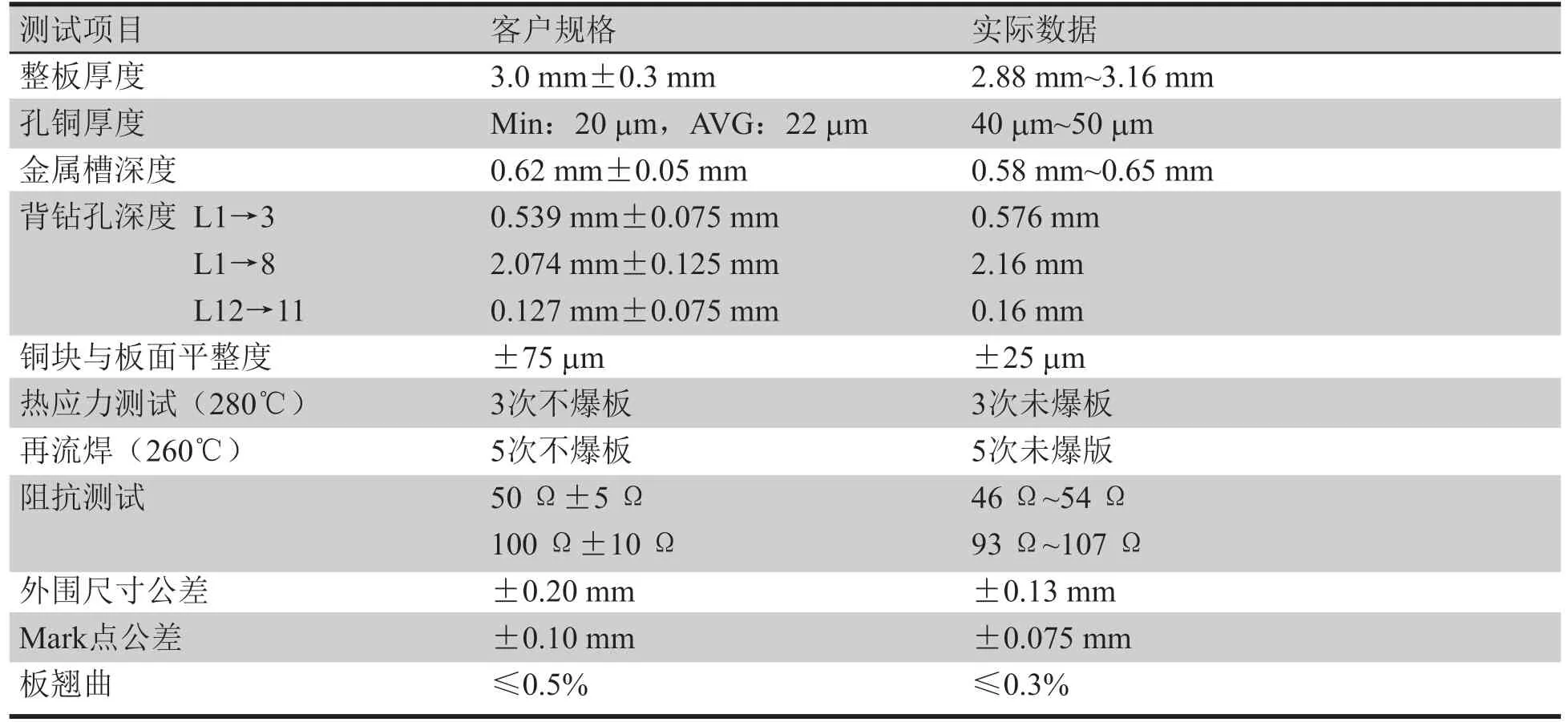
表9 制作結果

表10 樣品良率

圖9 不良缺陷
放量生產,整體良率72.5%,見表10所示。主要缺陷如圖9所示。
針對不良報廢前兩項問題點進行如下改善。
(1)外層AOI前擦花:外層壓合之后規定標準持板動作,減少擦花;壓合之后所有流程轉運用插板車進行轉運。
(2)銅塊微裂:搬運、接放板過程中不應單手持板,防止板彎曲;尺寸超過40 mm×40 mm銅塊,建議客戶將直銅設計優化成階梯銅設計,增加銅塊與PCB板結合力。
