多類型孔同步樹脂塞孔對位能力提升研究
2021-04-25 03:14:34劉喜科
印制電路信息 2021年4期
劉 根 劉喜科 戴 暉
(梅州市志浩電子科技有限公司,廣東 梅州 514000)
0 引言
隨著電子產品向輕、薄、小、高密度、多功能、微電子集成技術的方向快速發展,印制電路板(PCB)制造先后出現了樹脂塞孔、POFV(電鍍塞孔)、背鉆等工藝設計,有效提高了印制電路板的組裝密度,提高了產品的穩定性可靠性,推動了印制電子電路行業可持續發展。近年來,高端通信產品越來越多的運用到大小導通孔、背鉆孔塞孔設計,特別是背鉆孔塞孔設計,該設計對客戶端來說有以下幾種好處:背鉆降低高速信號損失;塞孔保護孔內銅層不被腐蝕,長期可靠性好;樹脂填充后在非背鉆面上可以鍍銅做成焊接盤,增加焊接器件密度。然而該設計的實現有賴于PCB制造企業提升設備能力和工藝制程能力。目前現有的樹脂塞孔工藝有普通網印塞孔、真空塞孔以及壓合填膠塞孔,其中水平式真空塞孔和普通網印塞孔工藝最為常見。在大批量板制作過程中,應著力解決大小孔、背鉆孔同步樹脂塞孔難題,并解決困擾高端PCB廠家的塞孔空洞、塞孔不飽滿等品質問題以及塞孔對位精度差等制程問題。
前工序流轉的包含漲縮相對異常及尺寸一致性較差的板件,使其樹脂塞孔難度大幅提升,因此,需要提升塞孔對位能力,以期更好解決塞孔過程中品質問題。為了實現大小孔、背鉆孔同步樹脂塞孔,并提升樹脂塞孔對位精度,本文提出一種樹脂塞孔創新型工藝,即采用設有上小下大階梯孔的特制塞孔網板,極大提升樹脂塞孔對位能力,經過對比分析和驗證分析,能夠實現大小孔、背鉆孔等多類型孔同步樹脂塞孔,確保樹脂塞孔飽滿。
1 實驗
1.1 制作測試板
基材為FR-4(板厚2.0 mm、含18 μm/18 μm銅厚)覆銅板,經機械鉆通孔(孔徑0.25 mm和0.30 mm),沉銅、板電、背鉆(孔數一半0.25 mm通孔設計背鉆,背鉆部分孔徑0.4 0 m m,背鉆控深深度1.0 mm),板上均勻排列密集孔。設計制作兩種不同通孔鉆帶測試板,記為testA和testB,后者漲縮預期大于前者。
1.2 制作常規鋁片網板和墊板
選用厚0.20 mm常規鋁片,為了實現大小孔、背鉆孔同步樹脂塞孔,根據測試板上的大小孔、背鉆孔孔位和孔徑,在0.2 mm厚常規鋁片上通過機械鉆孔方式開窗鉆孔,對應測試板0.25 mm通孔鋁片開窗通孔孔徑為0.40 mm,對應測試板0.30 mm通孔鋁片開窗通孔孔徑為0.30 mm,對應測試板背鉆孔鋁片開窗通孔孔徑為0.35 mm。將墊板制作成控深導氣墊板。
1.3 制作非常規厚鋁片網板和墊板
(1)設計方案:設計一種提升大小孔、背鉆孔同步樹脂塞孔對位能力的加工工具,加工工具包括特制鋁片網板、生產板、墊板、水平塞孔平臺(見圖1所示)。生產板設有大小孔、背鉆孔;特制鋁片網版上設有對應生產板的大小孔、背鉆孔的超常規厚鋁片網板孔,該網版孔為上小下大的階梯孔,階梯孔下端孔徑大于所述大小孔、背鉆孔的孔徑,極大提升樹脂塞孔對位能力,降低了樹脂塞孔對位苛刻性要求。階梯孔的階梯深度為特制網板板厚的1/3~2/3,階梯孔上端孔徑則用于控制油墨入油量,以實現大小孔、背鉆孔同步樹脂塞孔。
(2)厚鋁片鉆通孔:非常規厚鋁片由柳鑫公司生產,其規格為:尺寸650×600 mm,厚度0.47 mm。通過機械鉆孔方式開窗鉆孔,對應測試板0.25 mm通孔鋁片開窗通孔孔徑為0.40 mm,對應測試板0.30 mm通孔鋁片開窗通孔孔徑為0.30 mm,對應測試板背鉆孔鋁片開窗通孔孔徑為0.35 mm。非常規厚鋁片鉆通孔采用全新鉆頭,鉆頭壽命500~1500。墊板制作為控深導氣墊板。
(3)厚鋁片控深鉆:控深鉆/背鉆孔徑設計“D+8”,即鋁片開窗通孔孔徑分別為0.30 mm、0.35 mm和0.40 mm,則其對應背鉆孔徑分別為0.50 mm、0.55 mm和0.60 mm。非常規厚鋁片控深鉆/背鉆采用全新鉆頭,鉆頭壽命為300~500孔/支,控深深度為0.20 mm。測試孔切片圖如圖2所示。
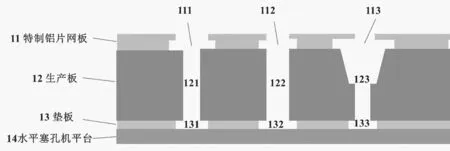
圖1 樹脂塞孔疊板示意圖
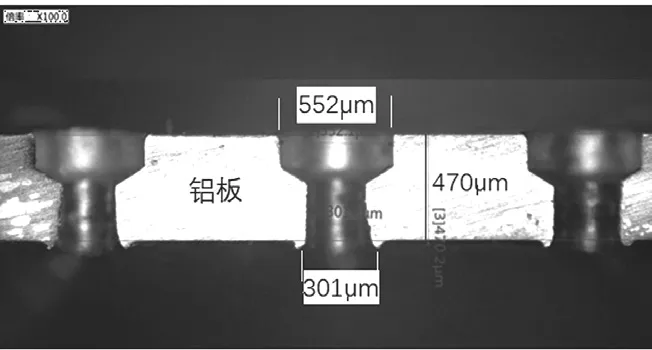
圖2 非常規厚鋁片測試孔切片圖
2 樹脂塞孔
(1)將網框、網紗、鋁片組合制作出鋁片網板。厚鋁片封板需要形成上小下大的階梯孔塞孔網板,原理如圖2所示。
(2)從上至下依次設置鋁片網板、測試板、墊板、水平塞孔平臺,采用塞孔機從背鉆孔背鉆面塞入樹脂油墨,調試相關參數,完成塞孔。
(3)烘烤預固化,烤板溫度100 ℃,烤板時間1 h,初步磨平塞孔表面,升溫使樹脂油墨完全固化,烤板溫度155 ℃,烤板時間1 h,磨平塞孔表面。或直接烘烤使樹脂油墨完全固化后磨平塞孔表面,其中烤板溫度155 ℃,烤板時間2 h。
采用常規鋁片樹脂塞孔工藝制作的測試板,型號記為TEB0I0201A0-test;采用上小下大階梯孔非常規厚鋁片樹脂塞孔工藝制作的測試板,型號記為TEB0I0202A0-test。
3 結果與討論
3.1 測試板漲縮測量
testA和testB測試板經背鉆烤板后,各選擇6塊測試板,分別進行標號,test A編號記為A01~A06,testB編號記為B01~B06,進行二次元機漲縮測量,漲縮數據如表1所示。

表1 測試板漲縮數據
3.2 測試板真空塞孔及其效果
根據test A和test B漲縮,出具兩個不同漲縮樹脂塞孔鋁片鉆帶資料。制作完成兩張普通鋁片。采用水平真空塞孔機塞孔,塞孔效果如圖3所示,板面出現一定程度“糊油”現象,從切片分析可知,一定真空條件下,導通孔內無氣泡,背鉆孔內出現微小氣泡,孔口無明顯凹陷,塞孔飽滿。
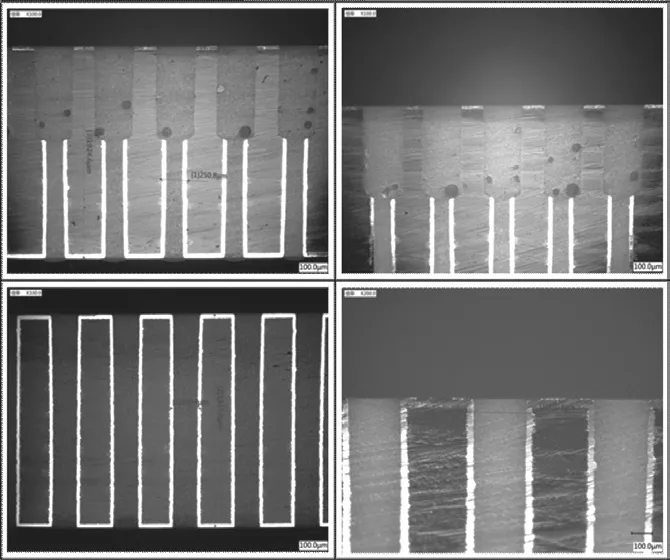
圖3 TEB0I0201A0-test樹脂塞孔切片圖
綜合test A和test B漲縮,制作設有上小下大階梯孔的非常規厚鋁片。采用水平真空塞孔機塞孔,塞孔效果如圖4所示,板面出現無明顯“糊油”、“聚油”現象,從切片分析可知,孔內無氣泡,孔口無明顯凹陷,塞孔飽滿。
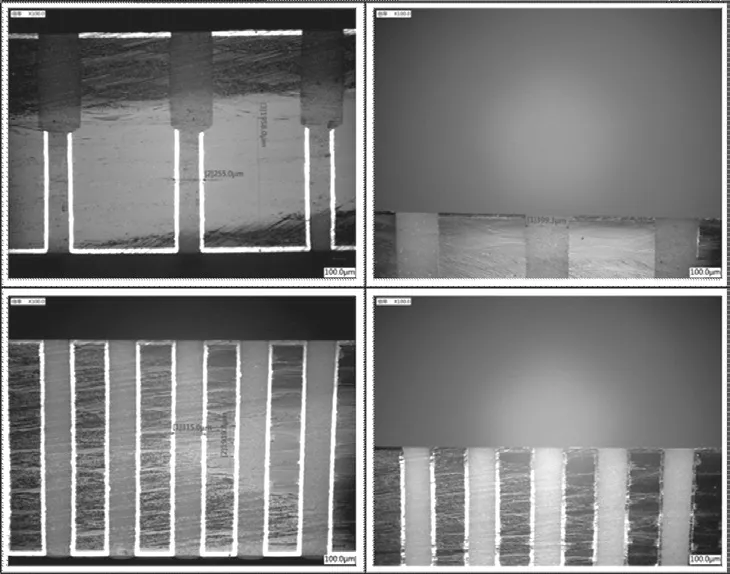
圖4 TEB0I0202A0-test樹脂塞孔切片圖
3.3 同步塞孔過程分析
同步樹脂塞孔,塞孔鋁片開窗孔徑起決定性作用;同時,塞孔參數的調節也影響明顯。在樹脂塞孔過程中,樹脂油墨的受力過程如圖5所示。由圖5分析,在刮膠移動勻速或靜止的狀態下,樹脂油墨塞孔的動力F和θ角相關,理論上,θ越小油墨塞孔的推動力越大,越有利于塞孔;但是θ越小刮膠下可留存的樹脂油墨就越少,這就又不利于塞孔,這是一對矛盾體。這個矛盾決定了即使使用真空塞孔同步完成含高縱橫比通孔(縱橫比≥12:1)及其形成的背鉆孔板件,也是極具挑戰性的,會出現如塞孔孔內空洞、孔口凹陷等品質問題。
3.4 塞孔對位能力提升原理分析
以測試板0.20 mm導通孔為例,采用水平真空塞孔機,鋁片協同控深導氣墊板的方式塞孔。如圖6所示,其中(1)B0/T0為理想狀態下鋁片塞孔示意圖;(2)B1和(3)B2為采用常規鋁片開窗0.40 mm的塞孔示意圖,即塞孔鋁片單邊加0.10 mm,其中B2為出現偏位,若測試板長邊最大按尺寸620 mm計算,得出極限漲縮為1.00032,一般實際生產中生產板漲縮在萬分之三以內塞孔鋁片可共用;(4)T1和(5)T2為采用設有上小下大階梯孔的非常規厚鋁片樹脂塞孔示意圖,其階梯孔上孔徑為0.40 mm,下孔徑為0.60 mm,T2為出現偏位;(6)T3為設有上小下大階梯孔的非常規厚鋁片極限樹脂塞孔示意圖,同樣,測試板長邊最大按尺寸620 mm計算,得出極限漲縮為1.00064。因此,實際生產中同一批次生產板漲縮在超過萬分之三的情況下,塞孔鋁片仍可共用,且大幅度提升塞孔對位能力。
3.5 同步塞孔對位能力提升驗證分析
設計16 層板進行驗證。實驗板記為TEB0I1609A0。其制作流程如下:
開料→烤板→機械鉆定位孔→曝光圖形→酸性蝕刻→AOI→棕化→疊板→外層壓合→外層X-ray打孔→銑邊→鉆孔→沉金噴砂→烤板→等離子→外層沉銅一→板電一→打靶→背鉆→磨板除披鋒→烤板→樹脂塞孔→樹脂磨板→沉銅二→板電二→外層曝光→外層蝕刻→阻抗測試一→外層AOI→防焊→文字→化學金→阻抗測試二→銑成型→電測→成品檢查→包裝。
采用生益S7439材料,18 μm/18 μm銅厚,板厚0.089 mm,不含銅,Tg值170℃。工作板裁切尺寸620 mm×468 mm。壓合板厚2.25 mm,壓合后X-ray機觀察層偏情況,同心圓沒有相切的現象(圖7)。鉆孔孔徑0.20 mm、0.25 mm等,0.20 mm部分孔徑進行背鉆,背鉆部分孔徑為“D+6”,即0.35 mm。烤板后,在兩批次背鉆板各抽選8塊,進行二次元機漲縮測量,漲縮數據長邊1.00004~1.00042,短邊1.00002~1.00036。
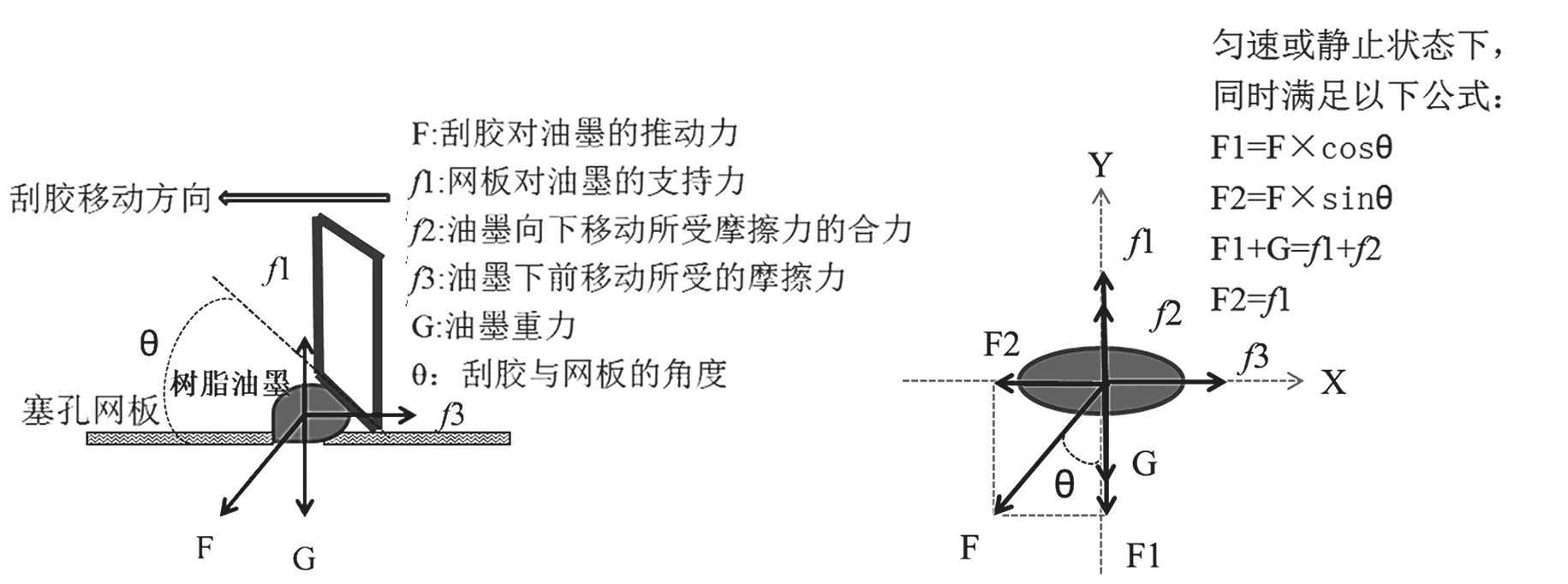
圖5 樹脂油墨受力分析

圖6 水平真空樹脂塞孔原理示意圖
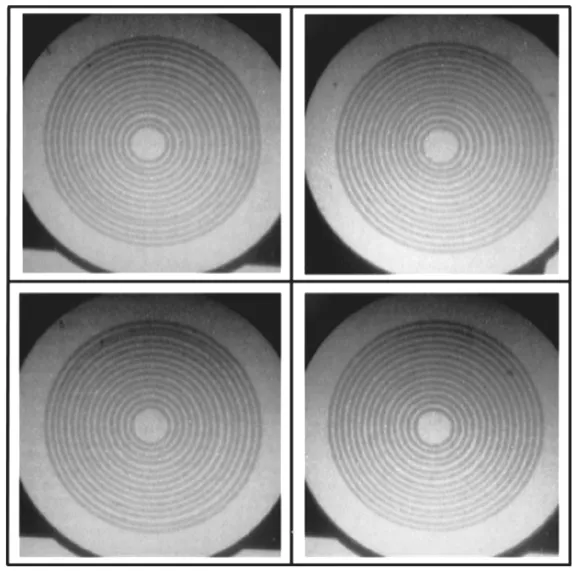
圖7 壓合后同心圓對準度情況
為了控制樹脂塞孔入油量實現同步塞孔,設計TEB0I1609A0的0.20 mm、0.25 mm導通孔、0.35 mm背鉆孔對應的0.47 mm厚鋁片通孔孔徑為0.30 mm,制作通孔鋁片和塞孔控深墊板,其中采用全新鉆頭,壽命1000;轉速142 kr/min、下刀速0.70 m/min,退刀速25 m/min。出具鋁片控深鉆/背鉆鉆帶資料,控深鉆/背鉆孔徑為“D+8”即0.50 mm,控深鉆/背鉆深度為0.27 mm,轉速75 kr/min、下刀速0.50 m/min,退刀速25 m/min。
采用水平真空塞孔機塞孔,管控要求:鋁片封網前,對鋁片進行雙面砂紙打磨,后用氣槍雙面吹孔;樹脂油墨解凍后,預抽真空排氣泡;調節網板間距8.0 mm,抬網間距14.0 mm;因背鉆孔深度達板厚80%,應預防背鉆孔油墨穿透導致的塞孔不飽滿,故此板選擇“低真空”模式,設定真空度28 000 Pa,調節刮膠角度和刮膠移動速度的影響。采用一張鋁片,完成超漲縮板鋁片樹脂塞孔。塞孔驗證效果,可以觀察到板面無明顯的“糊油”、“聚油”現象,在取網板時,樹脂輕微被刮走,但因鋁片備鉆孔內油墨補償,避免了孔口凹陷。經烤板、磨板,進行切片分析,如圖8所示,可見樹脂塞孔飽滿、孔內無空洞。
4 結論
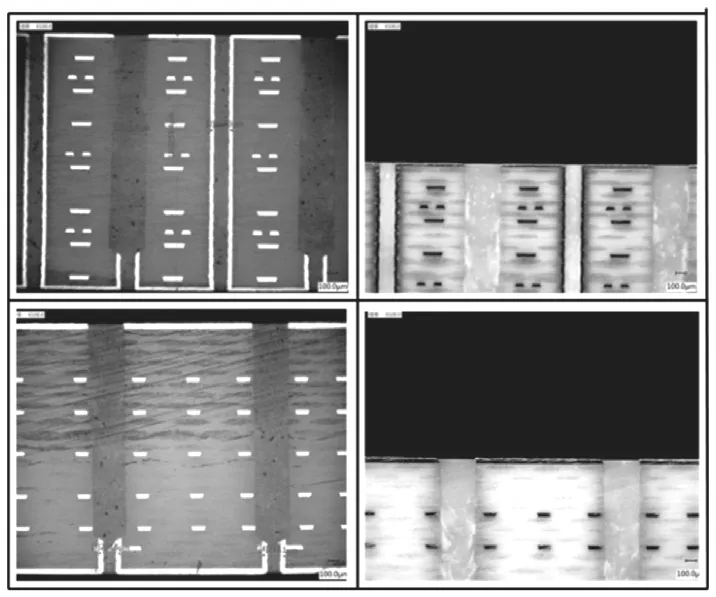
圖8 TEB0I1609A0塞孔切片效果
通過設計制作具有上小下大的階梯孔的非常規厚鋁片網板,能夠有效提升大小孔、背鉆孔樹脂塞孔對位能力。塞孔板漲縮范圍將從萬分之三提升至萬分之六。有利于樹脂油墨進入大小孔、背鉆孔內,降低塞孔對位精度苛刻性要求。此外,階梯孔的階梯深度形成的空間,在其內的存留的樹脂油墨在重力作用下能夠補償大小孔、背鉆孔空口樹脂油墨,避免了樹脂塞孔不飽滿、孔口凹陷。通過調控階梯孔上端孔徑實現了樹脂油墨導入量的可控,能夠實現大小孔、背鉆孔等多類型孔同步樹脂塞孔,并能最終確保樹脂塞孔飽滿。經過對比分析和驗證分析,能達到大小孔、背鉆孔同步樹脂塞孔對位能力提升的目的。
