閥口袋自動上袋機器人系統設計研究
2021-04-30 08:26:44陳燕明李雪梅董龍剛朱召陽
機械設計與制造 2021年4期
陳燕明,李雪梅,董龍剛,朱召陽
(桂林電子科技大學機電工程學院,廣西 桂林 541004)
1 引言
近年來,我國粉體工業發展勢頭迅猛,尤其是超細粉體具有眾多優異性能,使得粉體的應用領域不斷擴大[1-2],這對粉體包裝技術也提出了更高的要求。粉體包裝中常選用閥口袋[3]作為包裝用袋。閥口袋有糊合閥口袋和縫合閥口袋之分[3-4]。目前,在粉體包裝中,縫合閥口袋包裝在水泥、礦粉等粉體的包裝中被普遍使用,其半自動化包裝線已經獲得了較廣泛地應用,可自動完成粉料的充填、計量、碼垛等,但在閥口袋的上袋環節卻尚未實現自動化[5],如圖1 所示。因上袋時需要將疊壓成扁平狀態的軟質閥口袋的閥口張開,再準確套至充填機的出料管上,現有自動上袋裝置[6-7]多采用傳統的機械結構設計來實現,柔性差且故障率較高,難以廣泛地應用。人工上袋不僅勞動強度大、效率低,而且現場裝袋工人不可避免地暴露在現場的粉塵中,遭受粉塵污染危害[8],上袋作業場所已成國家安監局職業健康執法監控重點范圍[9]。

圖1 閥口袋人工上袋作業Fig.1 Manual Bagging Operation of Valved Sack
與此同時,機器人技術也越來越多地應用到包裝問題的解決中來[10]。在粉體包裝過程中,將成熟的商品化工業機器人和機器視覺系統集成到上袋系統中來,由視覺引導帶有上袋末端執行器的工業機器人完成閥口袋的定位、拾取、夾緊、開袋、套袋等一系列上袋工序,從而較大幅度地簡化系統機械結構并提高系統柔性,已成為實現閥口袋自動上袋的可行解決方案之一。
2 系統組成與工作原理
2.1 系統組成
閥口袋自動上袋機器人集成系統主要由閥口袋輸送裝置、機器視覺系統、工業機器人和控制系統等四個子系統組成,如圖2 所示。視覺子系統由智能相機、鏡頭、光源、相機支架等組成。工業機器人子系統由機器人本體、機器人控制器、示教盒及上袋末端執行器四大部分組成;其中前3 部分目前已商品化,整體外購;而上袋末端執行器根據閥口袋型進行專門設計與制造。控制子系統由系統控制柜、HMI 人機界面及分布在系統中的各傳感器、電磁閥等低壓電器組成,其中,系統控制柜以PLC 為核心來構建。
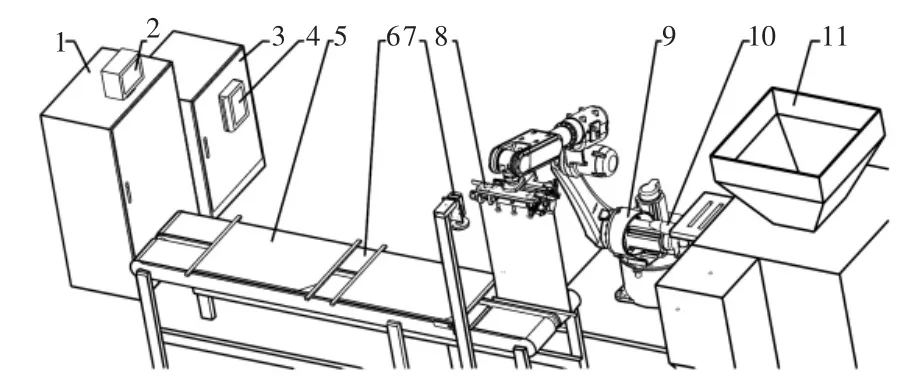
圖2 閥口袋自動上袋系統三維結構示意圖Fig.2 Three-Dimensional Structure Diagram of the Valved Sacks Automatic Bagging System
2.2 系統工作原理
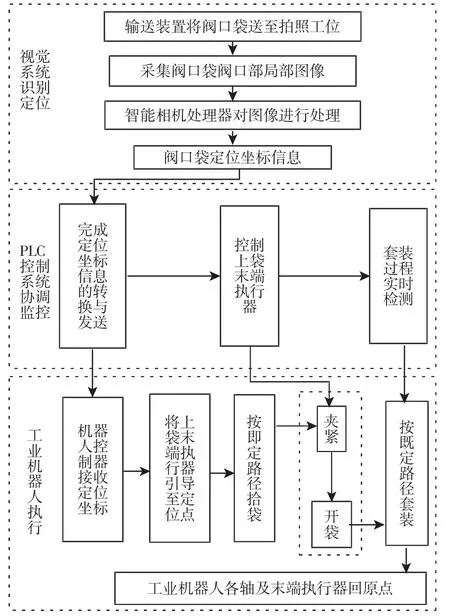
圖3 系統工作原理圖Fig.3 Principle Diagram of System Working
閥口袋自動上袋機器人集成系統是通過各子系統的相互配合來完成上袋作業的。首先,輸送裝置將閥口袋連續運送至拍照工位,視覺系統對閥口部位拍照,在線采集圖像,利用二次開發的圖像處理程序對圖像進行處理,得到的閥口袋位姿信息傳送至PLC 控制器中,完成閥口袋的識別定位;然后,PLC 與機器人通信,工業機器人根據接收到的定位坐標信息及即定的路徑,通過上袋末端執行器完成閥口袋的拾取,隨后末端執行器將拾取來的閥口袋夾緊,并打開閥口,按即定的路徑將閥口袋套至充填機的出料管上;最后,機器人各活動臂及末端執行器各氣缸回到原點位置,進入下一個工作循環。同時,系統設計有實時監控系統,在套袋出現異常時進行相應的操作。系統工作原理,如圖3 所示。
3 視覺系統及閥口袋的識別定位
準確識別閥口袋的位置是保證機器人上袋成功的關鍵動作之一。將機器視覺引入到上袋系統中來,實現對軟質閥口袋的非接觸式識別定位,是本系統的主要特征。一般而言,機器人視覺引導方式主要有Eye-in-hand 和Eye-to-hand 兩種[11]。根據文獻[12]分析總結兩種方式的優缺點,綜合考慮閥口袋上袋過程中的特點,如:拍攝物位置固定、上袋節拍較快及視覺系統成本等因素,將本系統設計為Eye-to-hand 單目視覺系統。但在超細礦粉、水泥等粉體包裝中常用閥口袋尺寸通常較大(如其中一種規格為:長*寬=660*420mm),一般的視覺系統視場很難完全覆蓋這一范圍,閥口袋的視覺識別屬于超視場物體識別范疇[13]。
因此,本設計提出了一種對閥口袋局部特征信息進行識別提取,進而實現閥口袋定位的方法。首先,在閥套附近進行拍照,采集局部圖像,如圖4 所示。然后,通過視覺系統二次開發程序對圖像進行處理,提取閥口袋前端和側邊特征信息,求取前端傾角θ 和兩線交點P0坐標,即定位點位姿P0Q0(x0,y0,θ),實現閥口袋的定位。這樣,后續機器人進行引導拾取時,只需根據上袋工藝要求及拾取方案,經坐標變換,即可獲得拾取點的準確位姿PQ(x,y,θ)。
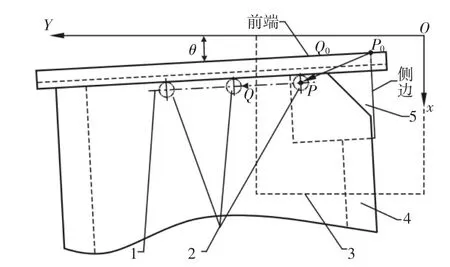
圖4 閥口袋視覺識別定位方案圖Fig.4 Visual Recognition Positioning Scheme of Valved Sack
由于智能相機具備使用方便、占用空間不大等優點[14],本設計中,采用了以SV4-30M 智能相機與H0514-MP2 鏡頭[15]為核心器件的XSIGHT 機器視覺系統,支持100M 以太網通信,可以通過網線與PLC、電腦通信,實現對視覺系統的管理、調試與二次開發。該視覺系統對閥口袋局部圖像處理過程及結果,如圖5 所示。拍照采集的原始圖像具備較多信息,如圖5(a)所示。為了獲得穩定的結果,視覺系統還需對圖像進行必要的處理。二值化后,可以讓圖像變得簡單,消除許多無關特征信息的干擾,讓目標特征更突出,如圖5(b)所示。進行斑點濾波后,將目標特征附近的斑點進行濾除,使圖像更清晰,如圖5(c)所示。對閥口袋前端與側邊線進行了特征提取,開發腳本程序,獲取到了閥口袋交點P0坐標和前端傾角,如圖5(d)所示。由圖5(e)、圖5(f)灰度圖可知,在前端邊緣與側邊緣處灰度跳變明顯,特征識別清晰,圖像處理結果較為穩定。
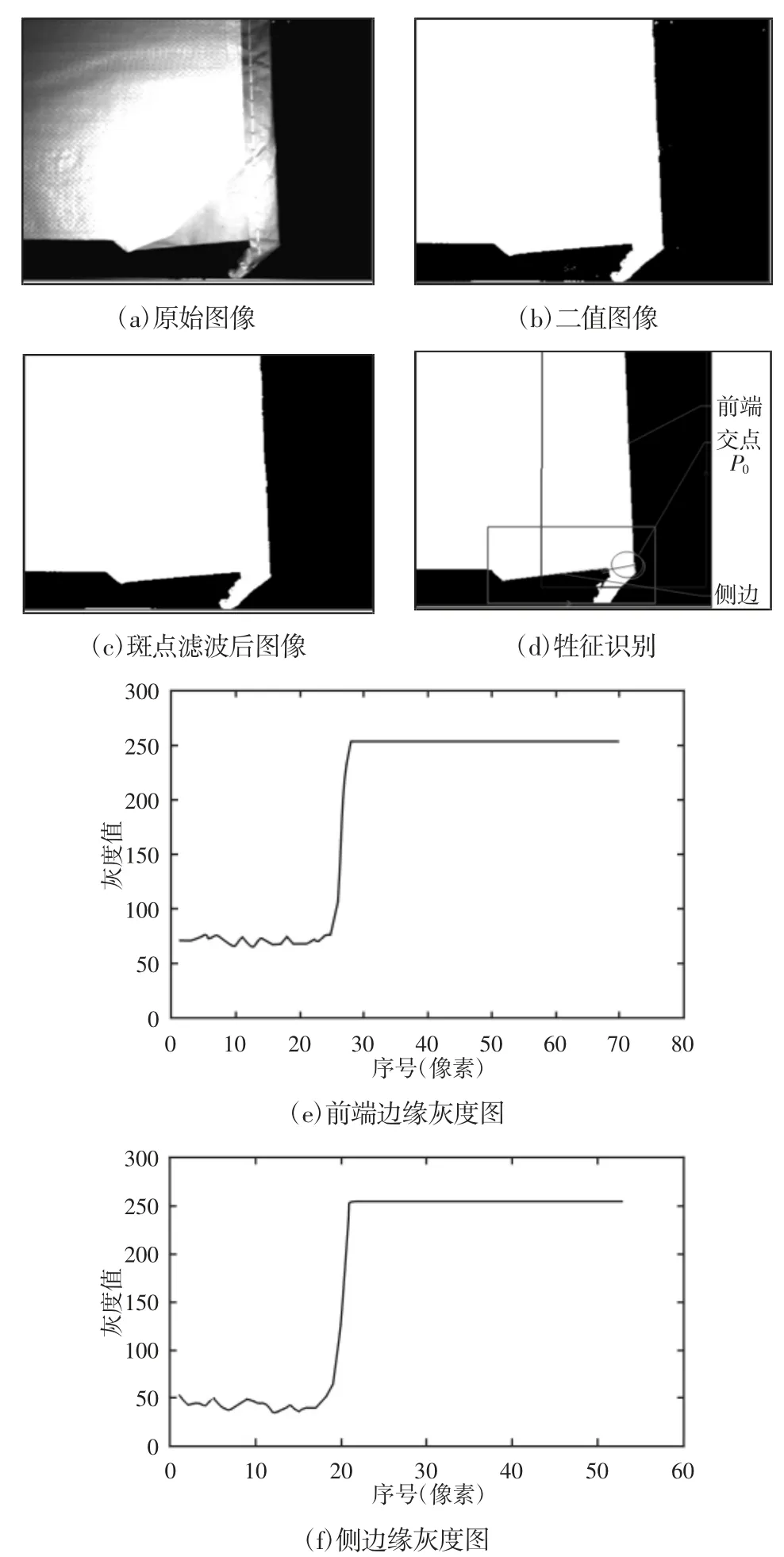
圖5 閥口袋的圖像處理Fig.5 Image Processing of Valved Sack
4 工業機器人及上袋末端執行器設計
4.1 工業機器人選型
工業機器人發展至今已比較成熟,由于其高效、高可靠性及重復精度高等特點,被廣泛應用于各行各業[16-17]。將機器人引入上袋系統中來,并設計與機器人相適應的上袋末端執行器,完成目前普遍依賴人工來完成的縫合閥口袋上袋作業,是本系統的另一主要特征。本系統設計中,選用埃夫特ER10-C10 六關節工業機器人,其最大運動半徑1640mm、末端額定負載10kg、重復定位精度(±0.05)mm,支持PROFINET 工業以太網的現場總線,方便系統集成,在對現場合理布置的情況下,該機器人可以同時為兩臺以上的粉體充填機上袋。
4.2 上袋末端執行器的設計
受現有的制袋工藝水平局限,閥口袋個體差異較大,為防止漏料開口一般設計得較小,且常疊壓成扁平狀供貨,這些因素的存在給自動開袋帶來了較大的困擾。因此,設計了一種吸附式上袋末端執行器,包括拾取、夾緊、開袋等三大功能模塊,由氣壓驅動,通過末端安裝板過渡連接至機器人末端,總重量約5kg,如圖6 所示。該末端執行器在合理對各功能模塊進行布置的情況下,不需機器人大幅改變姿態,即可完成對閥口袋的真空吸附、夾緊、開袋任務;使所述系統可選工業機器人范圍更寬。另外,配置商品化成熟的帶有傳感器的專用氣缸、導軌、聯軸器、軸承等,集成化設計,使整體裝置緊湊。
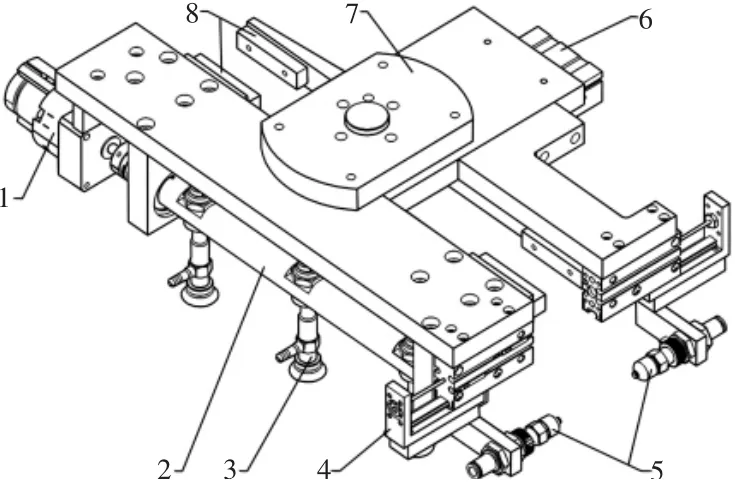
圖6 閥口袋自動上袋末端執行器Fig.6 Automatic Bagging End Effector for Valved Sack
該末端執行器控制運行較為方便:首先,當機器人控制器獲得有效的閥口袋位置姿態坐標信息(x,y,θ)后,將末端執行器引導至拾取點并同時調整拾取角度使拾取吸盤安裝軸與閥口袋前端平行;真空開啟,拾取吸盤吸住閥口袋,機器人按即定路徑拾取閥口袋達到一個閥口袋的高度后,拾取完成。然后,旋轉氣缸動作,將閥口袋前端插入兩夾板之間;夾緊氣缸動作,夾緊閥口袋前端;真空關閉,拾取吸盤松開,旋轉氣缸驅動拾取吸盤復位;至此,夾袋完成,閥口袋夾在末端執行器兩對夾板之間,袋體下垂。最后,開袋氣缸動作,驅動兩個開袋吸盤向閥口袋的閥口運動,至開袋吸盤貼合于閥口袋閥口的側面停止;真空開啟,開袋吸盤吸牢閥口外壁,開袋氣缸反向動作打開閥口,開袋完成。
5 控制系統設計與系統運行測試
5.1 控制系統結構
閥口袋自動上袋系統要求有較強的抗干擾能力,因此,本系統采用PLC 進行控制。控制系統結構,如圖7 所示。PLC 是控制系統的中心,各主要硬件通過網線經工業交換機連接至PLC,組成一個工業以太網絡,實現與PLC 之間的通信;其它外部控制元件,如按鈕、指示燈、傳感器、變頻器、電磁閥等連接至PLC 的I/O點上。本自動上袋系統選用S7-1200PLC 作為控制系統核心器件,它是西門子公司新一代模塊化的小型PLC,系統擴展十分方便。S7-1200 集成的PROFINET 以太網接口可用于與編程計算機、HMI 及其它支持以太網協議的設備通信。本系統選用的S7-1200 CPU 的具體模塊型號為1215C DC/DC/DC 版本[18]:其工作存儲器125KB,裝載存儲器2MB;擴展了1 個型號為SM1223DC/RLY 的數字量I/O 模塊,總計擴展了16 個輸入和16 個繼電器輸出口。
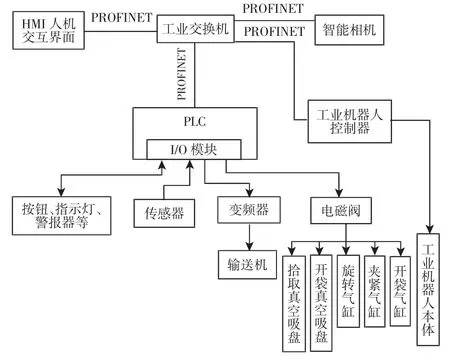
圖7 控制系統結構圖Fig.7 Structure Diagram of the Control System
5.2 控制流程設計
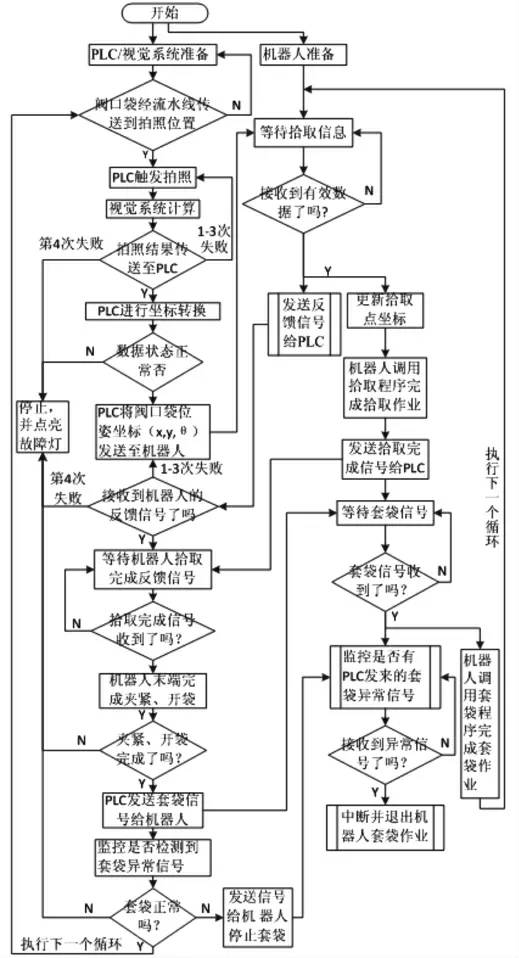
圖8 主循環控制流程圖Fig.8 Main Loop Control Flow Chart
控制流程是系統各主要程序編寫的依據。在對其進行設計時應充分考慮到系統的執行效率與魯棒性,盡量做到各子系統的有機統一。本系統單次正常循環中,PLC 與視覺系統有1 次信息交互,與工業機器人控制器有5 次信息交互。PLC 主要通過與各子系統信息交互的這種方式,協調各子系統步調一致地完成上袋作業。主循環控制流程,如圖8 所示。
本系統PLC 主控制程序與人機界面是基于西門子TIA 博途軟件平臺來開發的。TIA 博途軟件可在同一開發環境中組態幾乎所有的西門子PLC、HMI 和驅動裝置[18]。利用TIA 博途軟件來開發程序,可以降低連接和組態成本。機器人程序的開發主要包括上袋主程序、拾取子程序、套袋子程序、套袋異常處理程序等,可以在示教盒上編寫,也可以利用ER_Factory 工具進行離線編程。視覺系統圖像處理程序利用X-Sight Studio 工具進行二次開發。
5.3 系統運行測試
開發的閥口袋自動上袋機器人集成系統樣機,如圖9 所示。將所有程序編寫完成,經現場調試后,運行系統,對閥口袋的視覺識別定位與上袋作業過程進行了測試。

圖9 閥口袋自動上袋機器人系統樣機Fig.9 Automatic Bagging Robot System Prototype for Valve Sacks
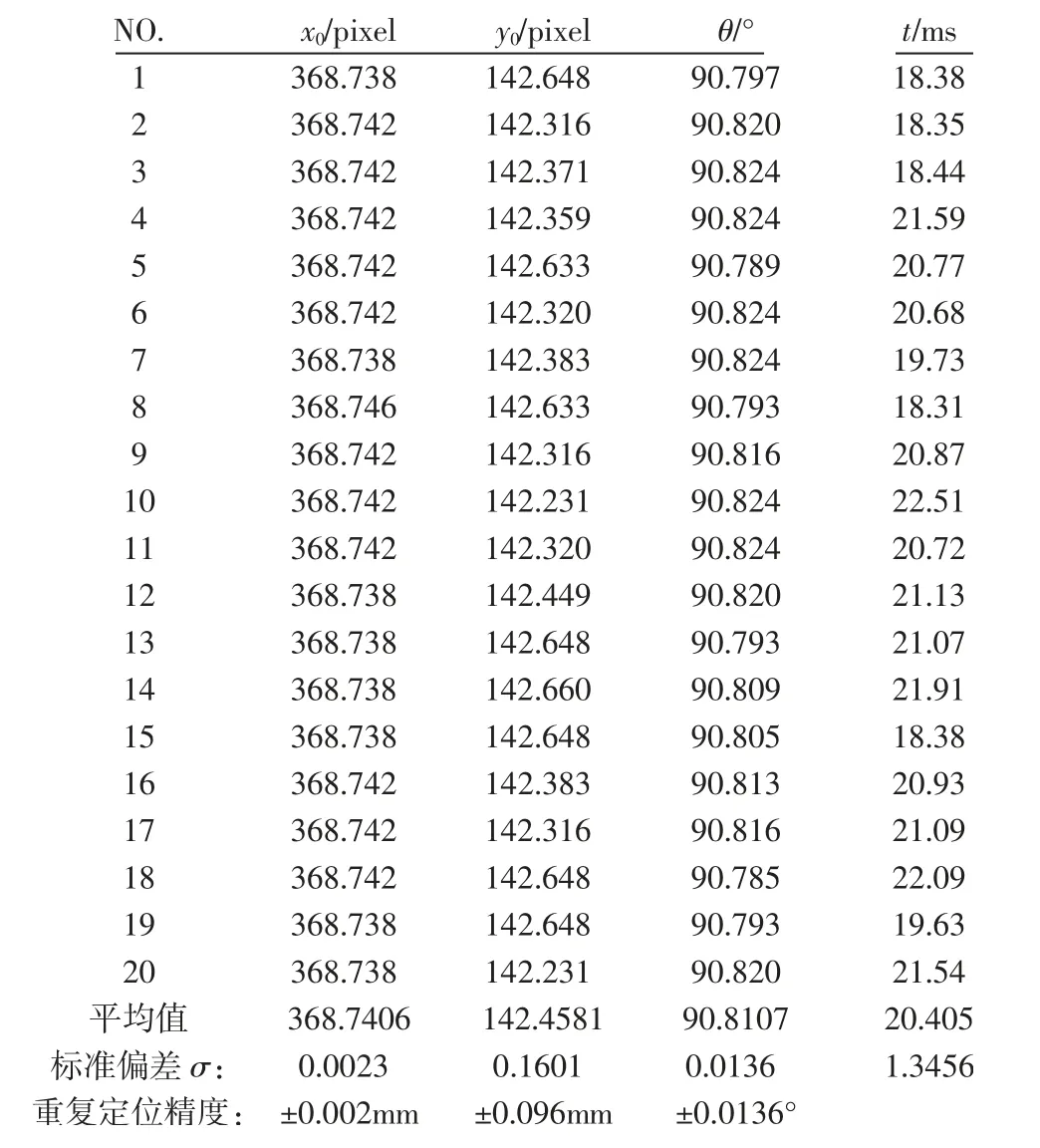
表1 視覺系統重復定位精度測試數據Tab.1 Test Data for Visual System Repeat Positioning Accuracy
在本樣機的視覺系統中,每個像素(pixel)所代表的物理尺寸有如下固定關系:

式中:d—相機像元尺寸,為0.006mm;Z0—鏡頭離閥口袋的距離,為500mm;f—鏡頭焦距,為5mm。用標準方差來衡量重復定位精度:

對視覺系統連續運行20 次,并按式(1)、式(2)計算,數據,如表1 所示。結果表明:視覺系統完成對閥口袋的識別定位約需20ms,x、y兩 個 方 向 的 重 復 定 位 精 度 分 別 為±0.002mm、±0.096mm,角度θ 的重復定位精度為±0.0136°,該速度與精度能較好地滿足閥口袋的上袋工藝要求。其中y方向相對于x方向的定位精度偏低,主要由于閥套側邊較短進行邊緣識別時提取的數據量偏少而引起的。在系統運行過程中,機器人上袋末端執行器拾取、夾緊、開袋三個模塊運行流暢且穩定,配合工業機器人以(7~10)袋/分鐘的速度完成了縫合閥口袋的自動上袋作業,上袋成功率可達97.8%。相對于本團隊按文獻[7]開發的自動上袋裝置來說,樣機的上袋速度、上袋成功率分別提高了40%、2.8%。
6 結語
(1)針對各粉體生產廠家亟需解決的閥口袋自動上袋問題進行研究,將商品化的工業機器人與視覺系統引入到上袋系統中來,設計了一種與機器人相適應的吸附式上袋末端執行器,最終設計出了一套基于機器視覺定位的閥口袋自動上袋機器人集成系統,并制作了樣機。
(2)針對閥口袋這種超視場物體,提出了一種對閥口袋局部特征進行識別提取,進而實現閥口袋定位的視覺識別定位方案,x、y方向及角度θ 的重復定位精度分別為±0.002mm、±0.096mm、±0.0136°,滿足了上袋工藝要求,降低了系統成本。
(3)樣機按所設計的控制流程運行,自動上袋速度達(7~10)袋/分鐘,上袋成功率97.8%,該速度能同時滿足2 臺粉體充填包裝機的上袋要求,可取代人工裝袋。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
藝術啟蒙(2018年7期)2018-08-23 09:14:18
家庭影院技術(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
