基于MATLAB 應用程序組件的無縫鋼管穿孔工藝軟件開發*
2021-05-10 02:36:14加世瀅王清華胡建華雙遠華
鋼管 2021年6期
加世瀅,王清華,胡建華,雙遠華
(太原科技大學電子信息工程學院,山西 太原 030024)
隨著我國經濟的快速發展,無縫鋼管的生產在我國經濟生產的眾多領域起著十分重要的作用,在無縫鋼管生產的機組中合理規劃穿孔機軋制工藝是生產高品質鋼管的根本保證[1]。因此,設計合適的穿孔設備才能使得穿孔過程順利進行,保證穿孔產品的質量[2]。
隨著圖形顯示設備的廣泛應用和以“用戶為中心”的發展趨勢,工業生產對人機交互界面的需求也越來越多。無縫鋼管的斜軋穿孔設備的設計是一項復雜的工作,涉及到了許多繁雜的理論公式和經驗公式。要滿足工藝要求并且能穿軋出符合要求的產品,計算過程不僅要求準確,還需要隨時可以調整,所以進行斜軋穿孔設備的參數化設計,取代人工計算是有實際應用價值的。文獻[3]應用Visual Basic 平臺根據斜軋擴徑的工藝特點實現了輥形的設計,將復雜的設計工作參數化。文獻[4]應用MATLAB 與AutoCAD 軟件實現了Y 型軋管機連軋棒材的孔型計算參數化設計,自動完成孔型參數計算、繪圖及輸出的功能。
MATLAB 具有強大的數據處理能力,它還為用戶提供了直觀的程序設計流程、高品質的可視化體驗以及便捷的與其他程序接口的功能[5]。對于參數繁多又經常需要修改的大型計算程序,利用MATLAB 應用程序功能設計一個交互式圖形用戶界面十分有意義,在越來越多的領域得到了應用。文獻[6]利用MATLAB APP Designer 開發設計了一款APP,實現電動汽車的驅動電機、動力電池和傳動比的關鍵參數匹配。文獻[7]利用MATLAB GUI 軟件平臺,開發出了滾動軸承修正額定壽命計算系統,設計了常用的滾動軸承的計算界面。
本文通過對斜軋穿孔工藝進行分析,提取關鍵影響參數,開發了穿孔工藝參數離線計算軟件,利用MATLAB 應用程序組件,以傳統的數學模型為基礎,進行了軟件的可視化圖形界面設計。該軟件簡潔、易于操作、運行速度快、計算準確,能夠使設計人員通過可視化界面預測、調整工藝參數,大大簡化了傳統計算方法,并可根據已知參數提前獲得生產所需的各項指標[8-13]。
1 斜軋穿孔工藝軟件開發方案
本文是在MATLAB APP 工具下完成的斜軋穿孔工藝軟件開發,該斜軋穿孔工藝參數計算系統可在離線的情況下對穿孔設備中的關鍵參數進行模擬計算,以便于在設計生產時能快捷、準確地獲得主要的設備參數和產品信息。軟件要求實現的功能有:坯料信息、設備參數的維護、調用和修改,不同產品規格要求的軋輥設計、導板設計、頂頭設計、運動學參數、管型預測、力能參數計算。界面中設計多個EditFiled 可以導入影響鋼管參數計算的關鍵因素,通過“按鈕”將鋼管頂頭設計、管型預測、力能參數的預測值導入EditFiled 并顯示,最后可生成電子表格保存。該工具通過代碼視圖和設計視圖的結合,提供一種設計簡單、計算速度快、靈活性高且穩定可靠的無縫鋼管穿孔工藝參數用戶界面。斜軋穿孔設備參數化設計流程如圖1 所示。現以頂頭設計、管型預測、力能參數計算模塊為例介紹軟件開發過程。
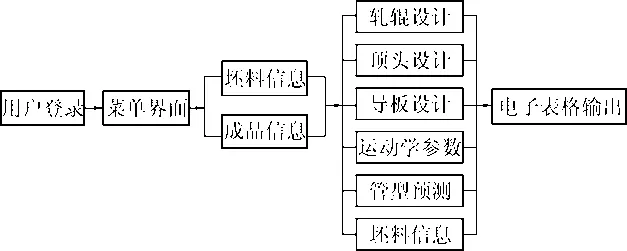
圖1 斜軋穿孔設備參數化設計流程
2 穿孔工藝數學模型
2.1 毛管管型計算
鋼管生產過程中,尺寸精度是影響產品精度的重要因素之一。近年來,隨著鋼管技術和自動化水平的不斷提高,對其尺寸精度要求愈來愈嚴格。尺寸精度主要包括有毛管的外徑、壁厚和延伸率。
毛管外徑d0計算式為:

式中 b —— 軋輥間距,mm;
l —— 導板間距,mm;
D —— 軋輥直徑,mm;
Lp—— 頂頭圓弧部分長度,mm;
γ —— 頂頭伸出量,mm;
β —— 送進角,(°);
α2——軋輥出口錐角,(°);
Δdi—— 直徑彈跳值,mm。
壁厚值S0計算式為:

式中 δn—— 頂頭直徑,mm;
ΔSi—— 壁厚彈跳值,mm。
穿孔延伸系數μ計算式為:

式中 dz—— 管坯直徑,mm。
2.2 軋制力計算
軋制壓力、頂頭軸向負荷、軋制扭矩和軋制功率是鋼管斜軋管機工具設計中的主要參數[8]。斜軋穿孔的力能參數包括金屬對軋輥的軋制壓力、金屬作用在導板上的壓力和軸向力,而后面兩個均與第一個軋制壓力有關,因此精確確定軋制壓力大小對設備設計很重要。計算總軋制壓力時,首先要確定接觸面積。在斜軋穿孔時,沿變形區長度,接觸表面的寬度是變化的。
(1) 接觸面積F 為:

式中 bi,bi+1—— 分點i 及i+1 上的接觸寬度,mm;
Δl —— 分點i 及i+1 間的距離,mm。
(2) 平均單位壓力p 為:

式中 υ —— 中間主應力影響系數,取1.15;
n —— 外摩擦及變形區幾何參數影響系數,取1;
n′ —— 外端影響系數;
n″ —— 張力影響系數,取1;
σs—— 一定的變形溫度、變形速度及變形程度金屬的變形抗力,MPa。
綜上所述,軋制力P 為:

2.3 頂頭設計
二輥斜軋穿孔中,穿孔頂頭是重要內變形工具,頂頭質量的好壞直接影響到毛管的質量、產量和各種消耗。就變形的作用看,由實心管坯變成空心毛管時,內徑由0 擴展到要求值,這種變形主要靠頂頭來完成[9]。
(1) 鼻部直徑Dp:

(2) 鼻部長度lo:

(3) 頂頭伸出量:

式中 Lo—— 毛管長度,mm;
K —— 壓縮帶寬度,mm。
3 功能模塊及界面
MATLAB GUI 通常采用圖形對象的形式創建操作界面,如:窗口、光標、按鈕、菜單、文本描述等[10]。其中,按鈕的主要功能是執行命令,是最常用的控件;靜態文本框主要用于對界面提供功能性的解釋和說明;可編輯文本框為程序提供輸入參數,包括文本或數字。利用MATLAB 應用程序中的有關控件[11],構造無縫鋼管斜軋穿孔工藝的運行界面及輸入、輸出窗口,再根據采集數據的輸入形式和數據結構進行計算。
本文以頂頭設計、管型預測和力能參數計算為例介紹穿孔離線軟件的模塊功能及代碼。將理論基礎及晦澀難懂的電腦語言轉化成簡單易懂的圖形用戶界面,并編寫了后臺回調函數,形成無縫鋼管斜軋穿孔工藝計算系統,具有很強的實用性;該界面簡潔、易于操作,能直觀反映不同數據的測試結果,使操作人員提高生產效率,降低時間成本[13]。
3.1 應用程序交互界面設計
基于MATLAB 應用程序軟件開發無縫鋼管斜軋穿孔工藝系統,采用該系統操作性能好,操作方法簡單,只需輸入幾個相關參數即可完成對頂頭設計、管型預測、力能參數的計算。考慮到使用該系統的用戶是非專業的計算機人員,在設計界面時應遵循簡潔、友好、直觀的原則,這里采用的控件主要是按鈕(Push Button)、靜態文本框(Static Text)和可編輯文本框(Edit Text),并通過編輯m 腳本文件創建該界面。
設計的交互界面主要劃分為3 部分:主界面、參數設定界面和參數計算界面,每個界面均可獨立運行。參數設定區包括坯料信息和設備參數;參數計算包括頂頭設計、管型預測和力能參數。主界面設置了2 個菜單欄用于跳轉到相應的界面,參數設定界面和參數計算界面需要從模塊組件庫中拖入多個“EditField”組件用來輸入初始參數和顯示計算結果,“Button”組件,用于啟動計算指令、重置數據和返回主界面,此外對組件進行屬性編輯和排版美化,設計出人機交互界面。
在進行二輥斜軋穿孔工藝參數計算之前,需先設定坯料信息以及設備參數,點擊“參數設定”菜單,彈出參數設定界面如圖2 所示。

圖2 參數設定界面
各項參數設定結束以后,點擊“保存參數”按鈕程序會彈出對話框提示參數設定成功,若參數需要重新輸入則點擊“修改”按鈕,然后點擊“返回”按鈕返回主界面,此時“參數計算”菜單變為可編輯狀態,點擊“參數計算”菜單進入參數計算界面,點擊“頂頭設計計算”“管型預測計算”“力能參數計算”3個按鈕分別得到二輥斜軋穿孔工藝頂頭設計、管型預測和力能參數的計算結果,參數計算界面如圖3所示,該界面可以實現對工藝參數的計算。

圖3 參數計算界面
3.2 應用程序代碼編寫
MATLAB APP Designer 的代碼編寫可在代碼視圖中完成。代碼視圖部分是畫布拖入組件后生成的默認代碼,這些代碼不可修改。
MATLAB App Designer 中可以通過添加回調函數、函數和屬性對APP 進行代碼編寫。回調函數是代碼編寫的核心,可以使用它來響應用戶交互。在設計的界面中對頂頭設計、管型預測、力能參數的計算就需要添加回調函數來實現。具體使用時是利用組件瀏覽器選擇“Button”組件,在代碼視圖中白色背景可編輯部分,可在此對回調進行編寫。APP 功能的實現,回調函數是代碼編寫的核心,此處需要將前面描述的理論計算數學模型編寫嵌入到其中,要求能夠準確、快速地進行計算,編寫的回調函數代碼如圖4 所示。
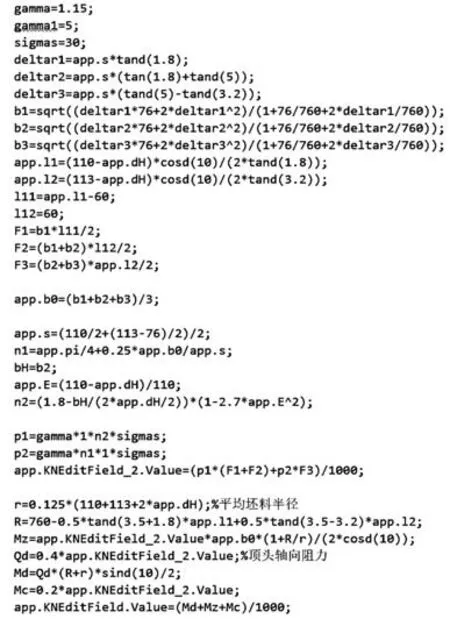
圖4 編寫的回調函數代碼
MATLAB 文件編譯完成后,可以將計算軟件相關的APP 文件和m 文件打包編譯成可執行程序exe 文件,將MATLAB 組件的運行環境(MCR)和可執行程序exe 文件一起打包,在用戶使用該計算軟件時,可以直接運行exe 文件打開使用。
4 總 結
應用MATLAB APP Designer 中修改控件屬性簡單,具有代碼和界面設計切換方便等優勢,結合理論數學模型和電子表格開發了無縫鋼管二輥斜軋穿孔設備的可視化軟件,實現了不同產品規格要求的軋輥設計、導板設計、頂頭設計、運動學參數、管型預測、力能參數計算及電子表格格式的輸出。該軟件可以顯著地縮短穿孔設備設計周期,由快捷的計算機輔助計算代替繁雜的人工計算,提高了設計效率,為無縫鋼管斜軋穿孔生產提供了指導。
猜你喜歡
當代陜西(2020年13期)2020-08-24 08:22:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
制造技術與機床(2017年5期)2018-01-19 02:49:17
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
濰坊學院學報(2016年2期)2016-12-01 13:00:11
銅業工程(2015年4期)2015-12-29 02:48:39
新聞傳播(2015年11期)2015-07-18 11:15:04