
攪拌摩擦焊在汽車工業中的應用
2021-05-13 01:17:36司福建
金屬加工(熱加工) 2021年4期
司福建
無錫威唐新能源科技有限公司 江蘇無錫 214115
1 序言
1991年,攪拌摩擦焊(Friction Stir Welding,FSW)由英國焊接研究所(TWI)發明,屬于固相連接技術范疇。攪拌摩擦焊的發明,最初是希望解決在航天領域中應用到的輕質金屬材料(鋁、鎂合金等)連接接頭性能弱化的問題。該技術依靠高速旋轉的攪拌頭與兩待焊工件接觸產生摩擦熱,使接縫處金屬產生塑性軟化,旋轉的攪拌頭周圍塑性軟化金屬受到攪拌擠壓,并隨攪拌針的旋轉沿焊縫前進方向向后退方流動,塑性金屬待攪拌針離開冷卻后形成焊縫,實現了固相連接(見圖1)[1-3]。因為攪拌摩擦焊針對輕質材料焊接所展現出的獨特優勢,所以它被譽為“20世紀焊接領域中繼激光焊之后的又一項革命性焊接技術”[4]。
在汽車制造領域,傳統燃油汽車車身結構主要應用鋼鐵材料,輕質材料應用較少,但隨著新能源汽車的發展,續航里程成為顧客使用體驗的主要影響因素。在目前技術條件下,提升汽車的輕量化水平是增加新能源汽車續航里程的一個有效可行的方式,因此輕質材料獲得了越來越多的應用。針對傳統鋼結構車身,電阻點焊、MIG/MAG、激光焊等是主要的連接方式,具有工藝成熟穩定、連接成本低、效率高等特點。但隨著新材料的應用,尤其是鋁合金材料的大范圍應用,傳統的連接工藝存在質量不穩定,適用性差,電極壽命短,易出現氣孔、裂紋,以及焊接變形大等問題,難以適應新的發展需求。因此,開發新型連接工藝成為新能源汽車車身連接領域的一項重要課題。由于在輕質材料及異種材料連接上的天然優勢以及良好的綜合成本,所以攪拌摩擦焊在汽車制造過程中正發揮越來越重要的作用。
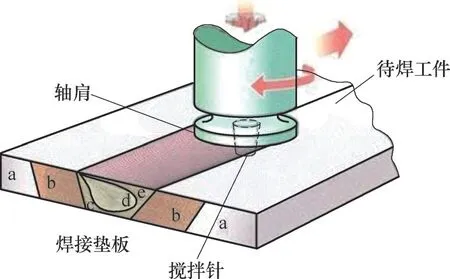
圖1 攪拌摩擦焊過程原理
2 攪拌摩擦焊技術特點
相較于傳統熔化焊,攪拌摩擦焊技術具有適用范圍廣、接頭質量高、焊接成本低及綠色環保等特點,在輕質材料尤其是鋁合金連接領域具有明顯的技術優勢。
2.1 優質的焊接接頭
由于特殊的理化性能(固/液態溶氫能力差、線膨脹系數大等),故輕質材料尤其是鋁合金應用傳統熔化焊進行焊接時很容易出現氣孔、裂紋等焊接缺陷;并且由于合金元素的燒損及較大的熱輸入,接頭軟化現象較為明顯,所以難以獲得理想的焊接接頭。
攪拌摩擦焊屬于固相連接,焊接過程中母材不發生熔化和凝固過程,為此完全避免了鋁合金熔化焊中因材料熔化及凝固過程而帶來的氣孔、裂紋及合金元素燒損等問題,從根本上解決了鋁合金焊接難題。同時,攪拌摩擦焊類似于鍛造的壓力加工過程,最終形成致密的鍛造組織,不同于熔化焊形成的鑄造組織接頭,接頭力學性能(強度、塑性、疲勞性能等)明顯優于傳統熔化焊(見圖2)。
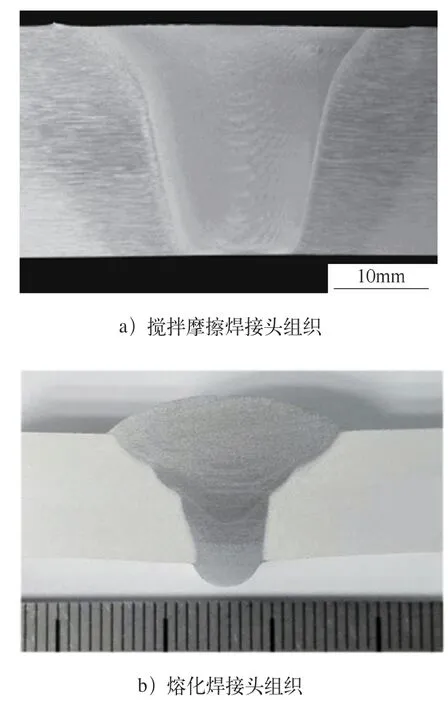
圖2 攪拌摩擦焊和熔化焊接頭組織對比
2.2 良好的工藝適用性
相對于鋁合金焊接中常用的傳統熔化焊(TIG/MIG),攪拌摩擦焊的工藝適用性更廣。在高強鋁合金(2xxx系、7xxx系等)焊接方面,由于材料的焊接性差,故傳統的熔化焊(TIG/MIG)很容易出現焊接裂紋、氣孔等缺陷,并且熔化焊接頭軟化嚴重,接頭強度僅能達到母材強度的50%~70%,難以獲得優質焊接接頭。攪拌摩擦焊由于其固相連接特性,所以從根本上避免了接頭熔化和凝固過程中形成缺陷的可能,有效解決了高強鋁合金的焊接難題。目前,在航天領域已批量應用攪拌摩擦焊進行高強鋁合金火箭貯箱的焊接(見圖3)。
此外,在異種材料連接中,由于材料的理化特性差異明顯,性能差異巨大,傳統焊接方法很容易產生裂紋、脆性相及未熔合等焊接缺陷,難以實行有效連接。攪拌摩擦焊由于其固相連接、低熱輸入屬性,可有效地控制異質材料連接時界面處脆性金屬間化合物的形成,避免接頭過熱帶來的明顯軟化現象,因此在異種材料連接方面具有很大的優勢,有望突破異種材料焊接的難題。

圖3 火箭貯箱攪拌摩擦焊
2.3 綠色高效的焊接過程
同傳統熔化焊相比,攪拌摩擦焊焊接過程中無弧光輻射、煙塵、飛濺、噪聲及輻射等污染,是一種綠色環保的焊接技術。同時,也明顯地改善了焊接從業人員的工作環境,減少工藝過程對焊接人員身體造成的損傷。
攪拌摩擦焊無需焊絲、保護氣等耗材,常規鋁合金焊接用φ3mm攪拌頭使用壽命可長達數千米,焊接速度一般可超過1000mm/min,明顯優于傳統熔化焊,并且攪拌摩擦焊設備及工藝過程簡單,對操作人員的技術要求遠低于熔化焊。在厚板焊接場景下,攪拌摩擦焊可實現單層單道焊接深度最大達100mm,相比傳統熔化焊需采用的多層多道焊方式,焊接效率大幅提高。因此,攪拌摩擦焊的綜合使用成本明顯低于熔化焊,是一種更為經濟高效的焊接方式。
3 攪拌摩擦焊在汽車工業中的應用
新能源汽車的發展增加了對汽車輕量化的需求,以鋁合金為代表的輕質材料得到更大范圍應用。鋁合金的理化特性與傳統用鋼有很大不同,因此對新的連接工藝有了更大的需求。目前,攪拌摩擦焊在新能源汽車領域的應用主要集中于三電系統、車身連接及輪轂焊接等。
3.1 在新能源汽車三電系統中的應用
新能源汽車三電系統包括電池包、電動機、電控設備,是新能源汽車的核心零部件。由于輕量化的需求,所以三電系統結構件大量采用鋁合金進行制造,是攪拌摩擦焊技術應用的主要場景。
目前,擠壓鋁合金拼焊結構是電池包下箱體的主流設計方案,通過定制截面的擠壓鋁型材拼焊及加工來實現不同的結構設計。相對于傳統鋼結構及壓鑄鋁合金結構下箱體,具有設計靈活、擴展性強、易實現平臺化設計,以及加工工藝成熟等特點,同時在性能上具有結構強、剛度高、抗振動和擠壓及沖擊性能優異等優點。
在電池包下箱體中,攪拌摩擦焊的應用場景主要有:底板型材拼焊、底板總成和邊框總成拼焊(見圖4)。在底板型材拼焊中,一般采用雙面焊接方式,可減小焊接變形,單面焊接深度3~4mm即可滿足對接接頭強度要求。但由于焊接量大,拼焊后底板寬幅大,而底板作為電池模組的承載部位,故其對平面度通常有較高要求,從而使焊接變形的控制成為一個難題。
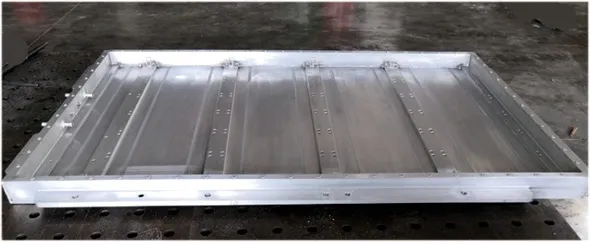
圖4 攪拌摩擦焊焊接電池包下箱體
目前,對于焊接變形的解決方法主要有以下3種。
1)增大單塊型材寬度,從而減少焊縫數量,減小焊接變形。目前常用底板型材寬度為200~450mm,適當增大型材寬度可有效減小底板變形,但型材寬度過大將導致型材擠壓難度增大,模具及擠壓成本快速上升,綜合成本提高。
2)焊接工藝的調整。包括焊接工裝控制,在焊接工裝中采用水冷散熱、反變形控制等方法,可有效減少焊接變形;焊接順序的調整,結合有限元分析,預測不同焊接順序的殘余變形,做出有針對性的優化。
3)采用沖壓鋁板替代型材拼焊,取消底板拼焊工序,這是目前部分箱體中采用的設計方案,簡化了底板平面度控制的問題。
整拼底板與邊框背部拼接環縫一般采用攪拌摩擦焊,焊接效率高,接頭密封性好,且可采用不同規格的攪拌頭來滿足不同強度要求。在應用中,底板與邊框的裝配對接間隙、錯邊量是需要重點控制的因素,會對焊接接頭質量的穩定性產生重要影響。底板型材和總成拼焊如圖5所示。
液冷散熱器件包括液冷板、液冷電動機殼、液冷電控盒等,是攪拌摩擦焊的另一個主要應用場景(見圖6)。鋁合金液冷散熱器件傳統連接密封采用釬焊工藝,但存在接頭強度低、對零件加工及裝配要求高、適用性差(適用于1xxx系、3xxx系、部分6xxx系合金等)、工藝復雜及成本高等問題。但攪拌摩擦焊完美地解決了釬焊存在的上述問題,目前在液冷散熱器件焊接上基本實現了對釬焊的替代應用。
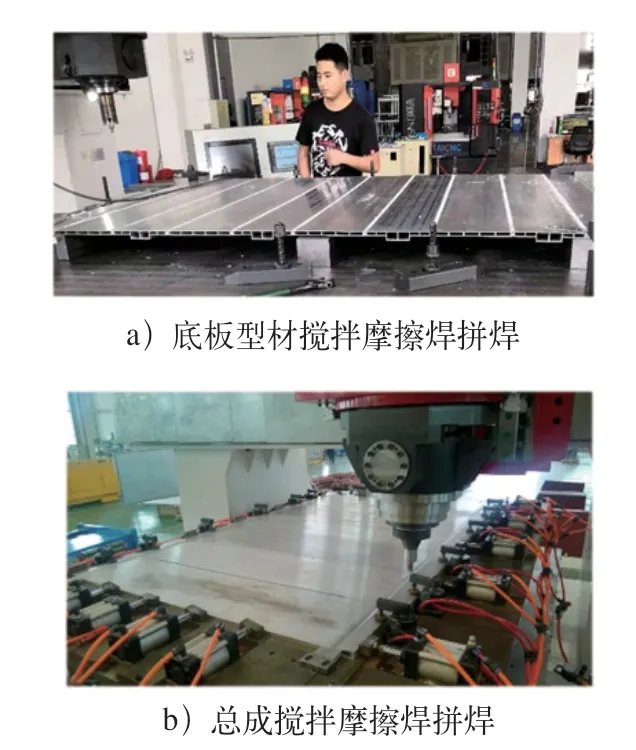
圖5 底板型材和總成拼焊
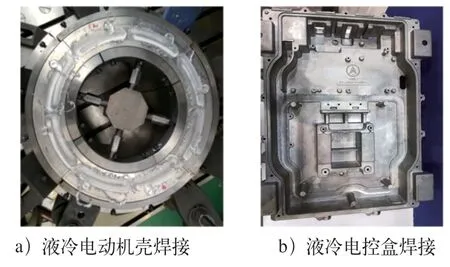
圖6 鋁合金液冷電動機殼和電控盒焊接
在電池包結構件中,銅排(T2純銅)、鋁排(工業純鋁)有很大的應用需求。基于其理化特性,需要將銅排、鋁排進行連接,以充分利用銅的優異導電性和鋁的低成本優勢。目前,鋁銅模組匯流排主要通過超聲波焊接方式進行連接,但存在接頭連接強度弱,限于薄板搭接接頭,難以進行對接焊,以及容易出現虛焊等問題,成為制約鋁銅模組匯流排發展的主要問題。
鋁/銅攪拌摩擦焊可以有效解決目前存在的問題,獲得優質的焊接接頭,現已在銅排/鋁排連接上獲得部分應用,取得了較好的經濟效益(見圖7)。

圖7 銅排/鋁排攪拌摩擦焊
3.2 汽車車身連接應用
受限于車身結構的復雜性,難以在焊接部位實現剛性支撐,因而攪拌摩擦焊在車身連接上的應用主要表現為攪拌摩擦點焊技術的應用。攪拌摩擦點焊(Friction Stir Spot Welding,FSSW)是在“線性”攪拌摩擦焊基礎上發展而來的一種創新的摩擦焊技術。攪拌摩擦點焊冶金連接產生在攪拌頭周圍形成的一種圓環狀攪拌區域與材料發生重結晶的區域中,這一區域在攪拌工具旋轉、擠壓、粉碎等機械力作用下,形成致密組織結構,賦予攪拌摩擦點焊接頭優異的力學性能[5]。相較于傳統的電阻點焊在鋁合金連接上存在的電極壽命短、焊接質量不穩定、能耗高等問題,攪拌摩擦點焊具有焊接工具使用壽命長、接頭強度高、節能環保等優點,同時攪拌摩擦點焊可實現異種材料的連接,在車身連接上具有廣闊的發展前景。
目前,攪拌摩擦點焊主要有兩種技術路線:
第一種為日本馬自達公司發明的“帶有匙孔攪拌摩擦點焊技術”,該技術采用的設備與普通攪拌摩擦焊設備相似,焊接過程分為3個階段:壓入過程、連接過程、回撤過程。該技術過程簡單,連接效率高,但匙孔的存在造成接頭承載面積下降,影響接頭外觀和力學性能[6]。該技術已在馬自達RX-8車型上進行了應用,連接鋁合金發動機罩和后門(見圖8)。

圖8 帶匙孔攪拌摩擦點焊過程及應用
第二種為原德國GKSS中心發明的“回填式攪拌摩擦點焊技術”,通過攪拌針與軸套的配合運動可以有效解決匙孔殘留問題,消除焊接匙孔。其主要工藝過程如下:①摩擦預熱階段。攪拌工具壓緊于工件表面并通過軸套與攪拌針的旋轉摩擦,對待焊部位進行預熱。②軸套下壓及攪拌針回抽。軸套的旋轉下壓實現焊接過程,攪拌針回抽容納擠出的焊接材料。③軸套回抽及攪拌針下壓。實現焊接材料的進一步攪拌熔合,并填充焊接匙孔。④磨平形成焊點。當攪拌針和軸套重回壓緊套平面,將焊點磨平,攪拌工具整體從工件表面移走,完成焊接過程(見圖9)。
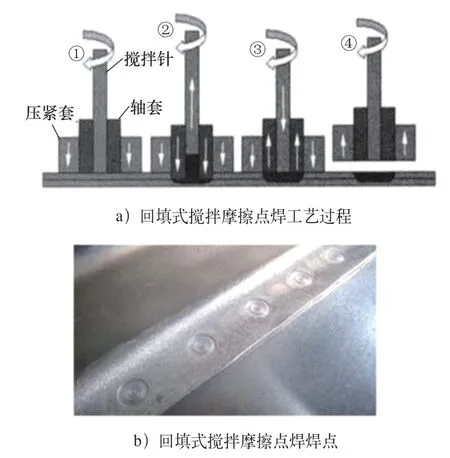
圖9 回填式攪拌摩擦點焊過程及焊點
相比之下,回填式攪拌摩擦點焊焊接過程復雜,效率較低,對設備的剛性及控制要求更高,但可實現無匙孔焊接,表面成形美觀,接頭質量及強度均明顯優于帶有匙孔攪拌摩擦點焊,在車身連接上具有很好的發展前景。目前,已有企業研發出機器人攪拌摩擦點焊設備,采用C形焊鉗結構,可實現鋁合金車身薄板搭接焊(見圖10)。

圖10 攪拌摩擦點焊機器人
3.3 汽車輪轂的攪拌摩擦焊
汽車輪轂焊接是攪拌摩擦焊在汽車工業應用的又一場景。傳統鋁合金汽車輪轂采用整體低壓鑄造或鍛造工藝生產。鑄造具有成本優勢,但產品性能略差;鍛造產品性能好,但生產工藝復雜,成本較高。攪拌摩擦焊可將這兩種工藝優勢結合起來,同時又具有較好的綜合成本優勢。
鋁合金攪拌摩擦焊焊接輪轂中輪輻采用鑄造工藝加工,輪輞采用旋壓工藝加工,然后通過攪拌摩擦焊將輪輻和輪輞進行連接。該加工方案中,輪輞可以實現標準化生產,可顯著降低生產成本;輪輻采用定制化鑄造生產,但相比整體鑄造,模具成本及產品質量控制都有明顯改善,同時多種工藝的應用可滿足不同部位對材料性能的不同要求,有利于實現輕量化設計。目前,輪轂攪拌摩擦焊技術在汽車工業中已有批量應用,北京賽福斯特技術有限公司和航天工程裝備(蘇州)公司分別已向韓國和歐洲出口了整條輪轂攪拌摩擦焊生產線(見圖11)。

圖11 賽福斯特輪轂攪拌焊設備
4 攪拌摩擦焊技術的發展方向
近些年,攪拌摩擦焊技術已經獲得了快速發展,但目前依舊存在一些問題需要解決。
(1)更高效的焊接工藝 隨著新能源汽車規模的快速增大,需要更高效的攪拌摩擦焊技術以解決汽車工業大批量生產的需求。回填式攪拌摩擦點焊相對于電阻點焊有性能優勢,但焊接效率尚無法達到電阻點焊水平,是制約其發展的主要問題。
(2)飛邊、變形等工藝問題 常規動軸肩攪拌摩擦焊不可避免地會產生飛邊,嚴重影響了零件的流轉和裝配,需要進行打磨,影響生產效率,增加生產成本;攪拌摩擦焊具有相對較小的變形,但隨著焊接量的增加,變形問題已成為制約其發展的主要問題,需要開發更新的焊接工藝以實現對焊接變形的控制。
(3)異種材料連接問題 多材料混用成為汽車輕量化發展的趨勢,目前汽車上異種材料連接主要采用鉚接方案,但存在工藝增重,生產成本高等問題。攪拌摩擦焊在異種材料連接中理論上可行,目前也已有部分應用,有望解決車身多材料混用連接問題。
(4)應用空間拓展問題 傳統攪拌摩擦焊設備為采用類似于銑床的專機,適合焊接二維平面曲線,難以滿足三維空間復雜結構的焊接。攪拌摩擦焊背部必需安裝剛性支撐,在無支撐或難以實現支撐焊縫位置無法施焊。因此,如何實現復雜三維空間焊縫的焊接,拓展焊縫應用場景,成為其進一步發展需要解決的問題。
4.1 高效攪拌摩擦焊技術
雖然攪拌摩擦焊生產效率已經取得了較大進步,但隨著新能源汽車需求量的增大,攪拌摩擦焊焊接速度成為了制約產品生產節拍的主要因素,因此高速攪拌摩擦焊技術已成為攪拌摩擦焊發展的一個現實需求。高速攪拌摩擦焊技術不是簡單地提升焊接速度,而是需要針對高速焊條件下對設備、控制系統、攪拌工具等進行系統性的優化,實現高效穩定的焊接過程。無錫威唐新能源科技有限公司針對常用的6061-T6鋁合金開展了一系列高速攪拌摩擦焊技術研究,目前已實現φ3mm攪拌頭、2500mm/min速度下的穩定焊接。高速攪拌摩擦焊下接頭力學性能如圖12所示。
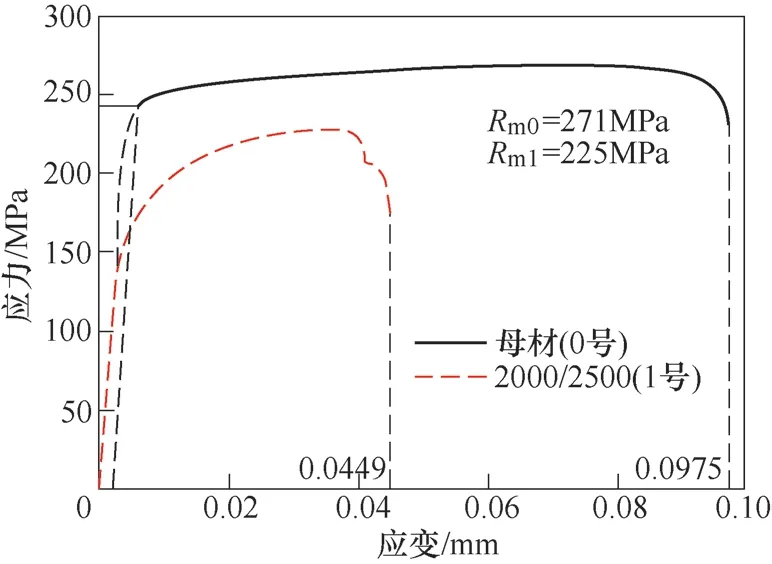
圖12 高速攪拌摩擦焊下接頭力學性能
復合攪拌摩擦焊技術通過采用附加能量(電弧、激光、超聲波及電磁感應等)作為輔助能量輸入,可解決摩擦熱不足或者難以滿足焊接要求的問題,在高熔點、高硬度材料(如鋼、鈦合金)焊接中具有很好的效果,能夠有效減少攪拌頭的磨損,提高使用壽命。同時,復合攪拌摩擦焊還可以改善焊縫表面成形,抑制焊接缺陷,提升接頭質量。超聲波輔助攪拌摩擦焊工作原理如圖13所示[7]。
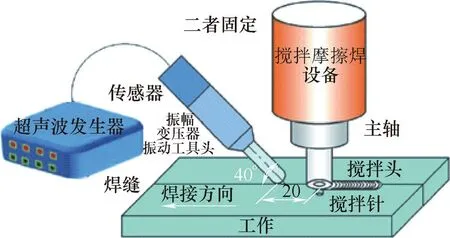
圖13 超聲波輔助攪拌摩擦焊工作原理
4.2 特種攪拌摩擦焊技術
靜軸肩攪拌摩擦焊技術是在傳統攪拌摩擦焊技術基礎上發展而來的,通過采用軸肩和攪拌針的分體設計及不同驅動方式,實現了焊接中攪拌針旋轉而軸肩不旋轉的工藝過程。相較于傳統動軸肩攪拌摩擦焊,靜軸肩焊接的主要技術優勢:①無飛邊焊接。由于焊接過程中軸肩不發生旋轉,不會有焊接材料溢出,從而避免了飛邊的產生,減少焊后飛邊打磨清理工序,提高了生產效率。②無減薄焊接。常規攪拌摩擦焊焊縫會產生一定的下壓量(一般為0.2~0.3mm)以保證頂鍛力,但在薄板焊接時焊縫減薄會明顯減弱接頭的承載面積,甚至會導致焊穿。靜軸肩攪拌摩擦焊可實現無減薄焊接,適合薄板焊接。③角焊縫焊接。傳統動軸肩攪拌摩擦焊僅適用于平面對接焊縫焊接,不適用于角焊縫焊接,通過定制特定角度的軸肩,靜軸肩攪拌摩擦焊可實現角焊縫焊接(見圖14)。目前,靜軸肩攪拌摩擦焊已部分應用于電池包下箱體型材拼焊,達到了較好的應用效果。

圖14 靜軸肩角焊縫
雙軸肩/雙機頭攪拌摩擦焊:雙軸肩攪拌摩擦焊是通過攪拌工具的創新設計,上下兩個軸肩夾持焊接工件焊接的過程,可實現自支撐焊接,打破了攪拌摩擦焊需要背部剛性支撐的局限性。并可實現單面焊雙面成形,避免單面焊根部未焊透問題,雙面受熱均勻,減小焊接變形;雙機頭攪拌摩擦焊是通過焊接設備的創新設計,上下兩個機頭同步夾持工件焊接的過程,實現雙面同時焊接,提高焊接效率,雙面同時受熱,減小焊接變形。
雙軸肩攪拌摩擦焊可實現全焊透,設備通用性好,但攪拌頭受力狀態復雜,對攪拌頭的設計及材料要求很高,存在使用壽命問題,且不適宜于進行厚板焊接;雙機頭攪拌摩擦焊焊接速度和攪拌頭使用壽命可達到傳統攪拌摩擦焊水平,且可進行厚板焊接,但設備結構復雜,需要專用設備,應用成本較高。
4.3 設備智能化發展
設備智能化發展的主要應用形式為機器人攪拌摩擦焊平臺,機器人焊接平臺具有高的柔性及低的制造成本,是未來智能化制造的重要技術平臺[8]。工業機器人由于具有較高的柔性,因此可實現空間復雜軌跡的應用,使三維空間焊接成為了可能。同時,機器人攪拌摩擦焊設備焊接適用性強,易于實現空間全位置焊接,自動化程度高,易于實現生產線集成,近些年來得到了越來越多的應用。目前,國內進行機器人攪拌摩擦焊設備研制的企業有昆山萬州特種焊接有限公司、上海發那科機器人有限公司及廣州瑞松智能科技股份有限公司等。在電池包下箱體制造領域,已經開始應用機器人攪拌摩擦焊設備(見圖15)。

圖15 機器人攪拌摩擦焊設備
5 結束語
伴隨著我國新能源汽車產業的快速發展,攪拌摩擦焊由于其技術優勢和特點,將有望獲得更大的發展空間。同時也應看到,攪拌摩擦焊還存在一些局限和不足,已成為制約其發展的主要障礙。未來需要通過不斷地進行技術研發,迭代優化,去克服技術缺陷,解決生產中存在的痛點,實現降本增效,攪拌摩擦焊技術將會獲得更持久的生命力。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
制造業自動化(2017年2期)2017-03-20 14:26:13
作文大王·低年級(2016年4期)2016-04-18 00:24:37
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
決策探索(2014年21期)2014-11-25 12:29:50
