汽車門護(hù)板氛圍燈用三腳插針級(jí)進(jìn)模設(shè)計(jì)
2021-05-20 07:12:56孟玉喜朱云開
模具工業(yè) 2021年5期
關(guān)鍵詞:設(shè)計(jì)
孟玉喜,蔡 軍,朱云開
(南通開放大學(xué) 機(jī)電工程學(xué)院,江蘇 南通 226006)
0 引 言
汽車氛圍燈不僅是營(yíng)造車內(nèi)氛圍的裝飾,也是各大品牌汽車檔次識(shí)別度的體現(xiàn)。圖1所示為某汽車門護(hù)板氛圍燈用的插針端子,左右各1件,2件呈鏡像對(duì)稱,成形的制件在后續(xù)裝配時(shí)配對(duì)使用。制件中有與配件配合的一長(zhǎng)兩短3只腳,3只腳頭部均需四面倒角,不能有損傷,2只短腳與1只長(zhǎng)腳成垂直關(guān)系,長(zhǎng)腳截面為1.2 mm×0.64 mm的矩形,長(zhǎng)腳在15 mm長(zhǎng)度方向上彎曲為Z狀。材料為Qsn6.5-0.1磷青銅,料厚0.64 mm,表面要求鍍錫處理,沖壓工藝如采用單工序模生產(chǎn),不僅成形工藝復(fù)雜、生產(chǎn)效率低、安全性低,而且制件成形質(zhì)量也難以保證,綜合考慮,決定采用級(jí)進(jìn)模成形該制件。
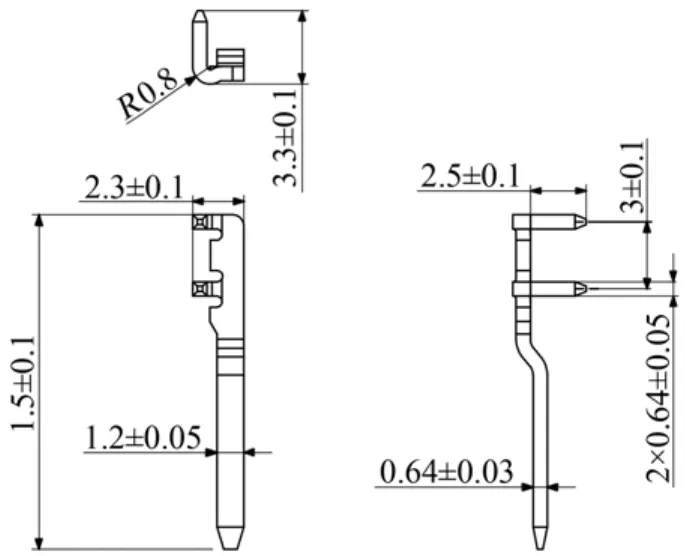
圖1 三腳插針
1 排樣設(shè)計(jì)
排樣是級(jí)進(jìn)模設(shè)計(jì)的關(guān)鍵,其設(shè)計(jì)的合理性決定成形制件的制造成本、質(zhì)量、生產(chǎn)效率甚至于安全性,依據(jù)三腳插針的外形結(jié)構(gòu)特點(diǎn),將左右2件呈45°斜排在1副模具中,一個(gè)沖次成形左右2個(gè)制件,共38個(gè)工位,設(shè)有一次倒角、沖導(dǎo)正銷孔、切邊一、切邊二、切邊三、二次倒角、彎曲45°、彎曲90°、Z形彎曲、Z形整形、制件Ⅰ落料、制件Ⅱ落料等12個(gè)主要沖壓工位,其余均為空工位。導(dǎo)正孔與導(dǎo)正銷的設(shè)置對(duì)級(jí)進(jìn)模的精確定位很重要,一般級(jí)進(jìn)模采用自動(dòng)送料,必須在第2工位沖導(dǎo)正孔,第3工位進(jìn)行導(dǎo)正,但是因該成形制件的三腳頭部需四面倒角,故在排樣的第1工位對(duì)待成形制件相應(yīng)的部位進(jìn)行初次倒角(第1次倒角),其后再?zèng)_導(dǎo)正孔,這樣模具結(jié)構(gòu)緊湊,同時(shí)也不會(huì)影響模具零件的精確定位,排樣設(shè)計(jì)如圖2所示。
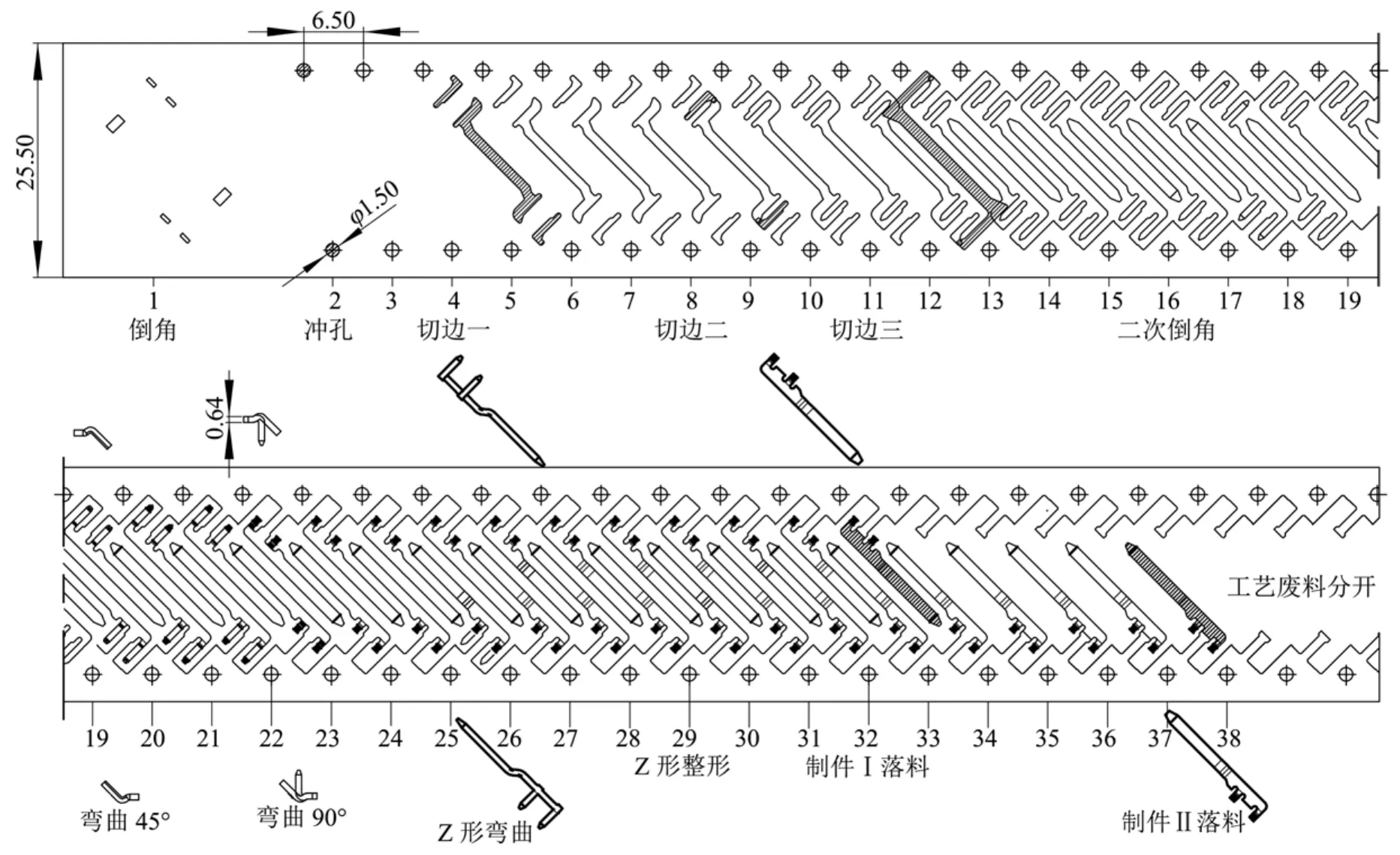
圖2 排樣設(shè)計(jì)
2 模具結(jié)構(gòu)設(shè)計(jì)
級(jí)進(jìn)模一般采用內(nèi)、外雙重導(dǎo)向,設(shè)在上、下模座的導(dǎo)柱導(dǎo)套用以保證上模的精確運(yùn)動(dòng);模具內(nèi)部的小導(dǎo)柱、小導(dǎo)套給卸料板進(jìn)行導(dǎo)向。帶料在送進(jìn)過(guò)程中應(yīng)保證暢通無(wú)阻,否則無(wú)法實(shí)現(xiàn)自動(dòng)沖壓,成形三腳插針的帶料在實(shí)際沖壓過(guò)程中,外側(cè)受到整體邊料的束縛,內(nèi)側(cè)由于在沖壓過(guò)程中的應(yīng)力沒有完全消除,內(nèi)應(yīng)力的釋放造成帶料長(zhǎng)度方向在水平面上向一邊彎曲,造成鐮刀彎現(xiàn)象,即帶料一側(cè)的邊緣與直線產(chǎn)生偏離。成形過(guò)程中為盡量減少鐮刀狀彎曲對(duì)沖壓過(guò)程帶來(lái)的不利影響,在載體上增設(shè)沖加強(qiáng)筋工位(圖2中工位15附近),利用上模鑲件54和下模鑲件53(見圖3)成形加強(qiáng)筋,在邊料載體內(nèi)部形成應(yīng)力集中,避免帶料鐮刀彎的產(chǎn)生,同時(shí)在鑲件53的底部設(shè)計(jì)斜度,通過(guò)微調(diào)推桿40的作用,可在實(shí)際沖壓過(guò)程中調(diào)整加強(qiáng)筋的深度,將鐮刀狀彎曲變形控制最小。模具結(jié)構(gòu)設(shè)計(jì)時(shí),還在凹模板的后外側(cè)設(shè)計(jì)了廢料分流塊44,用于控制上下兩邊料載體間的空隙尺寸,輔助成形加強(qiáng)筋鑲件的工作,確保帶料安全、穩(wěn)定并順利送進(jìn),模具結(jié)構(gòu)如圖3所示。
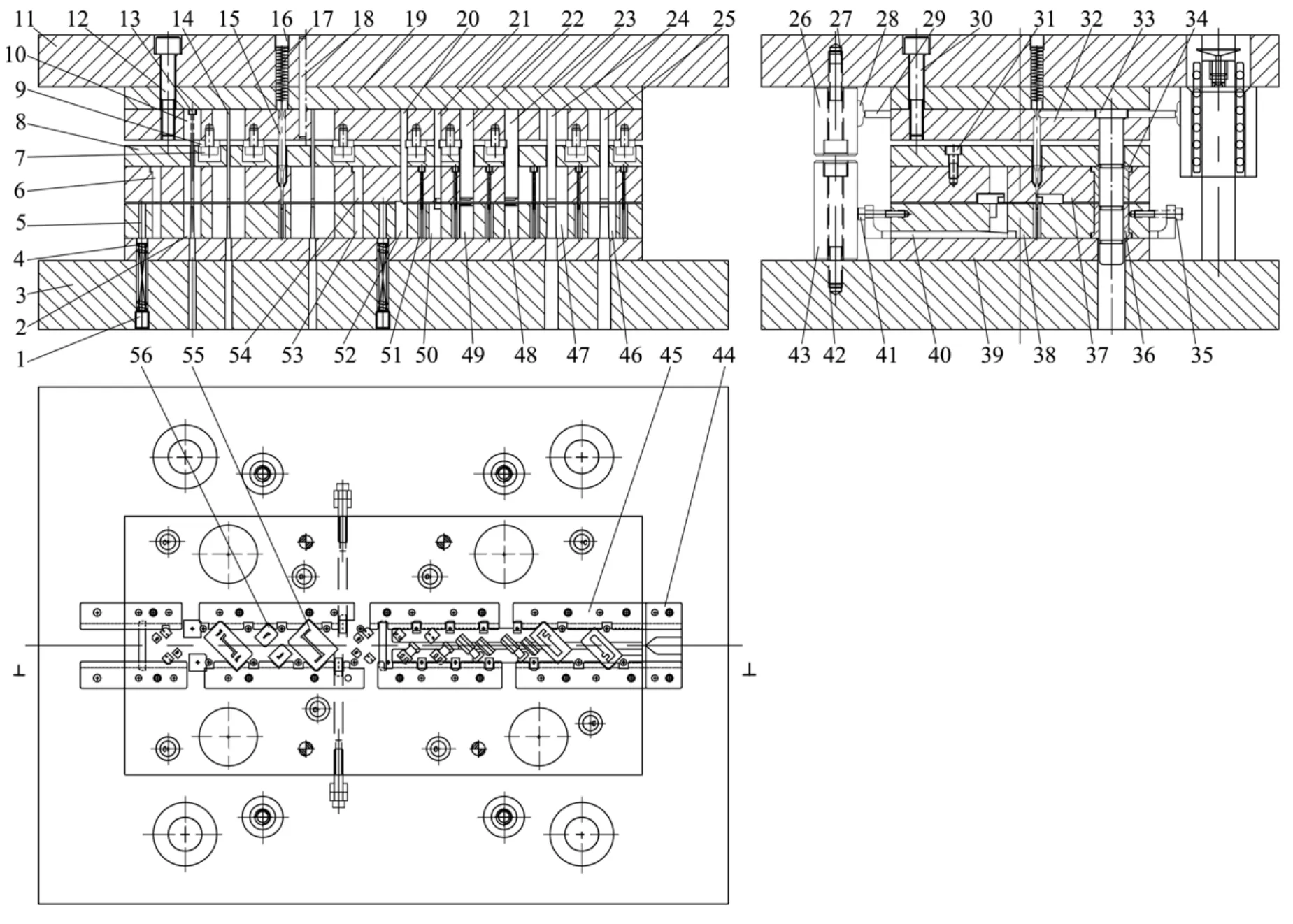
圖3 模具結(jié)構(gòu)
3 模具主要零件設(shè)計(jì)
3.1 切邊鑲件設(shè)計(jì)
模具通過(guò)三次切邊實(shí)現(xiàn)成形制件的主要外形輪廓沖制,切邊鑲件的設(shè)計(jì)采用常規(guī)的鑲拼式結(jié)構(gòu),切邊凸模通過(guò)固定護(hù)套固定于上固定板,卸料板上設(shè)有卸料護(hù)套,兩護(hù)套的外形尺寸相同,內(nèi)孔形狀一致,尺寸略有差異,相差一定量的間隙差值。因待成形制件的三腳頭部后續(xù)還需進(jìn)行倒角,設(shè)計(jì)切邊鑲件內(nèi)形孔尺寸時(shí),對(duì)三腳頭部的形狀進(jìn)行過(guò)量沖裁,如圖4所示。圖4(a)所示外形輪廓軌跡為點(diǎn)a→b→c→d,但圖4(b)所示實(shí)際切邊軌跡為點(diǎn)a→e→f→d,圖4(c)中 0.1 mm為長(zhǎng)腳的單側(cè)沖裁過(guò)量值,0.05 mm為兩短腳的單側(cè)沖裁過(guò)量值,這樣可彌補(bǔ)后續(xù)倒角時(shí)材料鋪開對(duì)三腳頭部形狀和尺寸的影響。
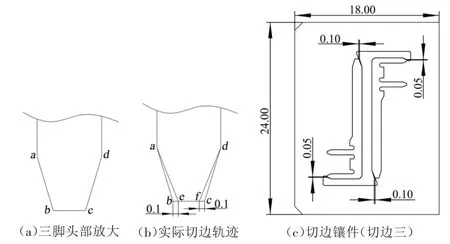
圖4 切邊鑲件過(guò)量設(shè)計(jì)
3.2 倒角鑲件設(shè)計(jì)
下模倒角鑲件的固定部分高度設(shè)計(jì)為19.9 mm,上模倒角鑲件固定于卸料板中,其固定高度為21.9 mm,下模板的厚度為20.0 mm,卸料板的厚度為22.0 mm,鑲件與模板厚度均相差0.1 mm,這樣設(shè)計(jì)的目的是防止倒角過(guò)程中在制件上留下壓痕,影響成形制件的外觀。三腳插針長(zhǎng)短腳頭部寬度分別為1.2 mm和0.64 mm,而采用上、下模鑲件倒角的寬度分別設(shè)計(jì)為2.0 mm和1.6 mm,大于成形制件尺寸,基于成形制件外觀的考慮,保證插針頭部倒角成形完全到位,倒角鑲件如圖5所示。
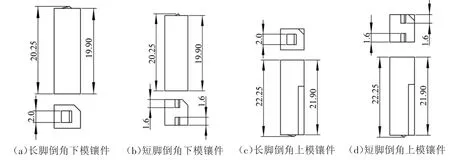
圖5 倒角鑲件
3.3 彎曲鑲件設(shè)計(jì)
制件兩短腳彎曲90°分兩步進(jìn)行,先彎曲45°,再?gòu)澢?0°。彎曲45°時(shí),在彎曲處設(shè)計(jì)一個(gè)小圓凸包,為彎曲 90°作準(zhǔn)備,如圖 6(a)~(c)所示,即在彎曲45°上模鑲件上凸出一個(gè)R0.15 mm、高0.35 mm的圓弧,對(duì)應(yīng)的下模鑲件凹進(jìn)R0.8 mm、深0.35 mm的圓弧。彎曲90°時(shí)在上模鑲件上設(shè)計(jì)3°的負(fù)斜角,如圖6(d)中的87°角,作為彎曲回彈的補(bǔ)償量,沖壓過(guò)程中,利用制件的回彈特性,保證成形制件的90°彎曲角,且不影響正常的卸料動(dòng)作。
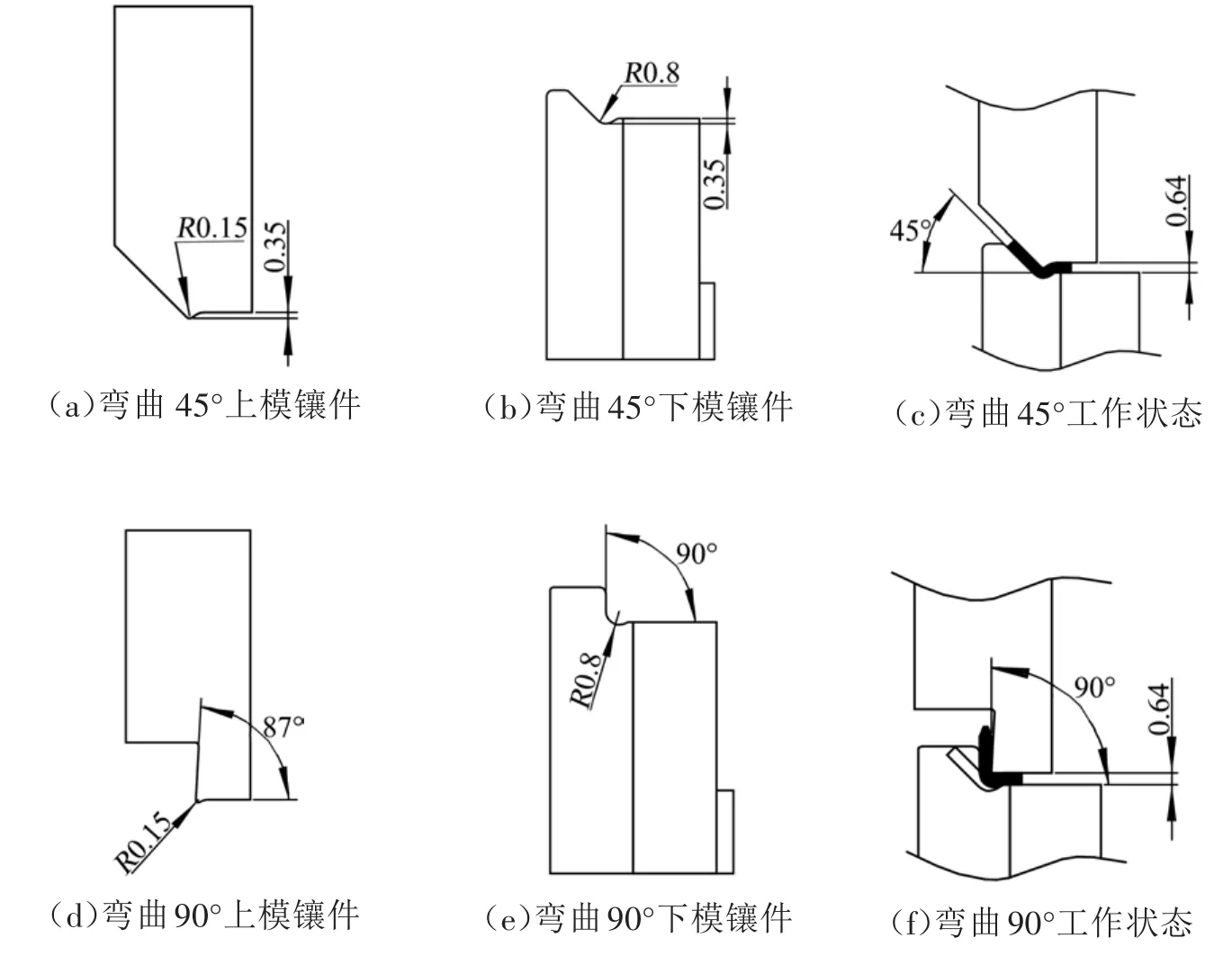
圖6 彎曲鑲件
3.4 微調(diào)推桿設(shè)計(jì)
微調(diào)推桿的作用是控制帶料鐮刀彎變形,工作時(shí)通過(guò)調(diào)節(jié)螺釘,使微調(diào)推桿向凹模板內(nèi)部作左右運(yùn)動(dòng),在微調(diào)推桿前端3°斜角的作用下推動(dòng)成形加強(qiáng)筋下模鑲件向上運(yùn)動(dòng),達(dá)到調(diào)整邊料載體上成形加強(qiáng)筋深度的目的。微調(diào)推桿的材料硬度應(yīng)大于55 HRC,以增強(qiáng)其耐磨性,表面粗糙度值取Ra0.8 μm,使推桿能運(yùn)動(dòng)自如,減小摩擦,微調(diào)推桿與凹模背面對(duì)應(yīng)槽孔的配合間隙為雙面0.05 mm,微調(diào)推桿如圖7所示。
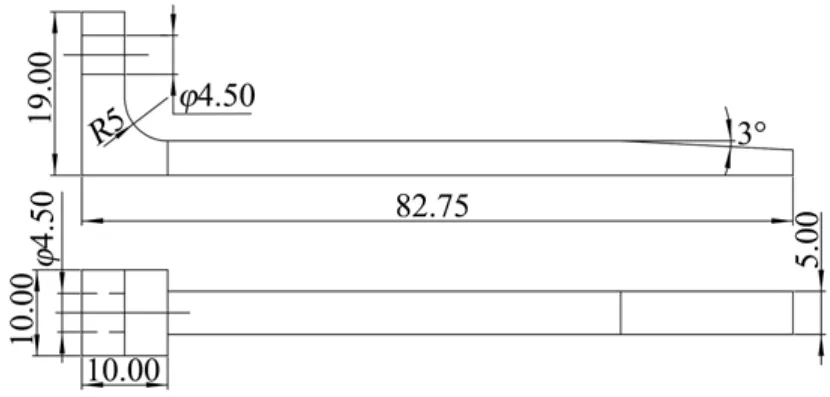
圖7 微調(diào)推桿
3.5 廢料分流塊設(shè)計(jì)
設(shè)計(jì)廢料分流塊的目的是輔助成形加強(qiáng)筋鑲件并與其共同作用,盡量減小并控制帶料的鐮刀式彎曲,保證沖壓過(guò)程的順利進(jìn)行。為便于廢料分流塊的固定,設(shè)計(jì)定位板時(shí),將定位板伸出凹模板外22 mm,并在伸出部分加工2個(gè)銷釘孔和2個(gè)螺釘過(guò)孔,用于廢料分流塊的定位與固定。廢料分流塊的結(jié)構(gòu)設(shè)計(jì)是在49.7 mm×21.0 mm×3.0 mm的基體上加上一個(gè)9.9 mm×6.0 mm的矩形凸臺(tái),并在一端倒成79°的斜錐狀,以便廢料自然滑落,如圖8所示。
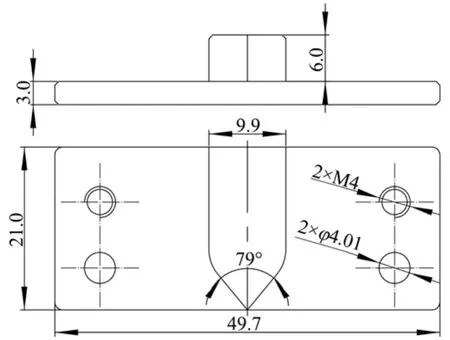
圖8 廢料分流塊
4 結(jié)束語(yǔ)
為確保制件三腳頭部的倒角形狀和尺寸,先在整體帶料上初步倒角,再通過(guò)切邊時(shí)對(duì)頭部多切掉0.1 mm寬的料。實(shí)際生產(chǎn)證明,設(shè)計(jì)方法合理,成形的制件達(dá)到預(yù)期效果;另外采用深度可微調(diào)的方法成形邊料載體加強(qiáng)筋,控制了帶料的鐮刀式彎曲,使沖壓過(guò)程安全、平穩(wěn)、可靠,對(duì)成形同類制件的模具設(shè)計(jì)具有一定的參考作用。
猜你喜歡
河北畫報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
