解決沖壓成形過程中零件立壁起皺的方法
2021-05-20 07:12:58秦海斌馬延峰
模具工業 2021年5期
秦海斌,張 宇,馬延峰
(恒大新能源汽車集團天津公司,天津 300301)
0 引 言
汽車產業經過長時間的快速發展,規模越來越大,品牌種類也越來越多,消費者選擇汽車時,除了考慮價格因素外,越來越注重汽車的整體品質及細節質量。對于目前的鈑金成形工藝,汽車車身上的內外覆蓋件大部分采用沖壓成形,由于沖壓工藝排在汽車整車制造四大工藝的首位,沖壓產生的缺陷不僅影響沖壓單件的品質,還會對后工序的制造工藝產生影響,而且會增加現場操作工人的勞動強度。
為了保證沖壓零件的使用性能與外觀需求以及某些成形性的需求,沖壓零件或拉深補充造型會設計較深的立壁造型。沖壓成形過程中這些較深的立壁造型位置由于橫向及縱向受力不平衡,容易出現起皺缺陷,影響沖壓零件的外觀質量及使用性能,大批量生產時還會對沖模零件造成磨損,影響模具的使用壽命。板料的沖壓成形理論是相通的,現通過建立簡單的方盒形零件試驗模型,應用Auto-Form軟件進行仿真分析,展示具有較深立壁零件的沖壓成形過程,并針對沖壓成形過程中立壁出現的起皺缺陷,在立壁上增加造型,消除成形時零件產生的質量問題。
1 沖壓零件常見的起皺缺陷及判定方法
起皺的主要原因是坯料在成形過程中由于材料流動不均勻、壓力不足等因素引起的厚度方向上的失穩,導致產生起皺缺陷。坯料在成形過程中與工具體接觸,接觸狀態分為2種,即雙面工具體接觸和單面工具體接觸,簡稱雙面接觸和單面接觸,不論是單面接觸還是雙面接觸,坯料的起皺都是由于受力原因導致材料流動不均勻引起的。雙面接觸狀態為壓料區域坯料的成形狀態,雙面接觸坯料的起皺主要是由于壓力不足引起,除此之外其他區域的成形狀態均為單面接觸,單面接觸按照時機又可分為成形過程和成形結束2種,單面接觸坯料的起皺主要是由于坯料受到的主應力和次應力不均衡、差異過大導致的。
AutoForm軟件中雙面接觸區域的起皺可采用表面缺陷高度進行判定,判定值規定在-0.5~+0.5 mm,超過該范圍,可判定為起皺。
單面接觸區域的起皺,要針對不同成形階段使用不同的判定方式,需注意的是成形結束不一定是模具閉合到底,例如翻邊類成形等。成形結束前1~3 mm,觀察起皺的趨勢,如果出現明顯的褶皺,則實際成形到底時板料會出現起皺問題,并且不會被模具零件壓平。AutoForm仿真分析結果出現此類問題,則需優化工藝方案或造型方案,并反復分析,直到問題得到解決。
AutoForm軟件中,單面接觸區域成形結束后板料上的起皺缺陷,可用Potential Wrinkles命令來判定,此判定命令需要在當前工序成形結束后查看,判定值控制在0.03 mm以內,如超過該標準值,即可判定為成形零件起皺。
2 創建AutoForm仿真分析試驗模型
(1)創建工具體模型。在3D制圖軟件CATIA中創建方盒形零件工具體的幾何模型,并導入仿真分析軟件AutoForm中進行工具體的設置,方盒形零件的立壁深度為200 mm,立壁拔模角度為7°,初始設計成簡單的單一形狀立壁,如圖1所示。
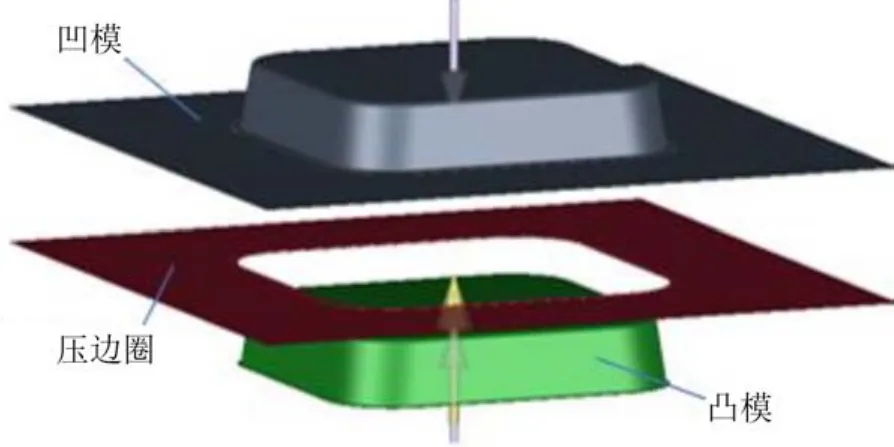
圖1 方盒形零件工具體試驗模型
(2)創建板料模型。初始板料設計成方形板料,尺寸為1 500 mm×1 500 mm×1 mm,材料選用深拉深零件常用材質DC06,板料形狀如圖2所示。
圖2 沖壓成形仿真分析板料形狀
(3)在壓料面上將分模線向外擴大20 mm作為拉深筋的中心線,設置直線段位置拉深筋高度為4 mm,拉深筋R角為3 mm。壓邊力1 000 kN,摩擦系數0.15。
運動方式為單動拉深,模具在壓力機滑塊的作用下運動,板料因受到模具零件的作用力而發生流動,并基于模具零件形狀發生變形,進而產生塑性變形,得到所需的零件形狀。
3 沖壓成形仿真結果分析
(1)方盒形零件為單一形狀立壁時,無論是沖壓成形過程或是沖壓成形到底狀態,零件的立壁都出現了明顯的波紋,產生質量缺陷,如圖3所示。初始狀態的板料在模具零件和壓力機滑塊的作用下,材料由外向內流動,發生塑性變形,最終變為方盒形的形狀。該成形過程中,材料在平行于板料流動的方向受拉應力的作用,容易開裂,而在垂直于板料流動的方向,由于板料由外向內的收縮流動,板料受壓應力的作用,再加上沖壓零件一般形狀不規則,材料流動更不均勻,容易起皺,特別是在外圍立壁位置,如果立壁深度較深時,壓應力的作用比較集中,容易在立壁產生波紋。
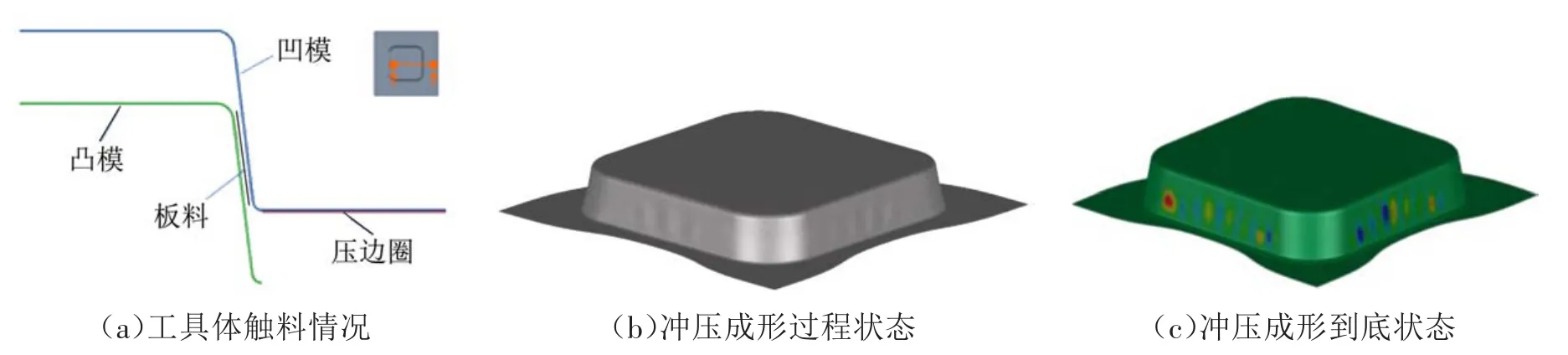
圖3 單一形狀立壁方盒形沖壓成形仿真分析
(2)在方盒形工具體立壁中間部位設計一個臺階造型,寬度為10 mm,臺階R角半徑為3~5 mm,如圖4所示,實際應用中,可根據實際情況控制臺階尺寸。
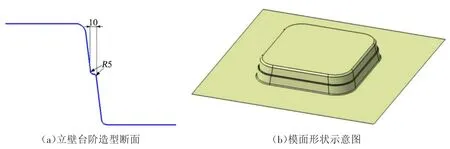
圖4 帶臺階方盒形造型
仿真分析結果如圖5所示,臺階以上部位波紋消除,由于試驗模型立壁深度過深,臺階以下至凹模口部位的立壁波紋仍然存在。
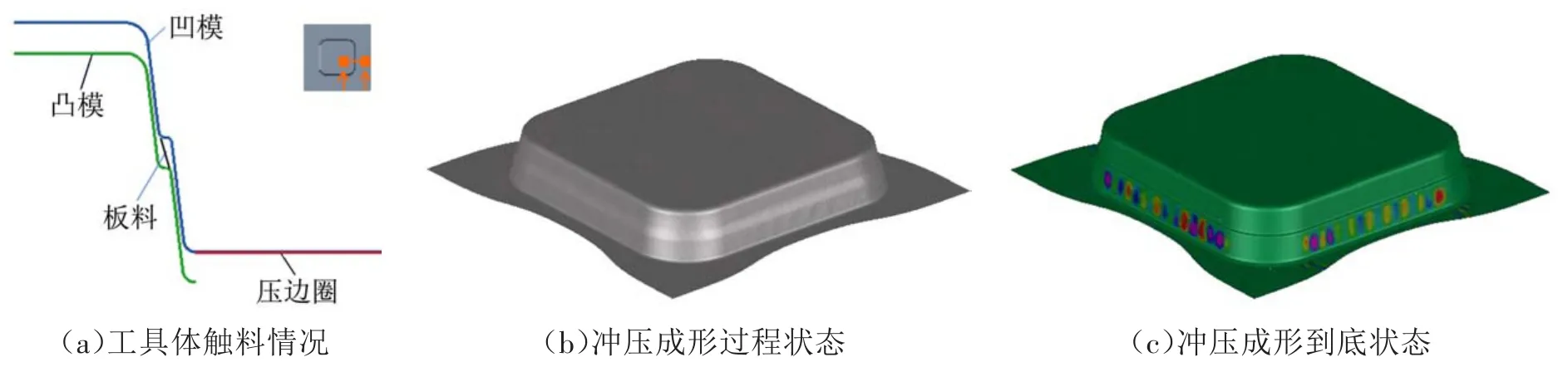
圖5 帶臺階立壁方盒形沖壓成形仿真分析
(3)鑒于一級臺階造型無法徹底消除立壁波紋缺陷,在一級臺階與凹模口之間的立壁中間位置設計二級臺階,分析結果表明立壁波紋缺陷基本消除,如圖6所示。在立壁上設計臺階造型可以有效消除沖壓零件立壁上的波紋缺陷,臺階的間隔及數量應根據零件的成形狀態確定,并經仿真分析結果驗證。
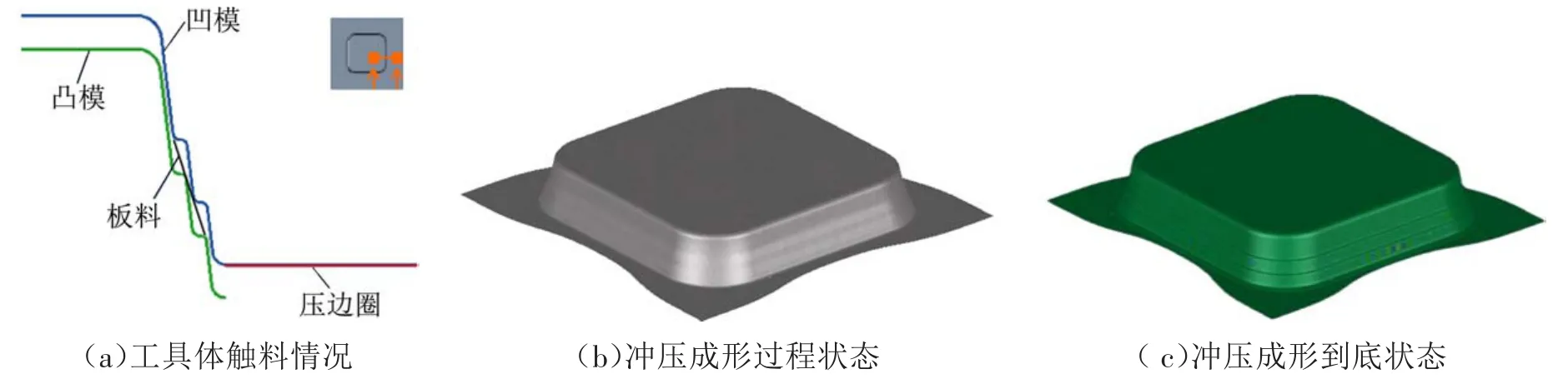
圖6 二級臺階立壁方盒形沖壓成形仿真分析
4 結束語
通過在沖壓零件的立壁設計臺階造型,材料在沖壓成形過程中流過立壁上的臺階處與臺階的R角接觸,避免了成形過程中整個板料的自由懸空狀態,減緩周圈壓應力的影響,并且斷開了起皺擴展的整體趨勢,可以有效抑制起皺的產生。沖壓成形到底時,材料在臺階上的R角位置發生局部硬化,還能有效增強成形零件的剛度,減少其立壁處的回彈。
