基于Deform的切削參數對微銑削加工切削溫度的影響分析
2021-05-22 02:17:24韓現龍
機械制造與自動化 2021年2期
韓現龍
(北華大學 工程訓練中心,吉林 吉林 132013)
0 引言
當前,科技水平不斷提升,促進了各類產品不斷朝著更加小型化與精密化的方向發展,并對人們的日常生活以及工業生產過程產生了明顯的影響[1-2]。切削加工屬于一個包含多種學科技術的綜合處理過程,涵蓋了材料結構特性、斷裂應力等多領域內容,屬于一個非常復雜的物理變化過程,并且在加工期間所使用的加工方式、刀具類型、環境溫度、切削介質等都會對產品的最終加工質量造成直接影響。采用傳統分析方法難以準確理解實際切削機理,并且之前在設計刀具或進行切削加工時只能利用實驗測試方法來獲取優化工藝,極大增加了人力成本,并花費大量時間,從而對切削技術的推廣使用造成較大的限制[3-5]。隨著當前計算機運行性能的提升以及各類軟件的開發,已有許多學者開始將有限元仿真方法應用于對各參數之間的關系進行分析,并且還可以對加工期間遇到的問題進行處理[6]。與傳統分析方式相比,采用有限元方法可以顯著降低實驗次數,使整體開發成本得到有效控制,此外還可以利用該方法對生產過程進行預測,同時獲得更優的工藝參數與刀具設計結構等[7-8]。
相關方面的研究吸引了眾多的研究學者。殷繼花等[9]通過MSC.MARC構建得到全局與局部有限元模型,其中,采用第一種模型進行仿真測試需對工件以及刀具位置進行設定,由此獲得工件的精確熱變形量以及切削過程的溫度場;第二種模型是以已知參數來仿真切屑過程,獲得切削邊界條件。GLNZEL J等[10]對加工階段切削的形成進行了有限元仿真測試,在此基礎上推導得到切削過程形成的接觸面結構與熱流分布狀態,根據熱傳遞原理,仿真測試了切削階段形成的溫度場。YANG Y等[11]在構建得到J-C本構模型之后,再以Deform有限元分析軟件實現對鈦合金加工過程的仿真過程,同時對銑削期間的溫度分布情況進行了分析,通過研究得到前刀面具有比后刀面更高的溫度,發現前刀面達到最高溫度與切削刃基本相同。為了進一步認識切削過程對溫度的影響,本文應用Deform仿真平臺,對切削參數對切削力和切削溫度的影響展開仿真分析。
1 仿真模型
1.1 材料本構模型的建立
對金屬進行切削的時候,會發生快速應變并產生高溫作用,實際設定的材料參數對于仿真精度具有顯著影響。為確保能夠達到精確仿真的效果,構建模型表示為

(1)

J-C模型的等效流動應力可表示為:
(2)
(3)

(4)
式中:T為當前溫度;Tr為室溫;Tm為材料熔點。
本文所采用的本構模型參數如表1所示。

表1 TC4的本構模型參數
1.2 摩擦模型
摩擦接觸模型方程式表示如下:
式中:τ為摩擦剪應力;σn為正壓力;τmax為最大剪應力。
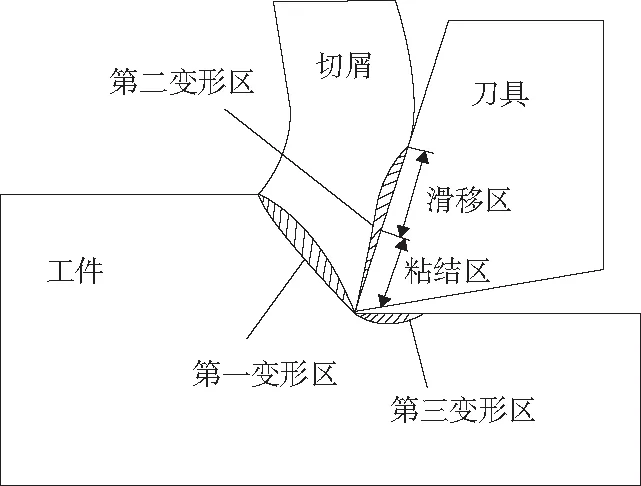
圖1 摩擦接觸模型
1.3 三維微銑削仿真建模
先通過UG軟件構建尺寸為φ=0.4 mm的刀具,再將其導入ABAQUS內完成建模過程。為提高計算精度與處理效率,對工件結構進行簡化得到圖2所示的結果。
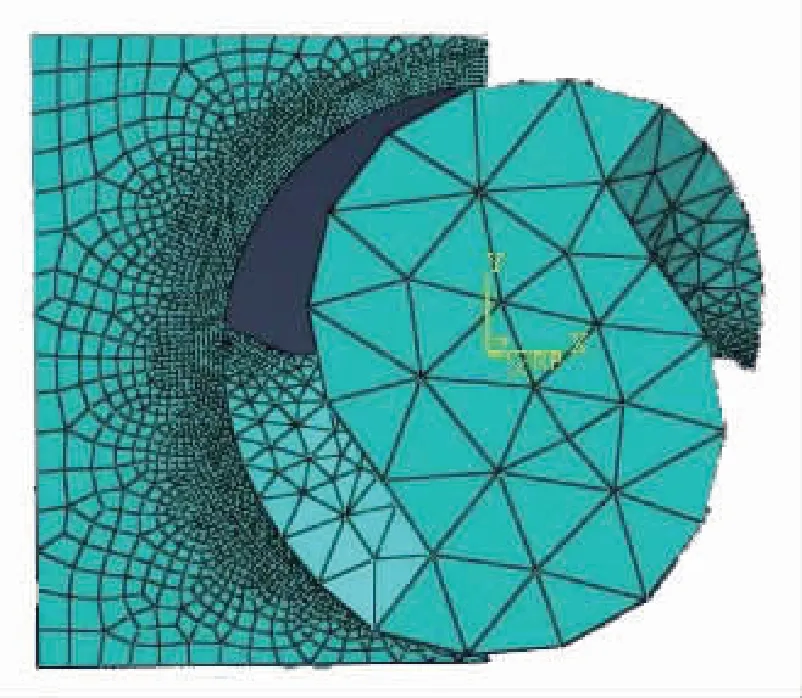
圖2 工件與刀具裝配關系
具體建模過程包含了以下各仿真步驟:
1)采用剛體結構模擬刀具,將工件設定成TC4成分,通過Johnson-Cook本構模型來實現,構建得到仿真模型。
2)通過C3D8RT溫度位移耦合單元來構建網格單元,并對刀具刀尖在切削期間的網格實施細化。
3)利用溫度-位移方式構建分析步,設定切削時長為0.005 s;為獲得更高運算效率,設定質量縮放因子為10。
2 仿真參數對微銑削溫度的影響結果分析
圖3顯示了在微銑削期間發生切屑脫落而造成溫度與切屑的改變情況。可以明顯看到,微銑削加工切削溫度在刀面處獲得最高的溫度,這是因為微銑削時在刀面處會產生明顯的摩擦生熱現象,產生很多的熱量進而轉變成刀具的溫度,只剩下少量熱量會殘留于工件上,應重點對切削最高溫度進行研究。
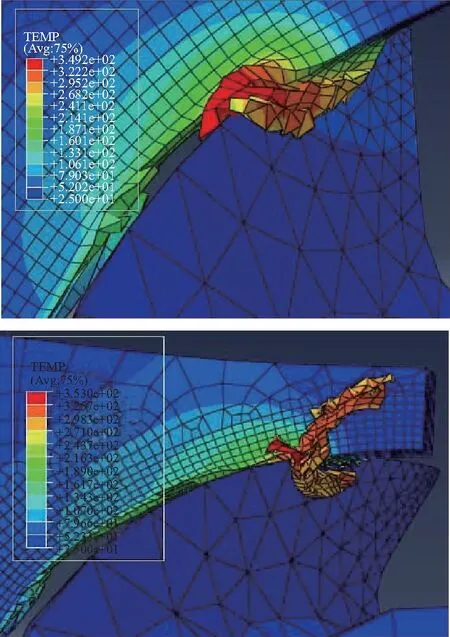
圖3 微銑削切削過程
2.1 切削深度
處于恒定的進給速率與主軸轉速條件下,隨著切削深度的變化,將會引起工件達到不同的溫度。從圖4可以看到,在1000 r/min轉速下設定進給速度為10 mm/min時,在0.01~0.05 mm的切削深度范圍內工件形成最高溫度。
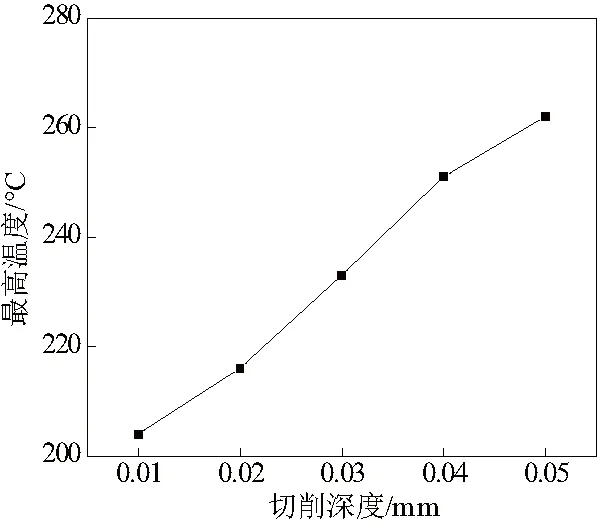
圖4 溫度隨切削深度變化情況
由圖4可知,切削深度增大,引起切削溫度升高,這是由于切深度增大,引起切削部位形成更多的熱量,同時獲得更大的切屑長度、體積與表面積,由此得知不同的加工環境,導致切削溫度不會發生同等比例的提高。
2.2主軸轉速
圖5顯示了軸向切削深度為0.01 mm以及進給速度為10 mm/min的條件下,依次控制主軸轉速介于1000~5000 r/min之間時對應的切削溫度。主軸轉速增大,引起切削溫度上升,同時表現為溫度上升速率不斷增大的特征。產生這一變化趨勢的原因是切削熱來自第一變形區塑性變形過程以及刀具發生摩擦時產生的熱量,大部分切削熱都出現在靠近刀具面的區域。當刀面接觸到工件材料后,形成的摩擦熱將逐漸傳遞至切屑、刀具以及工件中,因此主軸轉速快速增大時,會形成更快的切屑流出速率,無法將熱量高效傳輸給刀具與切屑,從而引起溫度的快速上升,隨著后續刀面摩擦接觸時間進一步增加,導致更多熱量發生堆積,引起切削溫度的顯著升高。
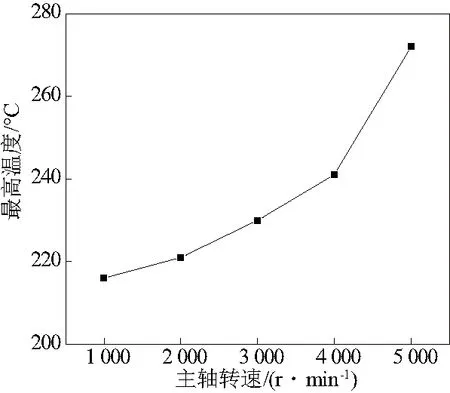
圖5 溫度隨主軸轉速變化情況
2.3 進給速度
圖6顯示了在其他參數恒定的狀態下,不同的進給速度下切削溫度發生的改變。可以發現,切削溫度同樣受到進給速度的較大影響,當進給速度逐漸增大,切削溫度開始上升,而在達到某一臨界值后,切削溫度發生降低的現象,最大值發生在進給速度20 mm/min時。這是因為在更大進給速度下,將會引起材料去除體積的顯著增加,從而造成熱量積累,但增加幅度變化相對穩定,甚至發生降低的情況。
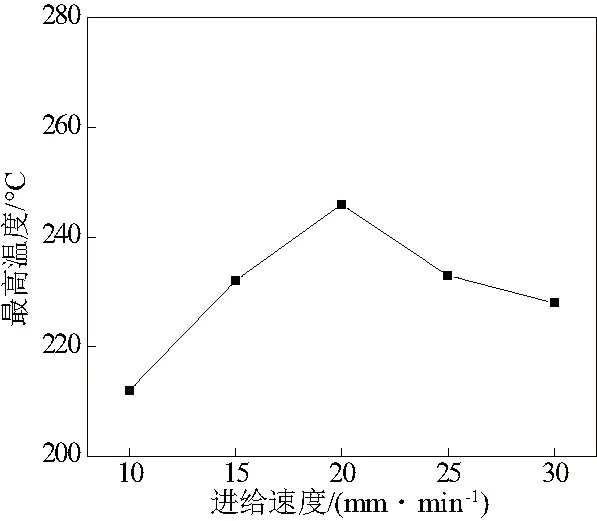
圖6 溫度隨進給速度變化情況
3 結語
1)先通過UG軟件構建刀具,再將其導入ABAQUS內完成建模過程。仿真結果得到,微銑削加工切削溫度在刀面處獲得最高的溫度,這是因為微銑削時在刀面處會產生明顯的摩擦生熱現象,產生很多的熱量進而轉變成刀具的溫度。
2)在0.01~0.05 mm的切削深度范圍內工件形成最高溫度。隨著主軸轉速逐漸增大,切削最高溫度表現出單調增加的變化規律。隨著進給速度逐漸增大,切削最高溫度表現出先增加后減小的變化規律,最大值發生在進給速度20 mm/min時。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
