化學(xué)機(jī)械拋光在奧氏體不銹鋼中的應(yīng)用
2021-05-26 07:03:04衛(wèi)海瑞
山西冶金 2021年2期
衛(wèi)海瑞
(1太原鋼鐵(集團(tuán))有限公司先進(jìn)不銹鋼材料國家重點(diǎn)實(shí)驗(yàn)室,山西 太原030003;2山西太鋼不銹鋼股份有限公司技術(shù)中心,山西 太原030003)
不銹鋼具有獨(dú)特的強(qiáng)度、較高的耐磨性、優(yōu)越的防腐性能及不易生銹等優(yōu)良特性,給人一種自然的堅(jiān)固亮麗之感[1-4],其自然色彩柔和地反映出周圍環(huán)境的顏色,其應(yīng)用領(lǐng)域涉及化工、食品機(jī)械、電子、環(huán)保、裝飾等行業(yè)[5-7]。隨著高性能電子產(chǎn)品用奧氏體不銹鋼材料的快速發(fā)展,對(duì)不銹鋼表面質(zhì)量要求極高,因此不銹鋼的應(yīng)用發(fā)展前景很大程度上取決于它的表面處理技術(shù)的發(fā)展程度,科研工作者對(duì)不銹鋼表面的拋光工藝研究迫在眉睫[8]。
1 化學(xué)機(jī)械拋光原理
不銹鋼表面常用的拋光處理方法有機(jī)械拋光、化學(xué)拋光和電化學(xué)拋光等。機(jī)械拋光是對(duì)不銹鋼表面進(jìn)行整平處理的機(jī)械加工過程;化學(xué)拋光是不銹鋼表面在化學(xué)拋光液中選擇性的溶解及浸蝕過程;電化學(xué)拋光是將不銹鋼表面作為陽極進(jìn)行電解,表面金屬溶解的過程[9-10]。
本論文研究的不銹鋼拋光工藝屬于機(jī)械拋光和化學(xué)拋光兩者相結(jié)合,機(jī)械拋光的目的用于初級(jí)拋光,將表面的凹凸不平度加工到一定的粗糙度,然后再進(jìn)行化學(xué)拋光,除去表面微觀不平度,從而提高鏡面光亮度,滿足最終的表面質(zhì)量要求。
2 試驗(yàn)材料與工藝
2.1 試驗(yàn)材料
實(shí)驗(yàn)用材料為來自太鋼大生產(chǎn)的不銹鋼卷板,表面狀態(tài)為No.1的316不銹鋼,其規(guī)格為5.5 mm×1 500 mm×Lmm;No.2B的304不銹鋼,其規(guī)格為2 mm×1 500 mm×Lmm。
2.2 化學(xué)機(jī)械拋光工藝
2.2.1 試樣準(zhǔn)備
預(yù)拋光試樣的表面狀態(tài)為No.1的316、No.2B的304奧氏體不銹鋼,進(jìn)行機(jī)加工,具體規(guī)格為:試樣厚度范圍為0.5~6 mm,長度范圍為10~250 mm,寬度范圍為10~250 mm,面積范圍為100~20 000 mm2(如圖1所示)。
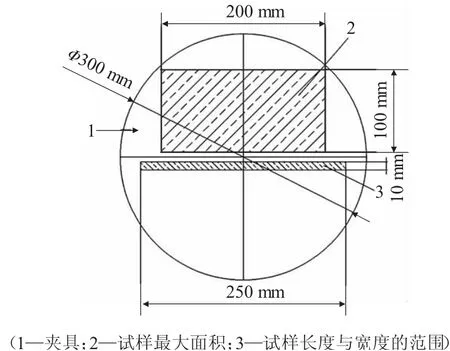
圖1 試樣尺寸范圍示意圖
2.2.2 固定試樣
將加工好的試樣通過熱熔膠粘于Φ300 mm的夾具上,然后將試樣連同夾具一起置于Φ640 mm的拋光平臺(tái)上(如下頁圖2所示),拋光平臺(tái)上可同時(shí)固定3個(gè)夾具,夾具上方通過壓重模塊施加壓力(如下頁圖3所示)。
2.2.3 粗拋
固定好試樣后對(duì)試樣進(jìn)行粗拋,該工序的操作過程為:在粗拋平臺(tái)上固定同直徑的粗拋磨料,開啟電源,使粗拋平臺(tái)進(jìn)行逆時(shí)針旋轉(zhuǎn),通過壓重模塊對(duì)夾具的壓力,使樣品表面與粗拋磨料間產(chǎn)生摩擦力,從而帶動(dòng)夾具進(jìn)行逆時(shí)針旋轉(zhuǎn),夾具的轉(zhuǎn)速與粗拋平臺(tái)轉(zhuǎn)速不一致,使粗拋磨料對(duì)樣品表面進(jìn)行粗拋工序。

圖2 拋光平臺(tái)示意圖
圖3 壓重模塊示意圖
2.2.4 中拋
粗拋完畢后對(duì)試樣進(jìn)行中拋,該工序的操作過程為:在中拋平臺(tái)上固定同直徑的中拋磨料,開啟電源,中拋平臺(tái)進(jìn)行逆時(shí)針旋轉(zhuǎn),通過壓重模塊對(duì)夾具的壓力,使樣品表面與中拋磨料間產(chǎn)生摩擦力,從而帶動(dòng)夾具進(jìn)行逆時(shí)針旋轉(zhuǎn),夾具的轉(zhuǎn)速與中拋平臺(tái)轉(zhuǎn)速不一致,使中拋磨料對(duì)樣品表面進(jìn)行中拋工序。
2.2.5 精拋
中拋完畢后對(duì)試樣進(jìn)行精拋,該工序的操作過程為:在精拋平臺(tái)上固定同直徑的精拋磨料,開啟電源,精拋平臺(tái)進(jìn)行逆時(shí)針旋轉(zhuǎn),通過壓重模塊對(duì)夾具的壓力,使樣品表面與精拋磨料間產(chǎn)生摩擦力,從而帶動(dòng)夾具進(jìn)行逆時(shí)針旋轉(zhuǎn),夾具的轉(zhuǎn)速與精拋平臺(tái)轉(zhuǎn)速不一致,使精拋磨料對(duì)樣品表面進(jìn)行精拋工序。
2.2.6 清洗吹干
將精拋后的試樣用無水酒精清洗,并吹干表面。
上述拋光工藝中,粗拋、中拋、精拋三個(gè)工序的基本參數(shù)如表1所示。
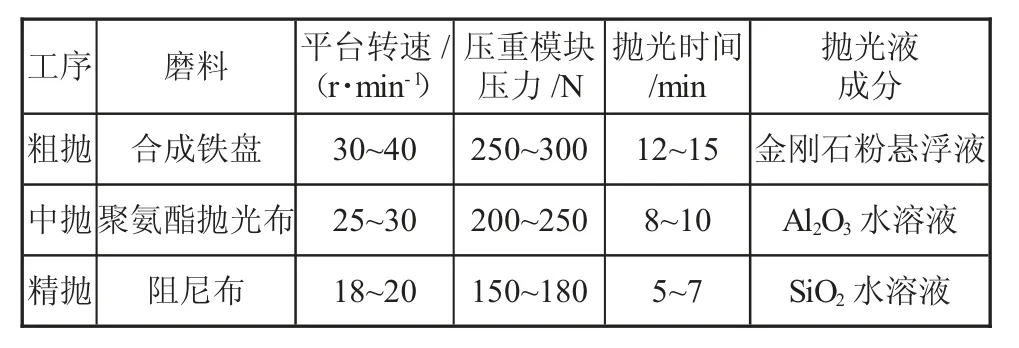
表1 三個(gè)工序的工藝參數(shù)
3 試驗(yàn)結(jié)果討論
本工藝一次拋光流程可同時(shí)完成多個(gè)試樣的鏡面拋光,可實(shí)現(xiàn)最薄0.5 mm厚度的奧氏體不銹鋼材料拋光,并且有效消除表面麻點(diǎn)砂眼、線狀缺陷等問題,滿足了整個(gè)拋光表面沒有目視可見的缺陷,達(dá)到高性能電子產(chǎn)品外觀的表面質(zhì)量要求,同時(shí)滿足粗糙度值Ra≤0.005μm。用掃描電鏡觀察試樣表面,其微觀形貌如圖4所示。

圖4 試樣微觀表面掃描電鏡圖
1)奧氏體不銹鋼材料的表面拋光工藝主要包括試樣準(zhǔn)備、固定試樣、粗拋、中拋、精拋、清洗吹干等步驟;
2)該工藝可實(shí)現(xiàn)對(duì)厚度規(guī)格為0.5~6.0 mm的奧氏體不銹鋼材料進(jìn)行拋光,有效消除各種表面缺陷問題;
3)通過拋光試驗(yàn),不銹鋼拋光表面粗糙度值Ra≤0.005μm,完全滿足高性能電子產(chǎn)品的表面質(zhì)量要求。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
商洛學(xué)院學(xué)報(bào)(2017年2期)2017-05-17 05:19:50
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:06:00
