
底層粉末粒徑對碳化鉻-鎳鉻鋁釔涂層性能影響
2021-05-27 10:53:30何斐
金屬加工(熱加工) 2021年5期
關鍵詞:界面
何斐
中國航發常州蘭翔機械有限責任公司 江蘇常州 213022
1 序言
某航空發動機中間擴散機匣基體材料為K438高溫合金,其局部表面需噴涂碳化鉻-鎳鉻鋁釔涂層以提高耐磨性能。碳化鉻-鎳鉻鋁釔涂層是一種常用的高溫耐磨涂層,它不僅具有很強的耐磨性能,同時還有優良的抗熱腐蝕和抗氧化性能,最高工作溫度可達870℃,能夠滿足零件在高溫、劇烈振動等工作環境下的性能要求。爆炸噴涂是一種先進的致密涂層制備技術,其氣流溫度高(達3500~4000℃)、沖擊力大、粉末飛行速度快(達1200~1500m/s),制備的涂層具有片層狀、結構細小、結合力強及孔隙率低等優點[1-3]。
因此,在中間擴散機匣的正式工藝中,采用了爆炸噴涂方法對該零件進行碳化鉻-鎳鉻鋁釔涂層的制備, 并進行了多批次零件的生產加工。然而,在發動機研制前期試車過程中,部分中間擴散機匣碳化鉻-鎳鉻鋁釔涂層出現不同程度的開裂、剝落現象,失效分析發現涂層剝落處界面存在大尺寸鎳鉻鋁釔底層殘留,且底層局部存在較大未熔顆粒,初步結論為底層粉末粒徑過大所致。為此,開展了粉末粒徑對涂層性能影響的試驗。
2 試驗
制備兩種碳化鉻-鎳鉻鋁釔涂層,所選用的面層材料均為Mecto 5546NS噴涂粉末,而底層材料則選用粒徑尺寸不同的兩種NiCrAlY噴涂粉末,見表1。
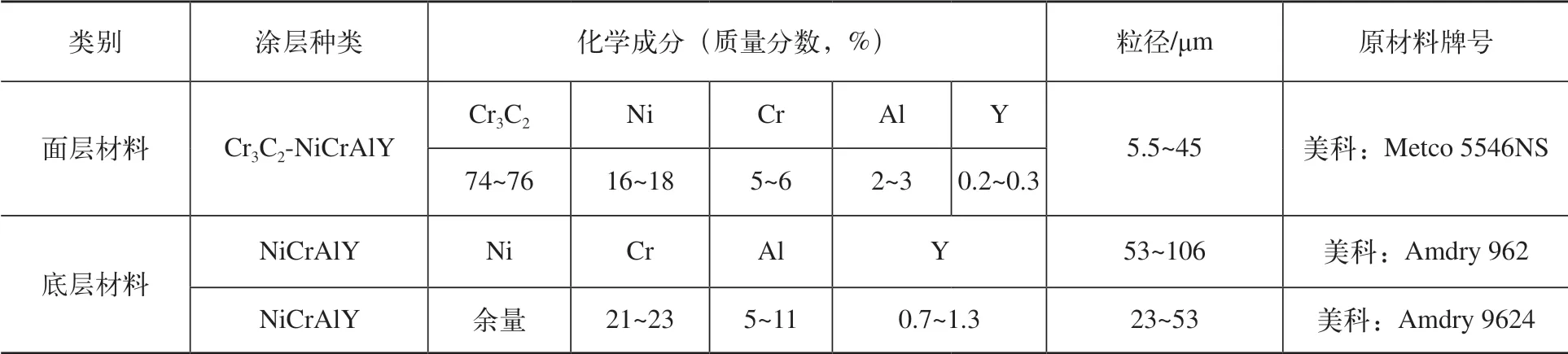
表1 涂層原材料使用
使用爆炸噴涂設備(型號:CCDS 2000)并采用經固化穩定后的工藝對兩組試片進行涂層制備。針對兩種不同粒徑NiCrAlY底層粉末制備涂層性能進行表征分析,具體分析如下。
(1)涂層金相組織 采用掃描電子顯微鏡(FEI Quanta 600)對涂層金相組織進行觀察,在200倍下觀察涂層的孔隙率、未熔顆粒和界面污染物。
(2)涂層成分 采用掃描電子顯微鏡自帶的EDS能譜儀對涂層的成分組成進行分析。
(3)涂層厚度 采用掃描電子顯微鏡自帶的尺寸測量軟件對涂層厚度進行分析。
(4)涂層顯微硬度 按HB 5486—1991采用顯微硬度計對涂層的顯微硬度進行檢測,載荷300g(1kg=9.8N),保持時間15s。
(5)涂層結合強度 按HB 5476—1991采用電子拉伸試驗機對涂層的結合強度進行分析,加載速度1.27mm/min。
3 結果與討論
3.1 涂層金相組織
通過對不同涂層金相組織背散射照片(見圖1)觀察發現,兩種不同底層粉末制備的涂層均連續致密,無裂紋、界面分離等現象出現。
不同涂層金相組織的二次電子照片如圖2所示,表2為兩種涂層具體孔隙率、未熔顆粒和界面污染物數值對比。從中可以看出,兩種涂層的孔隙率、未熔顆粒及界面污染物差別不大,且均符合工藝要求值。相較而言,細粉制備的涂層未熔顆粒及界面污染物數值稍低。
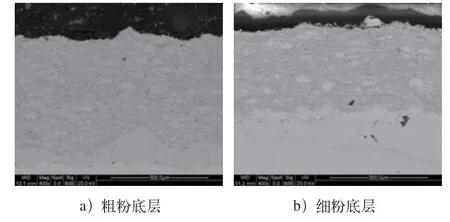
圖1 不同涂層金相組織背散射照片
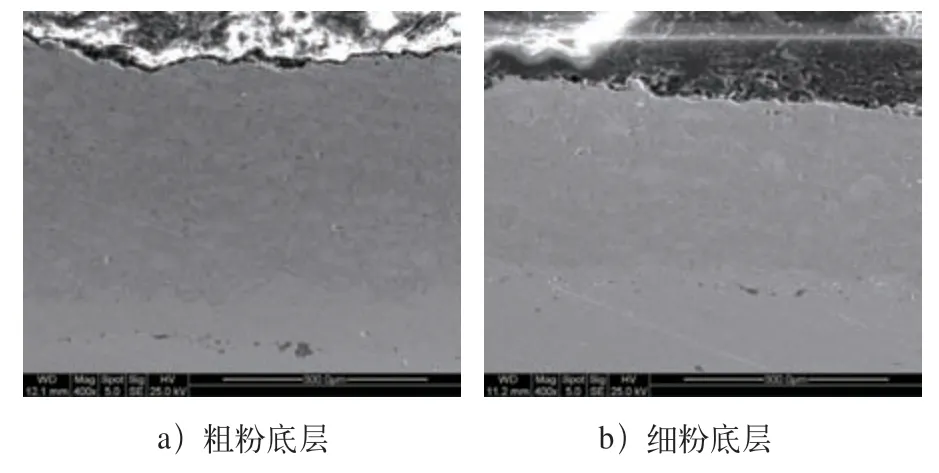
圖2 不同涂層金相組織二次電子照片

表2 不同涂層孔隙率、未熔顆粒和界面污染物數值(%)
3.2 涂層成分
圖3 為兩種涂層面層成分分析圖譜,從中可以看出所制備涂層主要成分為Cr、Ni、Al、Y,涂層為Cr3C2與NiCrAlY的混合組分,其中粗粉涂層成分分析區域由于存在較多淺灰色的NiCrAlY組分,Ni含量增加。
兩種涂層底層成分分析圖譜如圖4所示。分析結果表明,兩種粒徑NiCrAlY粉末制備的底層成分基本一致,均符合粉末組成成分驗收要求。
3.3 涂層厚度
從粗粉底層制備的涂層厚度分析(見圖5)可以看出,粗粉底層厚度均勻性較差,底層某些部位厚度達0.122mm,超出了工藝要求值范圍(0.01~0.08mm)。
由細粉底層制備的涂層厚度分析(見圖6)結果得出,細粉底層厚度均勻性較好,均在工藝要求值范圍內(0.01~0.08mm)。
通過分析不同涂層底層厚度均值及偏差(見圖7)可以看出,采用細粉噴涂底層的厚度均值及偏差均得到了顯著改善。
3.4 涂層顯微硬度
鑒于涂層經高溫使用后的硬度變化,除對兩種涂層進行硬度檢測對比外,增加了一組經800℃保持5h高溫處理的粗粉涂層試樣。表3及表4分別為兩種底層、面層顯微硬度檢測值,表5為高溫處理前后粗粉涂層顯微硬度檢測值。
從表3、表4中看出,兩種粒徑粉末制備的底層及面層顯微硬度較為接近,差異不明顯,細粉涂層硬度稍高。
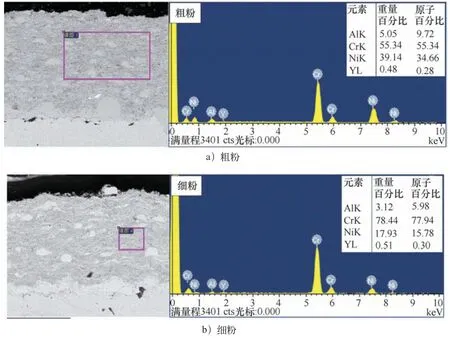
圖3 兩種涂層面層成分分析
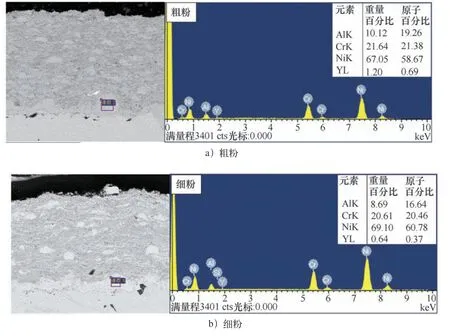
圖4 兩種涂層底層成分分析
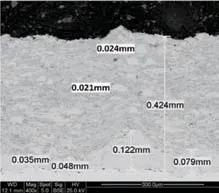
圖5 粗粉涂層厚度
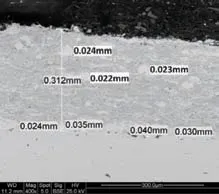
圖6 細粉涂層厚度
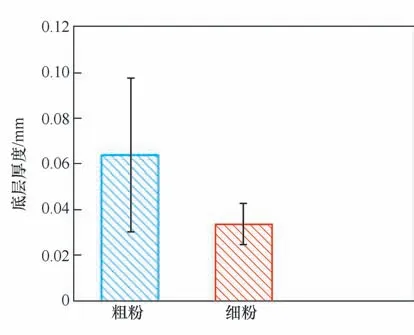
圖7 兩種涂層底層厚度均值及偏差
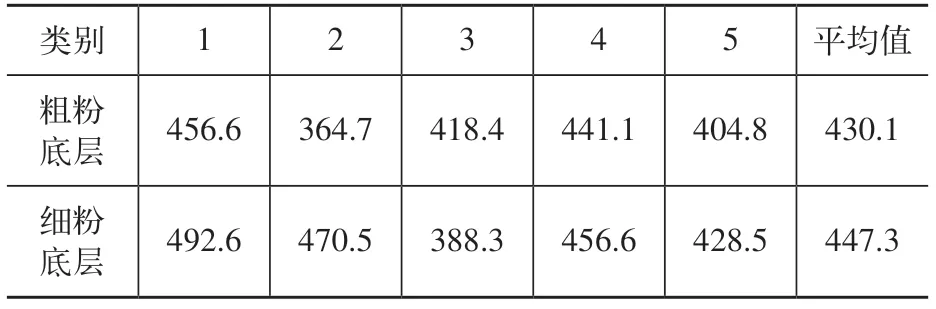
表3 兩種涂層底層顯微硬度 (HV)
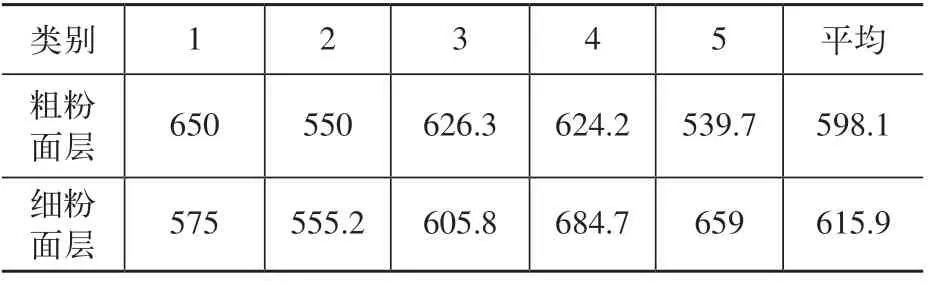
表4 兩種涂層面層顯微硬度 (HV)
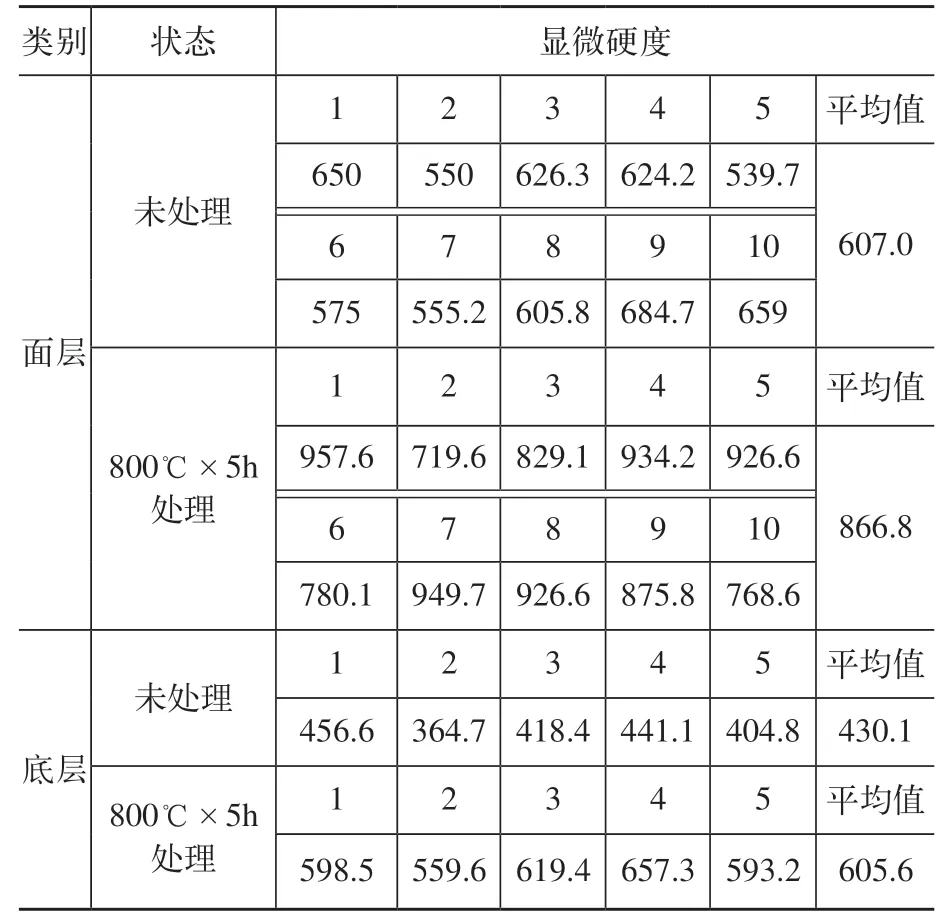
表5 高溫處理前后粗粉涂層顯微硬度 (HV)
由表5和圖8可以看出,經熱處理后無論是底層還是面層顯微硬度均顯著增加。
3.5 涂層結合強度
不同粒徑粉末制備涂層的結合強度見表6、如圖9所示,從中可以看出,兩種涂層的結合強度均滿足≥35MPa的技術指標要求,但底層采用細粉噴涂制備涂層的結合強度達58.7MPa,顯著高于底層粗粉制備涂層結合強度(39.7MPa)。
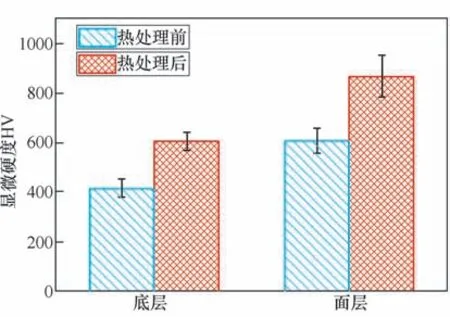
圖8 熱處理前后涂層硬度對比
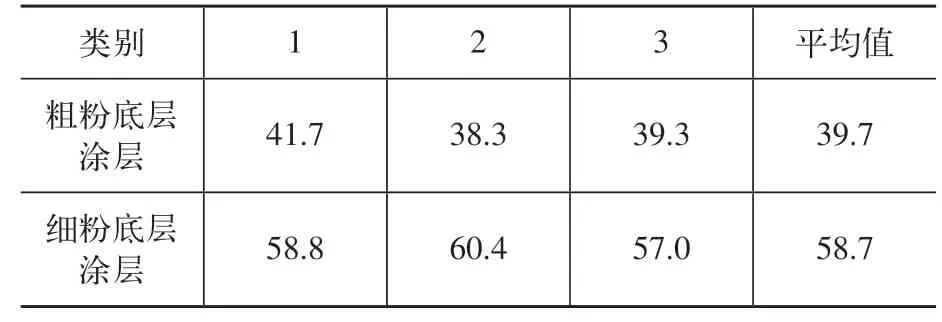
表6 不同底層粉末制備涂層結合強度 (MPa)
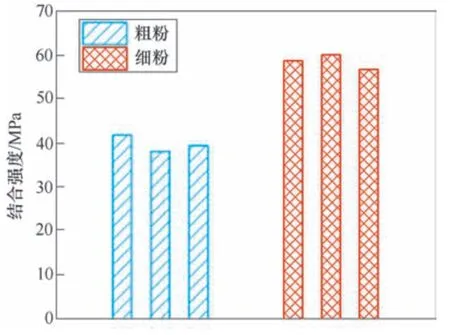
圖9 底層粗、細粉制備涂層結合強度
3.6 分析討論
在該零件中,對于涂層底層的厚度要求為10~80μm,實際噴涂加工過程中選用的NiCrAlY底層粉末牌號為Amdry962,其粒徑為53~106μm,該粉末粒徑較大且粒徑分布范圍較寬,單個粉末顆粒尺寸即可達到噴涂涂層厚度尺寸,而粒徑大于106μm的粉末占到1.0%。在噴涂過程中,大于80μm粒徑的粉末顆粒經噴涂后容易形成局部凸起形貌(見圖1、圖2中的底層凸起),而不規則的底層凸起形貌在后續噴面層時容易產生遮擋效應(見圖10),從而成為底層/面層界面處的薄弱點和裂紋源,導致在工作過程中涂層剝落。
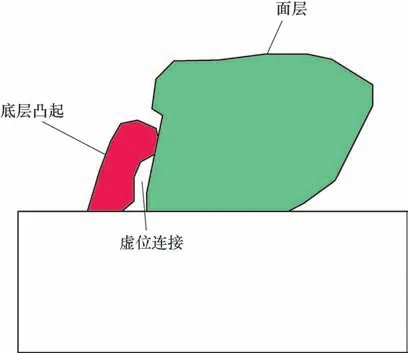
圖10 底層凸起與面層之間連接
4 結束語
1)兩種粒徑底層粉末制備的涂層顯微組織(孔隙率、未熔顆粒及界面污染物)、組成成分及顯微硬度差別不大,均符合工藝要求值。相較而言,細粉制備的涂層未熔顆粒及界面污染物指標稍低,且顯微硬度略高。
2)細粉底層的厚度均勻性顯著優于粗粉制備底層的厚度均勻性。
3)底層采用細粉制備的涂層結合強度可達58.7M P a,顯著高于粗粉制備涂層結合強度(39.7MPa)。
4)在零件后續噴涂加工中采用細粉制備涂層,零件涂層經試車后未再出現開裂、剝落問題,涂層質量穩定性顯著提高。
猜你喜歡
艦船科學技術(2022年16期)2022-09-22 02:15:00
北京航空航天大學學報(2021年6期)2021-07-20 07:23:54
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造技術與機床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學學報(自然科學版)(2017年1期)2017-03-20 15:25:18
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
