冷凍砂型高精高效制備過程研究
2021-05-27 01:03:08楊浩秦單忠德王怡飛
中國機械工程 2021年10期
楊浩秦 單忠德 劉 豐 王怡飛
1.南京航空航天大學材料科學與技術學院,南京,2100162.機械科學研究總院集團有限公司,北京,100044 3.先進成形技術與裝備國家重點實驗室,北京,100083
0 引言
冷凍砂型的高精高效制備過程是通過數字化無模冷凍鑄造成形技術實現的,該技術基于砂型三維CAD模型驅動,采用數控加工去除成形原理直接對冷凍砂型進行數字化切削加工,省去了實體原型或模具制造環節,避免了制模/翻模過程造成的砂型精度損失現象,縮短鑄造流程,實現了單件、小批量、復雜金屬件的快速制造[1-3]。
冷凍砂型的制備技術采用水做黏結劑,各種型砂顆粒(硅砂、鋯英砂等)作為耐火骨料。混有適量水分的型砂顆粒在低溫環境下凍結制備冷凍砂坯后,通過基于切削成形原理的數字化無模鑄造成形技術實現冷凍砂型的快速成形,澆注獲得合格鑄件[4]。在傳統鑄造行業中,木模/金屬模翻模制備鑄型制造周期長、尺寸精度低、污染排放大,難以滿足航空航天、國防軍工等復雜薄壁、高端鑄件的快速響應需求[5]。同時鑄造企業在砂型造型和制芯環節普遍采用黏土黏結劑、酚醛樹脂、呋喃樹脂和水玻璃黏結劑等作為砂型鑄造用黏結劑。這類黏結劑的使用嚴重影響鑄造車間的空氣質量和廢砂后續處理過程,亟需鑄造技術的數字化和綠色化變革[6]。本課題組創新性地提出數字化無模冷凍鑄造成形技術,該技術具有綠色化、數字化、精密化、柔性化和快速制造的特點,促進了鑄造行業的綠色轉型升級[7-9]。數字化無模冷凍鑄造成形技術是一種新型的綠色鑄造技術,澆注時冷凍砂型中的水分可以迅速蒸發,并能在金屬液凝固之前迅速逸出,不易產生氣孔等鑄造缺陷,澆注后冷凍砂型自行潰散,落砂非常簡單。同時,冷凍鑄造鋁合金輪轂件尺寸精度可達CT8級,冷凍鑄造試樣抗拉強度較樹脂砂型鑄造提高約11.2%,斷裂延伸率提高約26%[10]。
冷凍砂型的切削加工工藝參數對其尺寸精度和局域瞬態熱場的影響至關重要,同時局域瞬態熱場的精準調控是冷凍砂型長時、低溫制備工藝的重要技術。本文通過尺寸精度控制和局部瞬態熱場分析對冷凍砂型切削加工工藝參數(包括進給速度、主軸轉速、切削深度及切削寬度)進行聯合約束,優化得到適于冷凍砂型的持續低溫高精高效加工工藝參數,實現冷凍砂型的高精高效成形及高、中、低溫合金的快速綠色制造,推動數字化無模冷凍鑄造技術從基礎研究走向實際應用。
1 試驗材料及方法
1.1 試驗材料
本次試驗所測試的冷凍砂坯是預混質量分數為4%水的100目硅砂顆粒在-20 ℃下凍結后制備的,冷凍砂型的抗拉強度約為1.1 MPa,抗壓強度約為2.2 MPa,圖1所示為100目硅砂的粒徑分布,粒徑呈正態分布,主要集中在140 μm左右。銑削刀具采用數字化無模鑄造精密成形機配套的專用平頭銑刀,刀具直徑為16 mm,懸伸長度為200 mm。
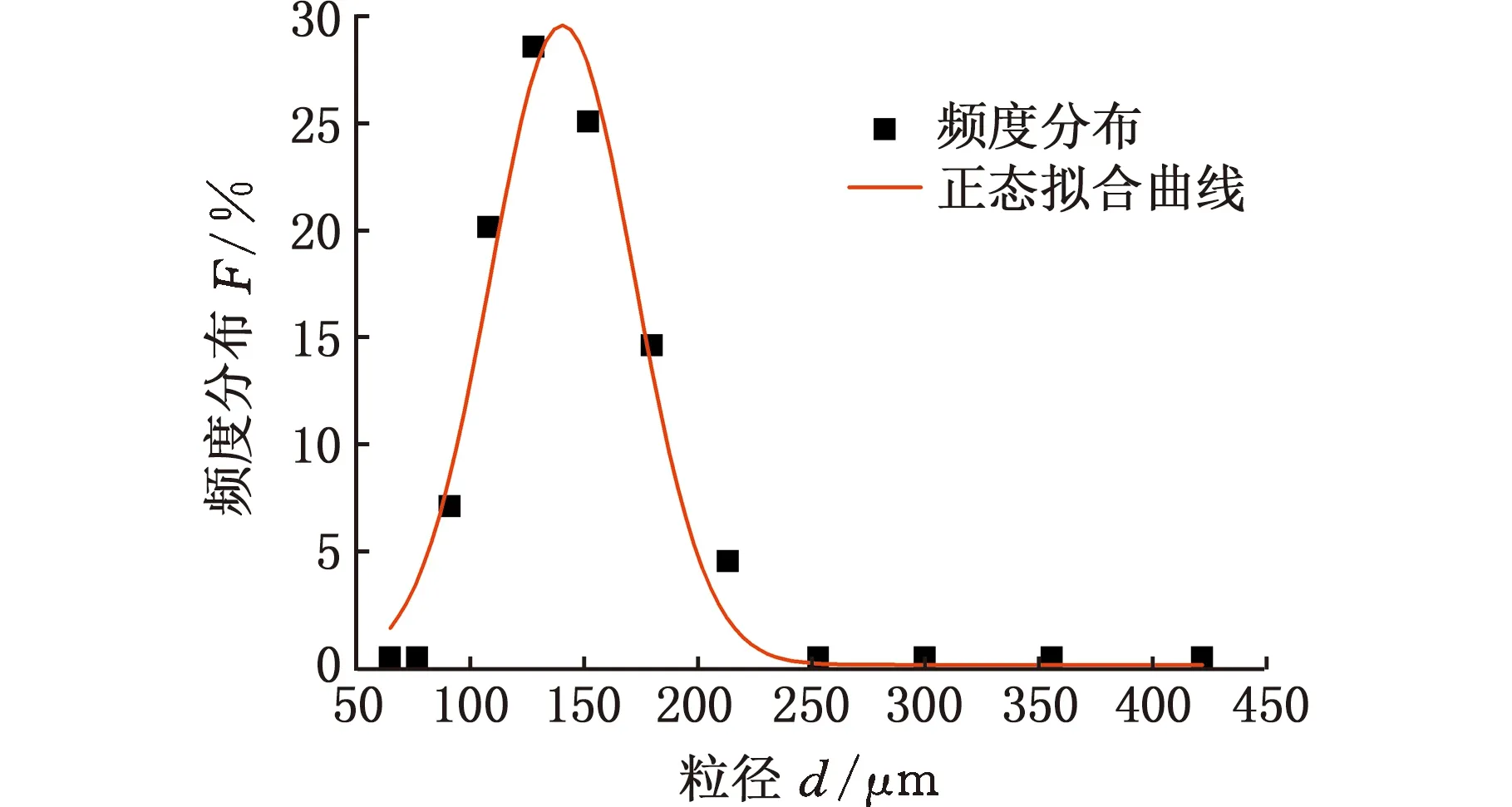
圖1 100目硅砂粒徑分布曲線Fig.1 Particle size distribution curve of 100 meshsilica sand
1.2 試驗方法
數字化無模冷凍鑄造成形工藝參數的選擇顯著影響冷凍砂型的成形尺寸精度和加工效率[11]。試驗過程中,假定各個切削加工工藝參數對冷凍砂型尺寸精度的影響規律相互獨立,不存在耦合關系。將制備的冷凍砂坯在不同工藝參數(進給速度在40~140 mm/s范圍內,主軸轉速在3000~8000 r/min范圍內,切削深度在1~6 mm范圍內,切削寬度在1.6~14.4 mm范圍內)下進行切削加工。為了測量冷凍砂型在不同切削加工工藝參數下的尺寸誤差,試驗中冷凍砂型的尺寸選擇為100 mm×100 mm×20 mm的立方塊。將不同切削加工工藝參數下加工的冷凍砂型采用藍光掃描儀對其表面輪廓進行掃描并與三維模型進行對比,使用Geomigic軟件對冷凍砂型的加工誤差進行分析,優化出合適的切削加工參數控制范圍,圖2所示為試驗用冷凍砂型精度測試藍光掃描儀。

圖2 冷凍砂型精度測試藍光掃描儀Fig.2 Blu-ray scanner for precision test of frozensand mold
在基于尺寸精度優化的冷凍砂型低溫制備的切削加工工藝參數控制范圍的基礎上,采用Flir紅外熱成像儀對各切削參數下冷凍砂型的局域瞬態熱場進行分析,該熱成像儀熱靈敏度小于0.10 ℃,測溫范圍為-40~650 ℃。在獲得多種切削參數區域瞬態溫度的基礎上,利用正交試驗法獲得各參數下區域瞬態熱場的溫度及切削參數影響顯著值。
2 試驗結果及討論
2.1 切削參數對冷凍砂型尺寸精度的影響
圖3所示為不同切削加工工藝參數下冷凍砂型尺寸精度變化規律。冷凍砂型的尺寸精度隨著刀具進給速度的變化呈現波浪式變化規律,進給速度過高時,切削過程易產生應力集中從而導致冷凍砂坯出現微裂紋,表現為包裹有多顆型砂顆粒的團狀型砂顆粒被切出,精度損失嚴重,如圖3a所示。因此兼顧砂型成形效率和加工尺寸精度的同時,選用銑削刀具最優進給速度為100~120 mm/s。當切削刀具主軸轉速過大時,刀具切削刃回彈力增大,后刀面對冷凍砂型的擠壓速度增大,影響切削穩定性,導致砂型尺寸精度變低[12],如圖3b所示,因此選用銑削刀具的最優主軸轉速為4000~6000 r/min。當切削刀具的切削深度過大時,較大的切削深度導致裂紋擴展到砂型自由表面的速度加快,切削過程中易出現裂紋和崩角現象,型砂顆粒出現“團聚”的脫離模式,造成冷凍砂型尺寸精度顯著下降[13],因此選用銑削刀具的最優切削深度為2~4 mm,如圖3c所示。當切削寬度大于8 mm時,冷凍砂型尺寸精度提高,因此選用銑削刀具的最優切削寬度為11.2~14.4 mm,即每次切削寬度約為刀具直徑的70%~90%,如圖3d所示。
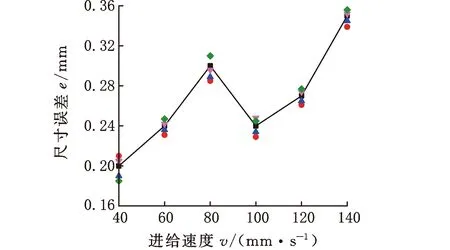
(a)進給速度
2.2 冷凍砂型切削區域瞬態熱場分析
冷凍砂型切削過程中產生的切削熱導致的切削區域溫度顯著升高是切削過程中存在的一個重要問題。區別于金屬領域切削基體為連續均勻介質的金屬,冷凍砂型是多孔介質的離散體系,其切削機理是切削加工過程中,刀具與離散型砂顆粒之間產生相互擠壓與碰撞作用,使型砂顆粒獲得足夠的初始速度和動能,脫離冰晶黏結橋的黏附作用而與周圍冷凍砂型分離。因此在冷凍砂型的型砂顆粒與切削刀具接觸瞬間,銑削刀具會產生瞬態熱量并顯著影響冷凍砂型的局部溫度場,進而顯著影響冷凍砂型的尺寸精度和表面質量,增加刀具的磨損程度并縮短刀具的使用壽命。本文在基于砂型尺寸精度優化出的加工參數的控制范圍基礎上,通過切削過程中的切削區域瞬態熱場分析進一步優化切削參數的變化范圍。
本研究采用光熱輻射法對多參數切削過程中的冷凍砂型局部瞬態溫度場進行測量。為了揭示不同的進給速度、主軸轉速、切削深度和切削寬度對冷凍砂型切削過程瞬態溫度場的影響規律,在根據砂型尺寸精度優化出的切削參數取值范圍中選用主軸轉速分別為4000 r/min、5000 r/min、6000 r/min,進給速度為100 mm/s、110 mm/s、120 mm/s,切削深度為2 mm、3 mm、4 mm,切削寬度為11.2 mm、12.8 mm、14.4 mm,對冷凍砂型進行加工,并對切削過程局部瞬態溫度場進行測量,獲得局部瞬態溫度。為了減少試驗次數,根據測量數據,進行四因素三水平的瞬態熱場正交試驗分析,表1為L(34)正交因素水平表。
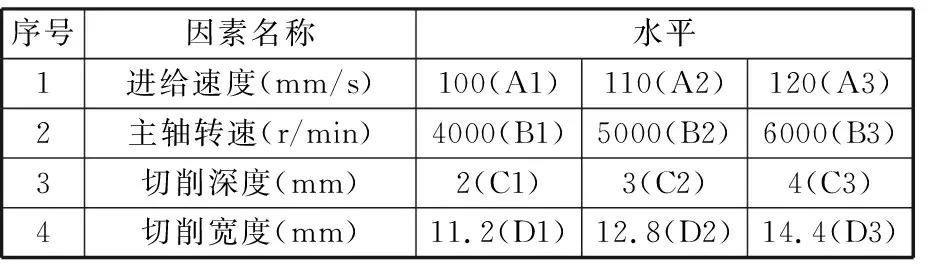
表1 L(34)正交因素水平表
圖4所示分別為實測第7組、第9組和第3組(表2)的切削區域局部瞬態溫度場,在采集過程中對每個切削參數下進行持續3 min左右切削區域的溫度場采集,對采集的溫度結果進行平均獲得該參數下的局部瞬態溫度場最終值。表2為L(34)試驗結果正交分析表,從中可以看出,不同的切削工藝參數下冷凍砂型局部溫度的變化范圍很大,最高可達-7.6 ℃(影響最大),最低為-16 ℃(影響最小)。通過9組切削工藝試驗溫度值的極差分析可知,冷凍砂型切削過程的最優加工工藝參數為A1B1C3D2,即在主軸轉速為4000 r/min、進給速度為100 mm/s、切削深度為4 mm、切削寬度為12.8 mm條件下進行切削加工,參數對冷凍砂型區域瞬態熱場影響最小,冷凍砂型尺寸精度較高。冷凍砂型切削區域熱場分析的正交試驗結果表明,進給速度的變化對冷凍砂型切削過程局部瞬態熱場的影響顯著,其次是主軸轉速、切削深度和切削寬度。
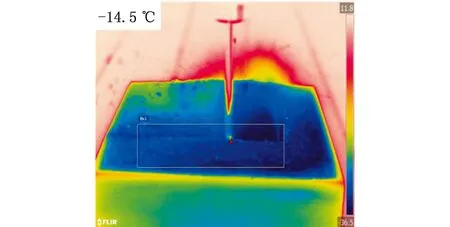
(a)第7組試驗
進給速度對冷凍砂型局部瞬態溫度場的影響比較顯著。這是因為當銑削刀具沿著型砂顆粒運動時,型砂顆粒與銑削刀具的表層發生劇烈的摩擦作用而產生大量的切削熱,由于進給速度很高,型砂顆粒中的熱量不能及時沿著凍結砂坯或銑削刀具傳出,導致切削部位的溫度顯著升高。另外隨著主軸進給速度的提高以及切削深度的增加,單位時間內銑削刀具接觸的冰晶黏結橋目數也增多,消耗的動能增大,產生的熱量也增多,導致冷凍砂型局部溫度顯著上升。
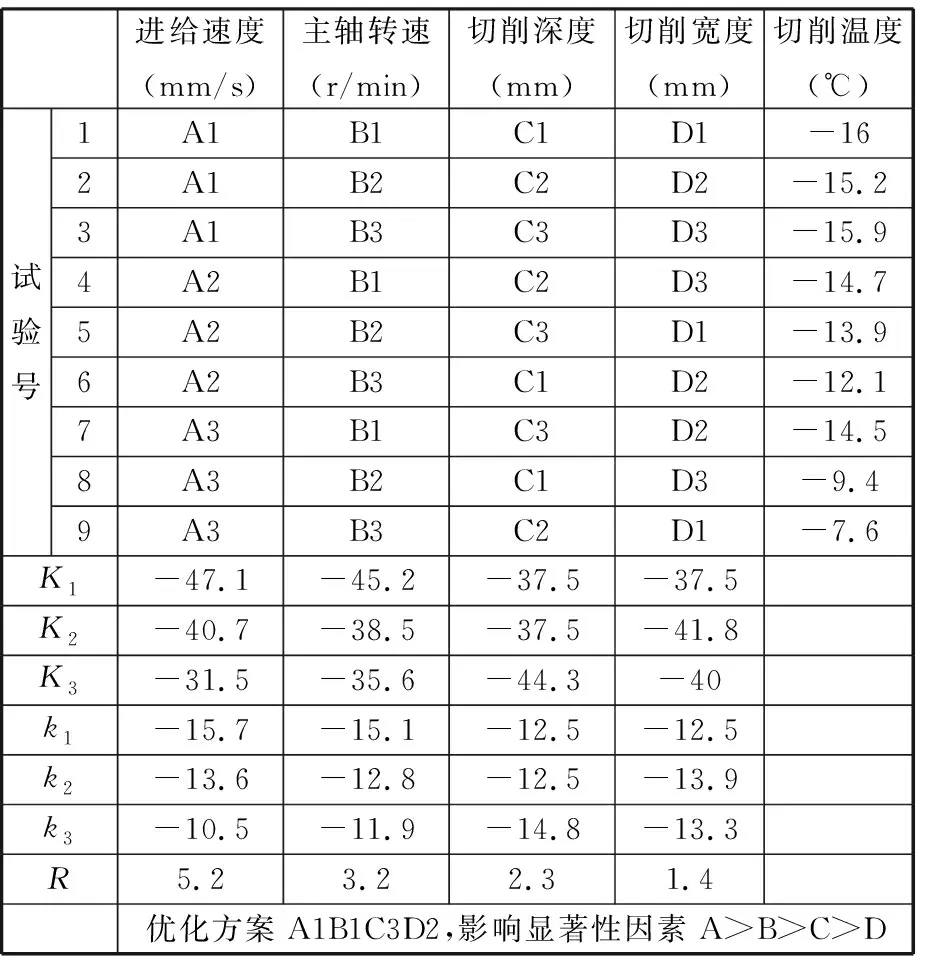
表2 L(34)試驗結果正交分析表
當冷凍砂型切削深度增加時,單位時間內切削的冷凍砂型砂屑量增大,刀具局部產生的切削熱和切削溫度也隨之上升。然而,從正交表的極差分析結果可看出,冷凍砂型局部的切削溫度隨切削深度的增大而增大的幅度較進給速度和主軸轉速的幅度小,這是因為隨著切削深度增加,每道次產生的型砂顆粒數量顯著增加,總體型砂顆粒的熱容量也增加,因此切削區域的溫度上升較進給速度上升的幅度小。在冷凍砂型的長時間切削加工過程中,隨著切削過程熱量累積,冷凍砂型的抗拉強度逐漸降低,顯著影響其尺寸精度,當冷凍砂型的抗拉強度低于0.8 MPa時,其切削精度逐漸變差。因此,在切削加工過程中,當主軸轉速為4000 r/min、進給速度為100 mm/s、切削深度為4 mm、切削寬度為12.8 mm時,冷凍砂型局域瞬態溫度較低,對冷凍砂型的強度影響較小,其切削尺寸精度較高。
2.3 冷凍砂型低溫制備熱場統計學分析
根據冷凍砂型切削區域的瞬態熱場分析優化的切削數據,即在主軸轉速5000 r/min、進給速度100 mm/s、切削深度4 mm、切削寬度12.8 mm條件下,對冷凍砂型進行較長時間切削加工過程溫度場采集。所采用的冷凍砂型的尺寸為350 mm×350 mm×200 mm的立方塊,并且是在-35 ℃的低溫環境下凍結而成(-20 ℃無法滿足長時制備)。在冷凍砂型的芯部選定測試點A,對冷凍砂型切削過程中的A處區域瞬態溫度進行采集,圖5所示為測試點A的位置。冷凍砂型切削過程溫度采集的時間間隔為0.5 s,最后對約10 000個數據的溫度采集值進行分析,結果如圖6所示。
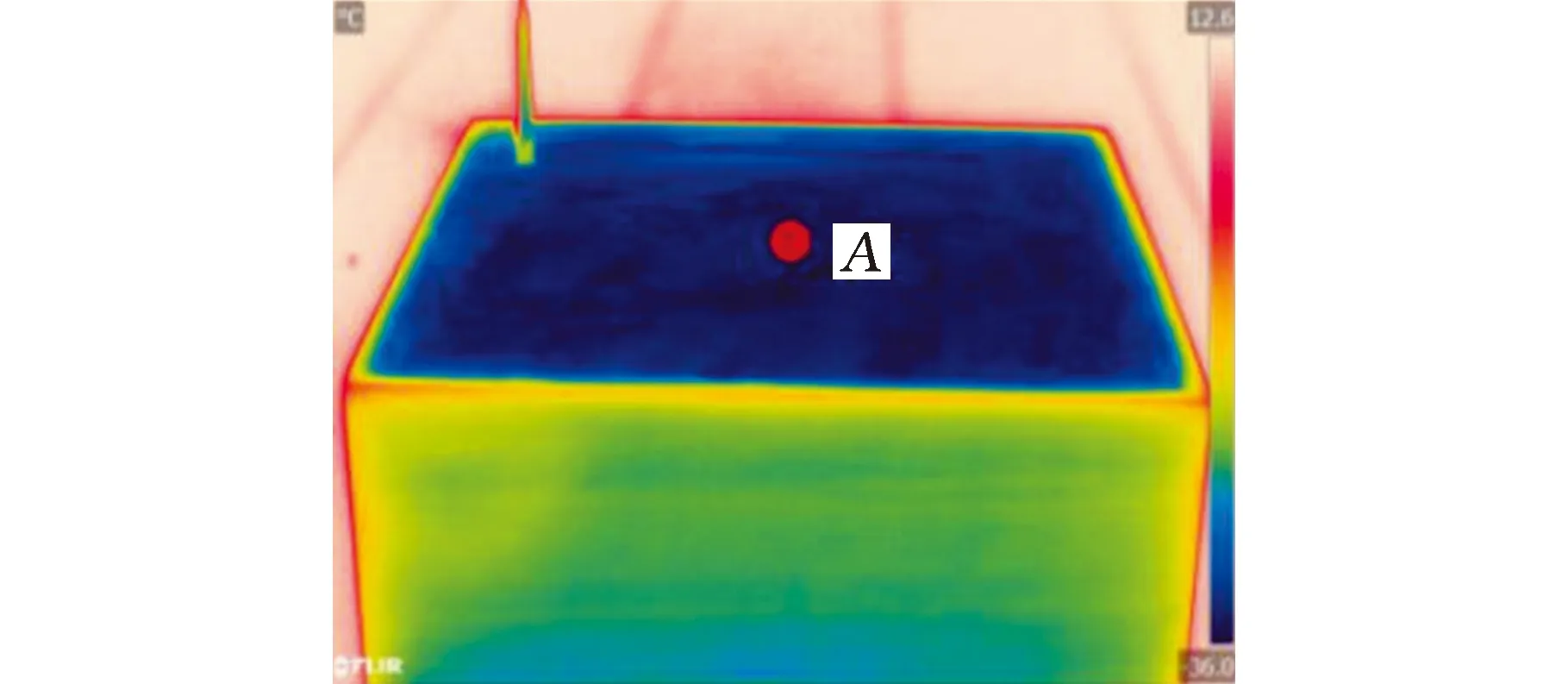
圖5 冷凍砂型切削過程溫度測試位置Fig.5 Temperature test position in the cutting processof frozen sand mold
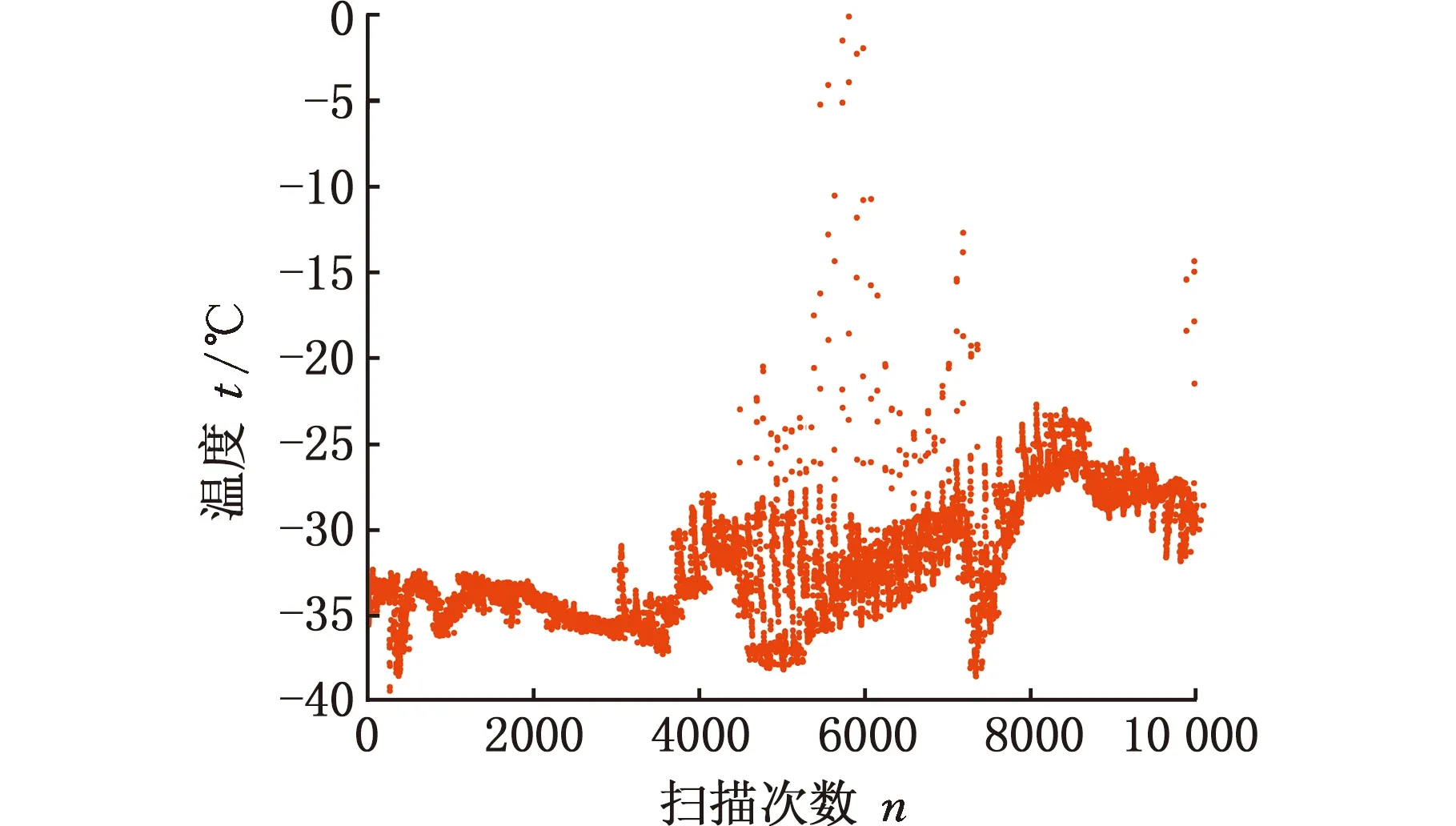
圖6 A點瞬態溫度試驗值Fig.6 Transient temperature experiment value ofpoint A
在統計學中,在5000 s的較長切削加工時間內,一般利用數據的置信區間對這個樣本的總體參數進行區間估計,置信區間表示的是被估計參數的真實值在一定概率下落在所測量結果附近的程度。對位置A處的溫度采集值進行統計學分析,發現溫度采集值平均值的95%的置信區間為[-29.1380,-29.0113],表明有95%的概率,最終測試的溫度值將落入最低-29.1380 ℃、最高-29.0113 ℃的區間內。因此,冷凍砂坯的預凍結溫度為-35 ℃時,基于瞬態熱場分析優化的切削參數加工的冷凍砂型局域溫度可保持在-29.1 ℃左右,此時可以保證冷凍砂型具備足夠的表面硬度和強度,刀具切削過程累積的熱量不會對冷凍砂型的整體切削精度產生影響,可以實現冷凍砂型長時間穩定的高精高效制造。同時,當冷凍砂型的含水量為4%、冷凍溫度低于-20 ℃時,冷凍砂型抗拉強度高于1.1 MPa,表面硬度高于70 g/mm2,透氣性高于68,冷凍砂型滿足鑄造用砂型性能需求,采用優化的切削加工工藝參數制備冷凍砂型(芯)并進行組裝,澆注獲得尺寸精度可達CT8級的鑄件,可實現高、中、低溫合金的快速綠色制造[4]。
3 結論
為實現冷凍砂型無模成形的高精高效制造,采用冷凍砂型尺寸精度控制和局域瞬態熱場分析對冷凍砂型的加工成形參數進行聯合約束。冷凍砂型切削區域熱場分析的正交試驗結果表明,進給速度的變化對冷凍砂型切削過程局部瞬態熱場的影響顯著,其次是主軸轉速、切削深度和切削寬度。在切削刀具進給速度為100 mm/s、主軸轉速4000 r/min、切削深度4 mm、切削寬度12.8 mm條件下,通過數字化無模成形技術制備出的冷凍砂型尺寸精度較高。采用優化參數對預冷溫度為-35 ℃的凍結砂坯進行5000 s的長時切削加工,溫度采集值的統計分析結果表明,其平均值的95%的置信區間為[-29.1380,-29.0113],冷凍砂型具備較高的強度和表面硬度,可實現冷凍砂型的高精高效低溫制備過程。