鏡面電火花加工試驗研究
2021-05-28 20:51:28高衍順
內燃機與配件 2021年8期
高衍順








摘要:本研究將從表面粗糙度的影響因素出發,結合我廠設備等技術水平,基于+GF+加工方案公司生產的FORM 20,對不同工件材料,從電極情況、加工形狀和加工參數等三方面進行驗證性加工試驗,并進行模具零件加工應用。
Abstract: This study will proceed from the influencing factors of surface roughness, combined with the technical level of our factory equipment, based on the FORM 20, produced by GF processing scheme company to different workpiece materials, The confirmatory machining test is carried out from three aspects: electrode condition, machining shape and machining parameters, and die parts processing application is carried out.
關鍵詞:鏡面電火花技術;塑壓模具;試驗
Key words: specular EDM;plastic press mold;test
中圖分類號:TH113? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2021)08-0209-02
0? 引言
我廠具備三臺精密數控電火花成型機床,均為GF加工方案公司生產的FORM 20。根據廠商資料,不使用混粉加工工藝的情況下,FORM 20機床能實現鏡面效果(Ra0.1μm)的最大面積為16cm2左右,具備一定的“混粉”鏡面電火花加工能力。同時,FORM 20機床具有智能化的電規準配制方法,可以使用專家系統自動生成。
1? 鏡面電火花加工前期驗證性試驗情況
1.1 Cr12MoV鏡面加工試驗情況
使用FORM 20精密數控電火花成型加工機床,進行Cr12MoV材料的鏡面電火花加工摸底試驗。
工件材料:Cr12MoV(相當于SKD 11、ASSAB XW-42);加工形狀:10mm×10mm;電極材料:紫銅;放電間隙:粗加工每面0.2mm,精加工每面0.1mm,試驗數據如表1。
經檢驗員按“+GF+”樣板比對,最佳表面基本符合12級,相當于Ra 0.4μm。(圖1)
實驗結論:Cr12MoV材料經過鏡面電火花加工后,表面粗糙度一般能達到Ra 0.4μm,無法形成良好的鏡面加工效果;隨著型腔深度的增加,底面表面粗糙度值逐漸增加,由Ra 0.4μm升高至Ra 0.8μm。
1.2 SKD-61鏡面加工試驗情況
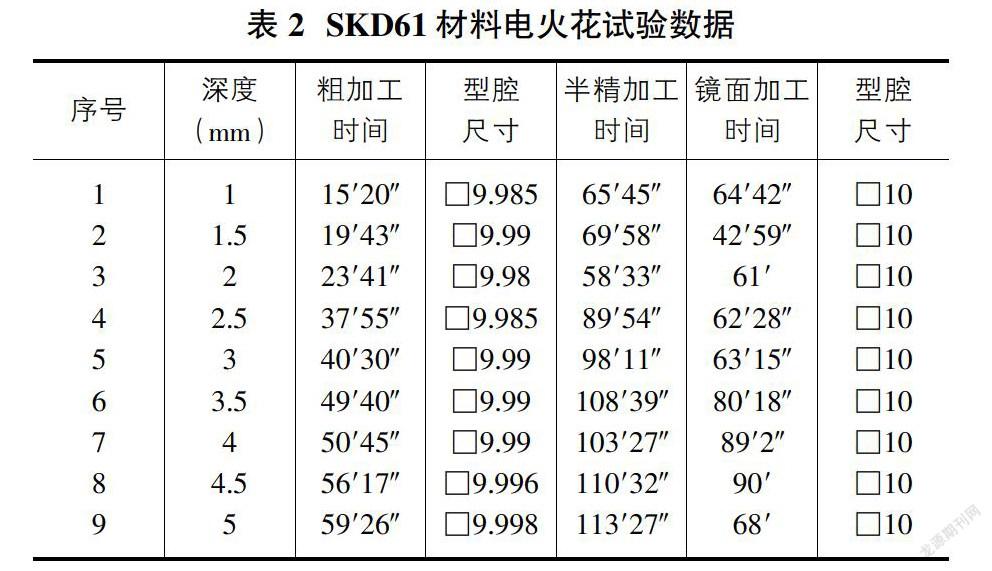
使用FORM 20精密數控電火花成型加工機床,進行SKD61材料的鏡面電火花加工摸底試驗。
工件材料:SKD61(相當于ASSAB? 8407);加工形狀:10mm×10mm;電極材料:紫銅;放電間隙:粗加工每面0.2mm,精加工每面0.1mm,試驗數據如表2。
經檢驗員按“+GF+”樣板比對,基本符合0級,相當于Ra 0.1μm。
對比示意表如表3。
試驗結論:SKD-61材料經過鏡面電火花加工后,表面粗糙度一般能達到Ra 0.1μm,能夠形成良好的鏡面加工效果。
2? ELMAX粉末冶金模具鋼鏡面電火花加工試驗情況
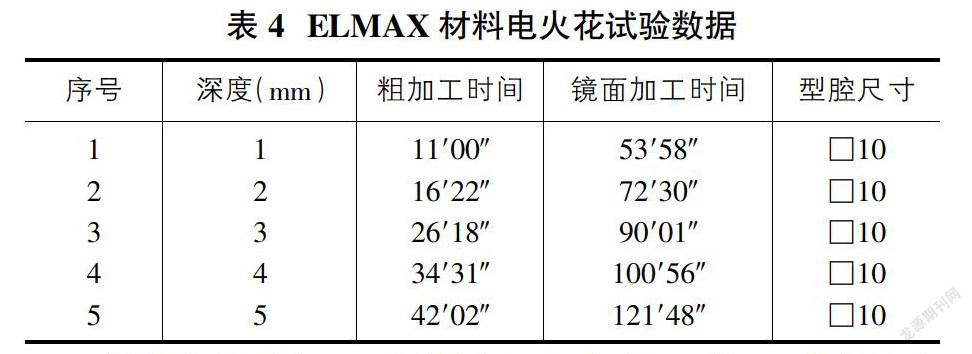
隨著新型材料的引入,使用FORM 20精密數控電火花成型加工機床,進行了ELMAX材料的鏡面電火花加工試驗。
工件材料:ASSAB ELMAX SUPERCLEAN;加工形狀:10mm×10mm;電極材料:紫銅;放電間隙:粗加工每面0.2mm,精加工每面0.1mm,試驗數據如表4。
經檢驗員按“+GF+”樣板比對,如圖2所示,基本符合0級,相當于Ra 0.1μm。
試驗結論: ELMAX材料經過鏡面電火花加工后,表面粗糙度一般能達到Ra 0.1μm,能夠形成良好的鏡面加工效果。
3? M390粉末冶金模具鋼鏡面電火花加工試驗情況
隨著新型材料的引入,使用FORM 20精密數控電火花成型加工機床,進行了M390材料的鏡面電火花加工試驗。
工件材料:BOHLER M390 MICROCLEAN;加工形狀:10mm×10mm;電極材料:紫銅;放電間隙:粗加工每面0.2mm,精加工及鏡面加工每面0.1mm,試驗數據如表5。
經檢驗員按“+GF+”樣板比對,如圖3所示,基本符合0級,相當于Ra 0.1μm。
試驗結論:M390材料經過鏡面電火花加工后,表面粗糙度一般能達到Ra 0.1μm,能夠形成良好的鏡面加工效果。
4? 鏡面電火花加工在塑壓模零件中的應用
根據模具制造需要,使用FORM 20精密數控電火花成型加工機床,對選用ELMAX的某模具成型零件分別進行普通電火花加工和鏡面電火花加工如圖4。經檢驗員按“+GF+”樣板比對,鏡面電火花加工后表面粗糙度基本符合3級,相當于Ra 0.14μm,如表6。通過零件加工型面的對比,可以發現孔周圍加工效果差于其余大面,這是因為受通孔影響,該處電極-工件間炭黑層分布減弱,無法較好的形成“混粉加工”,進而導致鏡面加工不均勻。
5? 結束語
本文以我廠現有資源為前提,對不同工件材料,從電極情況、加工形狀和加工參數等三方面進行驗證性加工試驗,在一定程度上減少了鉗工拋光工作量,需要與模具電動拋光技術結合,提高我廠塑壓模具生產效率和制造質量。后續,根據生產需求,在加工參數優化、工作液種類改進等方面還需要進一步探究。
參考文獻:
[1]曹鳳國.電火花加工技術[M].化學工業出版社,2005,8:126-128.
[2]尹占民.混粉鏡面電火花加工在模具制造中的應用研究[J].模具制造,2002,3:50-51.
[3]尹占民.精密型腔類模具的大面積鏡面加工方法[J].模具制造,2004,1:48-50.
[4]梁慶,伍端陽.鏡面電火花加工技術的研究與應用[J].制造技術與機床,2015,11:42-47.
[5]伍端陽,王雁.鏡面電火花加工的討論[J].模具工業,2007,1:70-72.
