3D 打印設備及3D 打印生產系統
2021-06-03 09:30:48楊建國田永剛王志剛
中國鑄造裝備與技術 2021年3期
楊建國,田永剛,王志剛
(共享智能裝備有限公司,寧夏銀川 750021)
1 背景
3D 打印(3D Printing)是快速成型技術的一種,它是一種以數字模型文件為基礎,運用粉末狀金屬或塑料等可粘合材料,通過逐層打印的方式來構造物體的技術[1]。相關技術提供的3D 打印設備的具體打印過程為:先在平臺上均勻的鋪一層粉末,打印頭掃描并在特定區域內噴射一種液料,使得噴射部位的粉末粘結在一起,此時平臺下降一定的層厚距離,重復上述步驟,直至完成所有層的鋪粉打印工作[2]。基于上述步驟的普遍特征在于,鋪粉和打印是分步驟依次完成的,存在等待時間,使得設備打印效率大大受限。如想提高效率,只能通過增大打印面積、提高鋪粉與打印速度、增加打印頭的寬度等方法來實現,但上述方法中增加打印面積會增加整個設備的制造難度,甚至無法實現;鋪粉與打印速度在達到特定的值后很難再提升[3]。上述方法只能小幅度的提升設備打印效率,遠遠不能滿足粉末3D 打印技術產業化推廣應用的要求。
2 系統解決方案
本文提供的3D 打印設備及3D 打印生產系統,緩解了現有技術中存在的鋪粉和打印是分步驟依次完成的,存在等待時間,使得單層鋪粉再打印周期較長,導致3D 設備打印效率大大受限的技術問題。
2.1 技術方案實施
本文提供的3D 打印設備,包括:框架,在所述的框架內形成工作區域;在所述的工作區域內設置有鋪粉裝置、打印裝置和運動裝置;所述的運動裝置同時驅動鋪粉裝置和打印裝置沿不同的運動路徑交錯運動,以實現鋪粉裝置與打印裝置同時進行鋪粉和打印[4]。所述的運動裝置包括:導向機構、驅動機構和檢測感應元件;驅動機構與導向機構連接,感應元件設置在導向機構上,用于檢測鋪粉裝置和打印裝置的位置。所述3D 打印設備還包括:構建平臺;鋪粉裝置的長度大于等于所述構建平臺的寬度。
2.2 實施過程
參照圖1,通過均勻鋪設一層粉末材料,同時噴射一層粘結劑的方式,逐層疊加,實現3D 實體構建,本文所述的3D 打印設備實現至少一組鋪粉裝置200 及至少一組打印裝置300 同時作業,且同一組內的鋪粉裝置200 與打印裝置300 可以同時工作,有效消除作業過程中的等待時間,實現不間斷鋪粉與打印,從而大幅提高打印效率,降低打印成本,為推進粉末3D 打印在各領域的產業化應用提供保障。
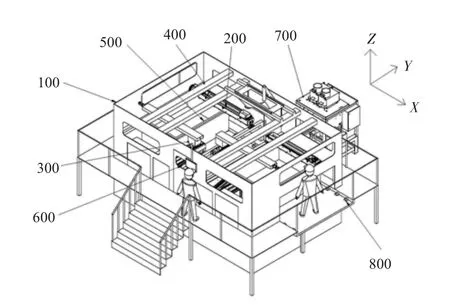
圖1 設備圖
鋪粉與打印工作可同時進行,不再有等待時間,可明顯提高打印效率;另一方面可以通過多個鋪粉裝置200 與多個打印裝置300 同時進行在工作區域內不同的構建平臺500 上打印工作,且每個構建平臺500 所打印的模型與布局方式都可按需個性化布置。
這里具體是通過需要在控制器內設定好預定的程序,至于控制器的選擇則為現有技術,主要是根據不同的需求對其控制器內的程序進行編程和調試,使得運動裝置400 可獨立驅動構建平臺500、鋪粉裝置200、打印裝置300 分別沿固定的方向與路徑動作,運動裝置400 可實現鋪粉裝置200 與打印裝置300 同時動作,且在特定的位置時,運動裝置400 可驅動鋪粉裝置200 與打印裝置300 錯開,并開始往復鋪粉與打印作業,且互不干擾。
當打印作業開始時,輸送裝置800 帶動至少一個構建平臺500 進入到各自獨立的至少一個工作區域內,鋪粉裝置200 先開始工作,沿第一方向正向(Y+方向)在構建平臺500 上方均勻鋪設一層可設定厚度的粉末,當鋪粉裝置200 完成一個打印裝置300 寬度的鋪粉行程時,與鋪粉裝置200 布置于同一工作區域的打印裝置300 開始沿著與鋪粉方向相垂直的方向第二方向正向(X+方向)在粉末層上方均勻噴射第一道粘結劑,打印裝置300 噴射粘結劑的過程中鋪粉裝置200 不間斷的正常進行鋪粉作業,當鋪粉裝置200 完成第二個打印裝置300 寬度的鋪粉行程時,打印裝置300 先沿鋪粉方向第一方向正向(Y+方向)移動一個打印裝置300 寬度的行程,再沿與噴射第一道粘結劑時打印裝置300 運動方向相反的反向即第二方向反向(X-方向)噴射第二道粘結劑,如此往復,直至鋪粉裝置200 與打印裝置300 完成第一層全部鋪粉與打印作業;此時,打印裝置300 沿與鋪粉裝置200 移動方向相垂直的方向移動至錯開鋪粉裝置200 長度的位置,以確保鋪粉裝置200 反向即第二方向反向(Y-方向)進行鋪粉作業時,不會與打印裝置300 相互干涉。同理,鋪粉裝置200 沿第一方向反向(Y-方向)完成一個打印裝置300 寬度的鋪粉行程時,與鋪粉裝置200布置于同一工作區域的打印裝置300 開始沿著與鋪粉方向相垂直的第一方向(X 向)在粉末層上方均勻噴射第一道粘結劑,當鋪粉裝置200 完成第二個打印裝置300 寬度的鋪粉行程時,所述打印裝置300 先沿鋪粉第一方向反向(Y-方向)移動一個打印裝置300 寬度的行程,再沿與噴射第一道粘結劑時打印裝置300 運動方向相反的反向噴射第二道粘結劑。如此往復,直至逐層完成后續所有層的鋪粉與打印,打印工作完成。該實施例的特征在于,所述鋪粉裝置200 與所述打印裝置300的錯開方式為豎直方向錯開。
2.3 試驗數據
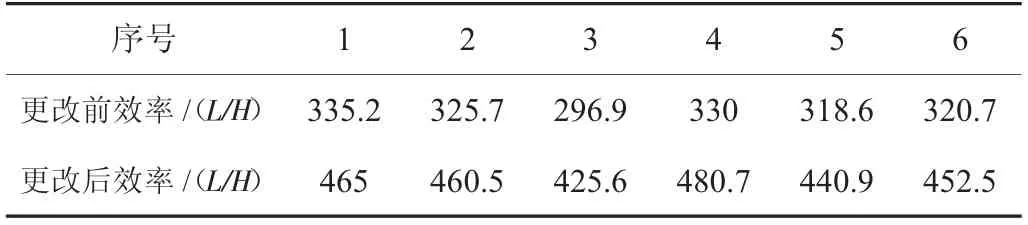
表1 更改后與更改前效率對比
3 結束語
經實際驗證:使用本文所述的打印過程,可以有效的減少打印裝置與鋪粉裝置之間的等待時間,實現鋪粉裝置和打印裝置沿不同的運動路徑交錯運動;打印效率約提升40%左右。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00
