3D 打印設備鋪平機構上有機碳鏈物質的產生與消除方法研究
2021-06-03 09:30:50張天揚撖俊虎
中國鑄造裝備與技術 2021年3期
張天揚,彭 凡,撖俊虎,劉 軼,馬 睿
(共享智能裝備有限公司,寧夏銀川750021)
1 背景
3D 打印設備作為目前鑄造轉型路上最前沿的技術,已經逐漸被各大企業應用于工業化領域。整機設備由鋪平機構、打印、混砂等幾個關鍵部分組成,其中鋪平機構作為設備關鍵結構部件,起到了至關重要的作用。鋪平機構對打印產品的質量影響是最直觀的,同時鋪平機構的各項工藝參數也直接影響著打印產品的密度、強度參數。鋪平機構是整個3DP 設備的大部件之一,主要是對進入料槽中含有固化劑的原材料通過螺旋桿進行輸送,使儲料槽中的打印原材料均勻分布,在整個打印過程中,原材料的使用是從頭至尾不間斷的,鋪平機構的運作是穿插在整個打印過程中的,鋪平機構的工藝、參數是直接影響到打印進程的效率和打印出來的砂芯質量,鋪平機構是3DP 設備中重要的一環節。
而在鋪平機構設備上,目前最棘手的問題就是工作表面與鋪平機構直接接觸的黑色有機碳鏈物質的產生和去除問題。黑色有機碳鏈物質本身是由樹脂固化劑反應生成的物質,生成的物質會不斷積累,附著在直接接觸的平面上,難以去除,并且難以控制。鋪平機構上的刮砂板是直接與砂面接觸的部件,因此對生產出來的砂型質量影響是最直接的。對以上黑色有機碳鏈物質的問題,有必要做深入研究。
2 鋪平機構介紹
2.1 系統組成
鋪平機構,又叫做鋪砂器。其組成結構如圖1所示。
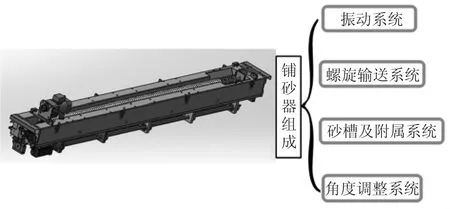
圖1 鋪平機構組成圖
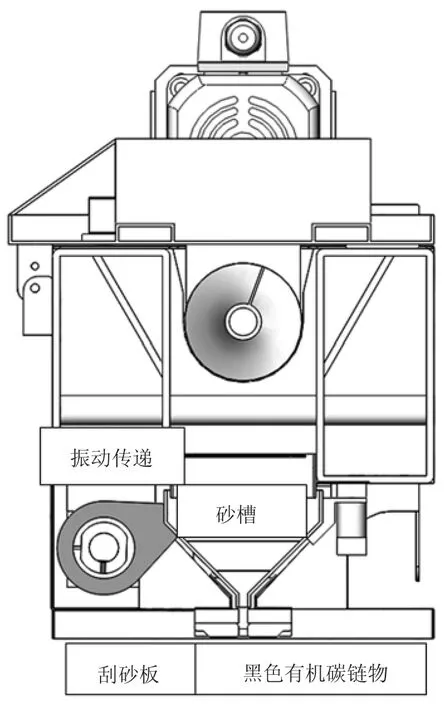
圖2 鋪平機構橫向剖面圖
2.2 鋪平機構下料及鋪平方式
儲料槽中儲存的砂子,通過設計好角度、結構的儲料槽與通道,將原材料可控的下落到工作面上,在此過程中鋪平機構做往復的直線運動,將持續下落的原材料,均勻的鋪在整個工作面上。在鋪平的過程中,鋪平機構的刮砂板直接與砂面接觸。通常鑄造3D 打印過程使用的原材料為砂子。
3 黑色有機碳鏈物質研究
3.1 黑色有機碳鏈物質產生過程跟進
第一個階段:表面粗糙,目視有明顯的白色物質在刮砂板上,沾水用布很容易擦掉。第一階段產生的時間大約在1~3h 之間,表面目視明顯可見的霧狀白色物質,隨著時間的增加,厚度逐漸增加。
第二個階段:部分位置開始泛黃綠色,表面粗糙,出現條紋狀(方向與擦洗方向一致),沾水布不容易擦掉。隨著時間的增加,表面物質的顏色逐漸加深,表面黃色物質的厚度也逐漸增加。該階段形成的時間在3~6h 之間。
第三個階段:泛黃的地方開始成片出現,表面粗糙。6h 后,黃色物質的面積逐漸擴大,并覆蓋整個板面。
第四個階段:泛黃的區域開始擴大,表面粗糙。黃色物質粘性消失,取而代之的是凝結的黑色有機碳鏈物質。使用水、布基本清潔不掉,需要使用平鏟刮掉。
泛黃的區域開始變黑,表面粗糙度變大,并開始沾砂子。
3.2 樹脂固化劑反應原理
呋喃樹脂在機械工業中發揮著非常重要的作用,尤其在鑄造生產中充當粘結劑的作用。液態的呋喃樹脂遇到酸時會發生縮合反應,形成體型結構而固化。在室溫下,將一定量的呋喃樹脂、酸性固化劑、鑄造用砂進行混合而自行硬化。在聚合反應過程中,分子間縮水聚合,并產生大量的熱量,加上混合的雜質中含碳物質脫水和加熱,會導致部分雜質碳化并發黑。呋喃樹脂的反應方程式主要分為兩大類,氧化破裂和非氧化破裂。其主要方式如下圖所示[1,2]。

圖3 鋪平機構工作流程圖
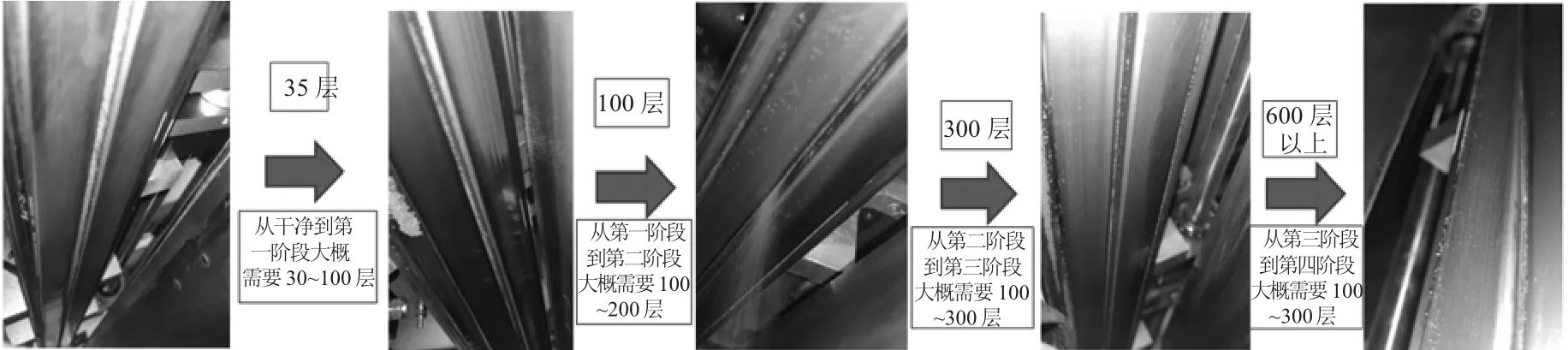
圖4 黑色有機碳鏈物質產生過程圖
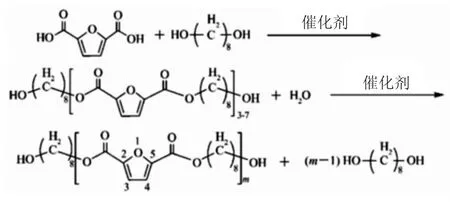
圖5 樹脂反應化學式
同時參與反應的固化劑的組成主要是工業制備的二甲苯磺酸,二甲苯的工業制備需要原材料為:二甲苯(工業級)、濃硫酸(工業級)等,其中濃硫酸具有脫水性,含碳雜質很容易出現脫水碳化的現象,從而形成黑色有機碳鏈物質。在鋪平機構運動的過程中,含碳物質逐層的附著在刮砂板上,含碳物質在樹脂和固化劑發生聚合反應的過程中脫水碳化,最終積累在刮砂板上,導致成片的黑色有機碳鏈物質產生[5]。
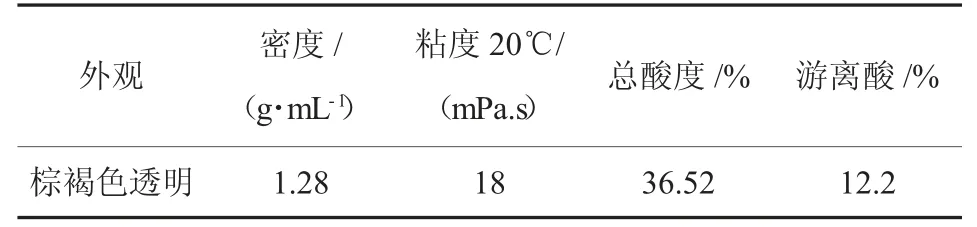
表1 固化劑性能指標
3.3 黑色有機碳鏈物質的分類
按照黑色有機碳鏈物質的形成階段,大致分成3 個類型:(1)前期的白色物質;(2)中期的黃色物質;(3)后期的黑色有機碳鏈物質。
前期的白色物質,較薄一層,附著在刮砂板上,不沾手,不沾砂子刮板表面鏡面反光消失。對砂型的表面質量基本不造成影響。此階段的白色物質主要是未發生反應的樹脂、固化劑。
中期的黃色物質,是樹脂固化劑反應的開始階段,此時的刮板表面一般較粘稠,容易沾手,容易粘砂子,此階段的黃色物質對打印砂型的質量影響最大。
后期的黑色有機碳鏈物質,固化,結痂而不沾手,此階段的黑色有機碳鏈物質基本為固體,是反應基本完成的生成物質,此階段的生成物質,化學性質較為穩定,且對砂型的表面質量影響較小。
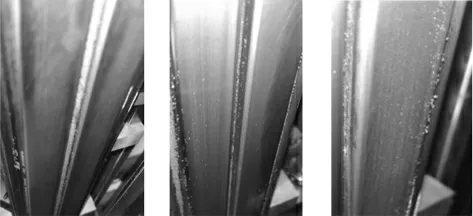
圖6 黑色有機碳鏈物質的前、中、后期(左中右)
3.4 黑色有機碳鏈物質產生原因分析
原因分析方法采用最基本的人機料法環分析法。人機料法環是對全面質量管理理論中的五個影響產品質量的主要因素的簡稱。人,指制造產品的人員;機,制造產品所用的設備;料,指制造產品所使用的原材料;法,指制造產品所使用的方法;環,指產品制造過程中所處的環境[4]。
人:現場操作人員是否對設備進行定期維護,是否有對黑色有機碳鏈物質的產生周期,產生頻率做記錄,出現問題后,是否有及時的反饋給技術人員進行處理等,現場無人清理——無工藝要求,無文件,無指標,執行力差。
機:刮砂板表面粗糙度太大,同時刮砂板使用壽命低(耐磨材料),刮砂板表面缺少保護膜。
用于清理刮砂而板設計的噴水蠕動泵,不噴水或噴水連續性差,導致清理不干凈,清理不徹底。
料:砂子本身的問題,砂子來料問題,樹脂灰混的較多,導致打印頭噴出的樹脂滲透不下去,停留在表面。
法:沒擦干凈的樹脂——主要是毛巾上的殘留,其次是頂升的力度(壓縮量),需要定時清理毛巾,或設計新的結構(快換、滾輪循環)。
清掃刮砂板的清理海綿厚度不達標,導致擦洗時壓縮力度不夠——需要制定更換周期表、點檢記錄表,確保及時更換。
環:環境的溫濕度、車間的空氣質量等級,是否能達到設備使用的正常水平。

圖7 魚骨圖[3]
3.5 黑色有機碳鏈物質產生原因
產生的根源:根據顏色可以看出。其成分主要是樹脂、少部分是固化劑。打印頭在砂面上噴樹脂,噴完大概不到3s,鋪平機構開始鋪砂,砂面上基本上大部分的樹脂都被帶到刮砂板上了。隨后清掃機構開始清理刮砂板,噴出的樹脂殘留在刮砂板上,清掃機構擦掉一大部分,全部殘留在毛巾上,第二次擦拭的時候,又有一部分被帶到了刮砂板上,再加上砂子里的固化劑,固結在刮砂板上。
產生原因:(1)沒擦干凈的樹脂;(2)毛巾上殘留的樹脂;(3)頂升行程是可以的,但是海綿厚度隨時間逐漸變小,導致清潔力度不夠;(4)現場無人清理,逐漸積累;(5)新刮砂板基本不產生黑色有機碳鏈物質,與刮砂板表面粗糙度有關;(6)噴水的蠕動泵不可控,過程中沒有控制,導致現場實際情況很亂,有的噴水,有的根本不噴水,有的噴水量過大;(7)砂子吸附樹脂的能力變差了,導致樹脂浮在表面;(8)現場產生推砂、拉砂的情況,導致砂子混合物大量的粘在刮砂板上;(9)刮砂板角度調整不正確,導致一個刮砂板接觸到了工作平面,增加了粘砂子的風險。
4 項目實施
4.1 試驗安排
跟進前期的理論分析調研,現針對性的對以下幾個方向分別開展驗證性實驗:
(1)黑色有機碳鏈物質擦洗優化,采用回彈性更好的擦洗緩沖。
(2)黑色有機碳鏈物質擦洗介質,采用更耐磨、更廉價、更有效的材料。
(3)采用噴水更連續、噴水調節范圍更廣的噴頭。
(4)刮砂板采用更耐磨、更優質的材料。
4.2 試驗簡介
試驗項目的介紹如表2 所示。
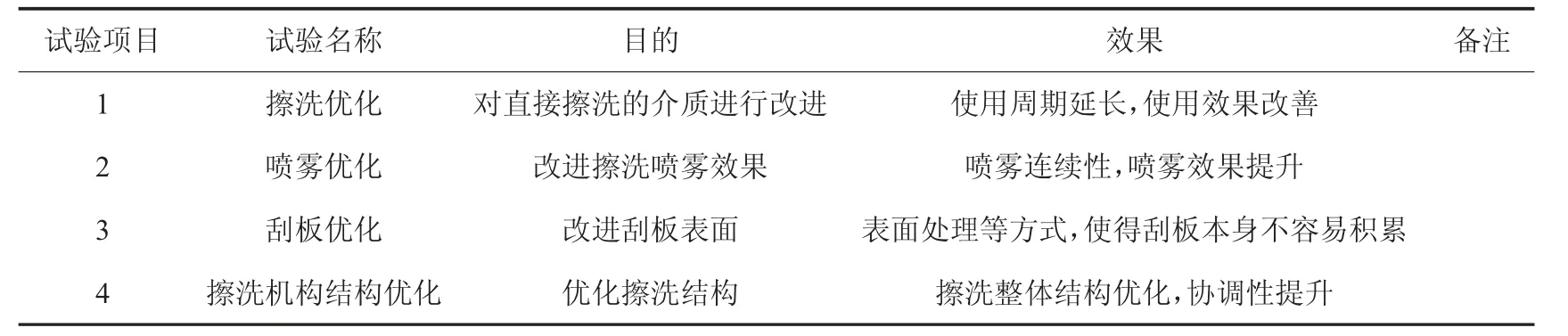
表2 試驗項目介紹
5 結果與分析
5.1 安裝完成后的效果
整個過程從人、機、料、法、環5 個角度出發分析和改善。到目前為止,黑色有機碳鏈物質的產生有很明顯的改善。首先通過清掃擦洗布的變更,增加了材料的耐磨性,改善了黑色有機碳鏈物質的擦洗效果。通過改善噴霧結構,使得噴霧量、噴霧范圍、噴霧時間可控,從而使得擦洗布的干濕程度得到控制,最終改善了擦洗第一、第二階段黑色有機碳鏈物質的效果。通過改進刮砂板表面處理,使得刮砂板變得不容易積累黑色有機碳鏈物質,也降低了黑色有機碳鏈物質的產生頻率。
5.2 總結
本次鋪平機構的優化方向重點在于對黑色有機碳鏈物質的研究。此問題研究需要達到的最終效果包括:砂面平整度好、砂面質量、砂型質量性能高等。鋪平機構裝置的優化可以大大提高3D 打印機整體性能。
鑄造用工業級砂型3D 打印設備新型鋪砂裝置,雖然在國內處于領先地位,但是,較國際頂尖3D 打印機廠家還有差距,除了人員技術之外,配套設備也相對落后,因此,伴隨著中國2025 制造理念的誕生,中國從制造大國向制造強國轉型升級,作為3D 打印機核心零部件的鋪砂技術,更是要向智能化的方向邁進。
