可運(yùn)行兩種規(guī)格砂箱的靜壓造型線設(shè)計(jì)
2021-06-03 09:30:52劉開舉李來升趙林棟韓冬生包艷青楊建國
中國鑄造裝備與技術(shù) 2021年3期
劉開舉,李來升,趙林棟,韓冬生,包艷青,楊建國
(1.國機(jī)鑄鍛機(jī)械有限公司,山東濟(jì)南 250306;2.濟(jì)南鑄鍛所檢驗(yàn)檢測科技有限公司,山東濟(jì)南 250399)
靜壓造型是上世紀(jì)八十年代發(fā)展起來的鑄造工藝,是目前可預(yù)見技術(shù)條件下所能達(dá)到的比較完美、先進(jìn)的濕砂造型方法,其實(shí)質(zhì)就是氣流預(yù)緊實(shí)與壓實(shí)造型工藝相結(jié)合[1]。
靜壓造型技術(shù)具有工藝優(yōu)良、適用范圍廣、綜合性能強(qiáng)等優(yōu)點(diǎn)。20 世紀(jì)90 年代初期,日本SINTO 公司開發(fā)出靜壓造型技術(shù),克服了氣沖造型鑄型背面緊實(shí)度低、砂箱高度有效利用率不高、散落砂多等問題,已逐步取代氣沖造型,得到愈來愈廣泛的應(yīng)用[2]。
經(jīng)過幾十年的發(fā)展和應(yīng)用,尤其是近10 年我國鑄造業(yè)的飛速發(fā)展,靜壓造型線的數(shù)量越來越多。國內(nèi)正常生產(chǎn)的靜壓造型線約有一百余條,主要有全進(jìn)口、全國產(chǎn)和主機(jī)進(jìn)口輔機(jī)國產(chǎn)等三種形式。靜壓造型線運(yùn)行的好壞直接影響到鑄造廠的經(jīng)濟(jì)效益,直接關(guān)系到鑄造車間其他工部效率的發(fā)揮。造型線是鑄造生產(chǎn)的核心,造型線的擁有量及其水平反映出一個國家機(jī)械工業(yè)的科技水平[3]。
目前無論是進(jìn)口設(shè)備還是國產(chǎn)設(shè)備,一條靜壓造型線上基本只能運(yùn)行一種規(guī)格的砂箱,這樣就需要鑄造廠在方案設(shè)計(jì)階段就要充分考慮到實(shí)際的鑄件產(chǎn)品種類和生產(chǎn)需求,并且隨著市場的變化,一條生產(chǎn)線很難適應(yīng)變化較大的鑄件生產(chǎn)需求。本文通過設(shè)計(jì)一種可更換砂箱厚度的靜壓造型線,能夠運(yùn)行兩種不同厚度規(guī)格的砂箱,這種新的設(shè)計(jì)思路使得一條靜壓造型線能夠發(fā)揮兩條靜壓造型線的功能,給鑄造廠帶來更多的選擇,提升了市場競爭力。
1 總體方案
靜壓造型線可以運(yùn)行兩種不同厚度規(guī)格的砂箱,砂箱內(nèi)尺寸分別為1100 mm×1050 mm×380 mm/320mm和1100mm×1050mm×260mm/320mm,兩種砂箱的下砂箱規(guī)格相同,上砂箱厚度不同。靜壓造型線采用上下箱不分道的布線形式,根據(jù)鑄件箱內(nèi)冷卻時間1.5h 的要求布置了2 條冷卻線,同時預(yù)留了第三條冷卻線的空間,為后續(xù)冷卻線擴(kuò)容增加了可能,冷卻線兩端推送機(jī)構(gòu)均采用轉(zhuǎn)運(yùn)車車載推緩油缸形式。為節(jié)約成本,下砂箱和兩種規(guī)格的上砂箱分別加工制作了1 套,下砂箱通用,上砂箱根據(jù)實(shí)際生產(chǎn)要求,在線通過人工的方式完成上砂箱的更換作業(yè)。
2 工藝流程
根據(jù)總體方案的設(shè)計(jì)思路,采用上下箱不分道的形式,設(shè)計(jì)了靜壓造型線的工藝布置圖,如圖1 所示。該靜壓造型線包括造型下芯段、返回澆注段、冷卻段等。

圖1 靜壓造型線工藝布置圖
造型下芯段是指造型段和下芯段在同一條道上,主要包括靜壓造型機(jī)、分箱機(jī)、內(nèi)壁清理機(jī)、分箱推送缸、分箱轉(zhuǎn)運(yùn)車、造型滾道、造型翻轉(zhuǎn)機(jī)、上箱翻轉(zhuǎn)機(jī)、銑澆口機(jī)、鉆氣孔機(jī)、合箱機(jī)、合箱轉(zhuǎn)運(yùn)車、合箱緩沖缸等。分箱轉(zhuǎn)運(yùn)車將空砂箱轉(zhuǎn)運(yùn)至分箱機(jī),分箱機(jī)將上、下砂箱依次分開抱起,內(nèi)壁清理機(jī)對空砂箱內(nèi)壁進(jìn)行清理,通過分箱推送缸將砂箱依次推入靜壓造型機(jī)等待造型;靜壓造型機(jī)的舉升機(jī)構(gòu)將砂箱舉起,依次完成接箱、加砂、靜壓、壓實(shí)和下降脫模等工作,完成造型;隨后完成造型的砂箱被推出,造型翻轉(zhuǎn)機(jī)對每個砂箱翻轉(zhuǎn)180°;銑澆口機(jī)對上砂箱砂型背面銑出澆口杯,鉆氣孔機(jī)對上砂箱砂型背面鉆出排氣孔;上箱翻轉(zhuǎn)機(jī)對上砂箱翻轉(zhuǎn)180°;在造型翻轉(zhuǎn)機(jī)和上箱翻轉(zhuǎn)機(jī)之間是下芯工位,可以完成放置砂芯、澆注過濾網(wǎng)等工作;然后翻轉(zhuǎn)后的上箱和下好芯的下箱被依次推入合箱機(jī),合箱機(jī)分別將上箱抱起下放至下砂箱上,完成合箱。
返回澆注段是指返回段和澆注段在一條道上,主要包括設(shè)置在冷卻轉(zhuǎn)運(yùn)車上的返回線推送缸、捅箱機(jī)、臺面清掃機(jī)、鎖箱鉤機(jī)構(gòu)、設(shè)置在冷卻轉(zhuǎn)運(yùn)車上的澆注線緩沖缸等。冷卻完成的砂箱通過冷卻轉(zhuǎn)運(yùn)車轉(zhuǎn)運(yùn)至返回線上,返回線推送缸將砂箱推入捅箱機(jī)內(nèi),捅箱提箱缸將砂箱抱起,捅箱移動缸將砂箱轉(zhuǎn)運(yùn)至捅箱位,捅箱缸自下向上將砂箱內(nèi)的砂胎捅出,砂胎推送缸將砂胎推送至落砂機(jī)上,捅箱缸下降,空砂箱返回至返回線上,完成捅箱;分箱轉(zhuǎn)運(yùn)車將空砂箱轉(zhuǎn)運(yùn)至分箱機(jī)內(nèi),開始進(jìn)入下一個造型循環(huán);臺面清掃機(jī)伸出將臺車上的砂子清掃干凈;合箱轉(zhuǎn)運(yùn)車將合好的砂箱臺車轉(zhuǎn)運(yùn)至返回線準(zhǔn)備進(jìn)入澆注段;進(jìn)入澆注段后由鎖箱鉤機(jī)構(gòu)對砂箱兩側(cè)的箱鉤鎖緊;砂箱被推入澆注段后,通過人工或澆注機(jī)對合好的砂型進(jìn)行澆注;完成澆注的砂型通過冷卻轉(zhuǎn)運(yùn)車轉(zhuǎn)運(yùn)至冷卻段進(jìn)行冷卻。
冷卻段包括2 條冷卻線、軌道系統(tǒng)、定位機(jī)構(gòu)、冷卻廊等。澆注完成的砂箱被轉(zhuǎn)運(yùn)至冷卻線后進(jìn)行一定時間的冷卻,冷卻時間由生產(chǎn)率和冷卻線的數(shù)量確定,經(jīng)過冷卻后的砂箱被冷卻轉(zhuǎn)運(yùn)車轉(zhuǎn)運(yùn)至返回段,開始下一個捅箱循環(huán)。
3 滿足設(shè)備運(yùn)行的設(shè)計(jì)和調(diào)試措施
為了滿足一條靜壓造型線能夠運(yùn)行兩種不同厚度規(guī)格的砂箱,對多個機(jī)構(gòu)和控制系統(tǒng)進(jìn)行了創(chuàng)新設(shè)計(jì)和結(jié)構(gòu)改進(jìn)。本項(xiàng)目兩種規(guī)格的砂箱中下砂箱尺寸一樣,上砂箱厚度相差120mm。
3.1 設(shè)置不同高度的型板框
根據(jù)上砂箱的厚度分別為380mm 和260mm,則對應(yīng)的型板框高度也相差120mm,下砂箱對應(yīng)的型板框高度固定不變。在靜壓造型機(jī)內(nèi)舉升造型的過程中,舉升油缸的行程均相同,這樣的設(shè)計(jì)既保證了正常的造型工作,又不改變靜壓造型機(jī)的結(jié)構(gòu)。
3.2 使用編碼器代替感應(yīng)開關(guān)
由于上砂箱的厚度不同,分箱機(jī)在分箱抱起上砂箱時,機(jī)械手下降的位置也是不一樣的,兩種上砂箱就有兩個抱箱位。為了更加準(zhǔn)確地保證機(jī)械手下降位置,選用了編碼器控制方式,如圖2 所示。同時在操作屏上設(shè)置兩個位置的數(shù)值,根據(jù)實(shí)際在線的砂箱厚度,程序自動調(diào)用相應(yīng)的位置高度,來控制分箱機(jī)機(jī)械手下降高度,完成抱箱提升。
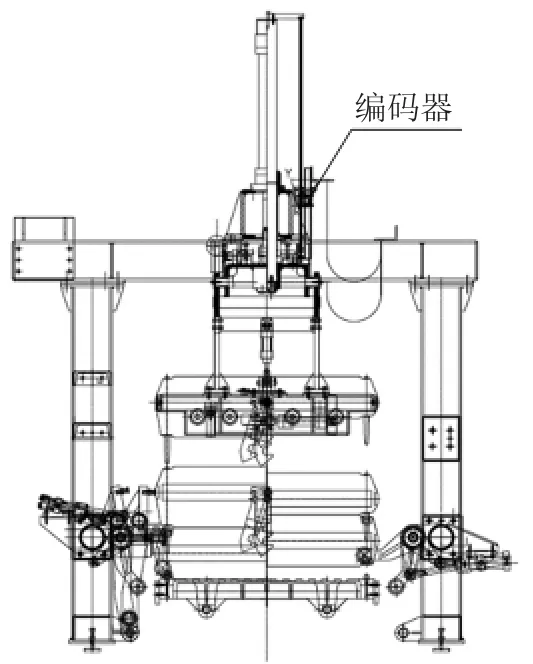
圖2 安裝編碼器的分箱機(jī)
合箱機(jī)在合箱時,根據(jù)兩種厚度的上砂箱規(guī)格,機(jī)械手下降的位置也有兩個,合箱機(jī)同樣選用編碼器控制方式,如圖3 所示。在操作屏上設(shè)置兩個位置的數(shù)值,根據(jù)實(shí)際在線運(yùn)行的砂箱厚度,程序自動調(diào)用相應(yīng)的位置高度,來控制合箱機(jī)機(jī)械手下降的高度,完成抱箱下降合箱。
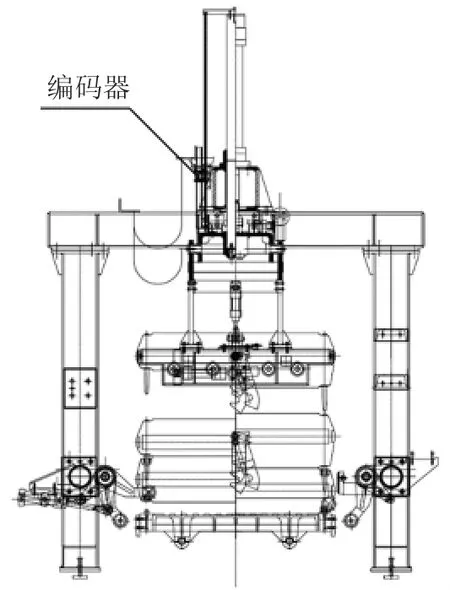
圖3 安裝編碼器的合箱機(jī)
3.3 設(shè)置可調(diào)式的箱口清掃機(jī)構(gòu)
在砂箱被推送入靜壓造型機(jī)之前,有一套對空砂箱上下面清掃的箱口清掃機(jī)構(gòu),結(jié)合本設(shè)備有兩種不同厚度規(guī)格的上砂箱,砂箱上表面的清掃高度相同,則在清掃砂箱下箱口的安裝支架上設(shè)置了兩個安裝孔位,如圖4 所示。根據(jù)砂箱的厚度變化調(diào)整下清掃機(jī)構(gòu)的安裝位置,完成箱口清掃工作。
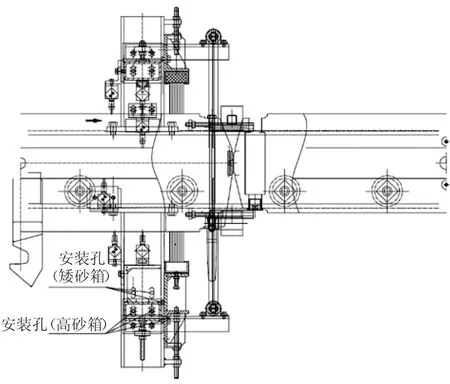
圖4 可調(diào)式的箱口清掃機(jī)構(gòu)
3.4 增加高箱矮箱檢測開關(guān)
由于本條靜壓造型線能夠分別在線運(yùn)行兩種不同厚度規(guī)格的砂箱,為了保證在線運(yùn)行一種規(guī)格的砂箱時,不出現(xiàn)另一種規(guī)格砂箱混在其中的問題,在分箱轉(zhuǎn)運(yùn)車和捅箱機(jī)之間靠近分箱轉(zhuǎn)運(yùn)車的一副砂箱處設(shè)置了一套感應(yīng)開關(guān),經(jīng)過控制系統(tǒng)的處理分析,能夠識別檢測出高箱和矮箱,保證了設(shè)備運(yùn)行時,進(jìn)入分箱機(jī)的砂箱高度準(zhǔn)確無誤,避免兩種砂箱混雜在一起運(yùn)行造成設(shè)備損壞。
3.5 電氣控制系統(tǒng)
采用PLC 集中控制方式,設(shè)計(jì)高矮箱一鍵切換程序,在主操作屏上設(shè)置了高矮箱切換按鈕,如圖5 所示。通過選擇高箱或矮箱,程序自動調(diào)用相應(yīng)的高度位置和開關(guān)信號,提升自動化程度和安全性。

圖5 電氣控制操作屏
3.6 砂箱更換方法
根據(jù)實(shí)際生產(chǎn)情況,需要更換砂箱規(guī)格時,通過人工更換上砂箱,如圖6 所示。首先啟動靜壓造型線運(yùn)行,將空砂箱推滿澆注段,靜壓造型線停止運(yùn)行,人工打開澆注段的砂箱箱鉤,吊具將上砂箱吊起移開,隨后將第二種上砂箱吊裝至對應(yīng)的下箱上方,下降完成合箱,即完成一幅砂箱的更換作業(yè),往復(fù)循環(huán)將冷卻段的空砂箱全部更換完成。繼續(xù)啟動靜壓造型線,更換完成的砂箱則被冷卻轉(zhuǎn)運(yùn)車轉(zhuǎn)運(yùn)推送至冷卻段,澆注段又被推送滿了第一種砂箱,之后停止造型線運(yùn)行,更換澆注段的空砂箱,依次往復(fù)進(jìn)行,直至冷卻段砂箱全部更換完成。當(dāng)?shù)诙N砂箱進(jìn)入造型下芯段時,分別通過調(diào)節(jié)相應(yīng)的機(jī)構(gòu)和檢測開關(guān)的高度來實(shí)現(xiàn)不同厚度砂箱的位置切換。在線砂箱全部更換完成后,檢查確保砂箱關(guān)聯(lián)機(jī)構(gòu)位置準(zhǔn)確,切換主屏幕高矮箱切換按鈕,調(diào)用配套程序,啟動靜壓造型線運(yùn)行,開始在線運(yùn)行第二種砂箱。

圖6 在澆注段進(jìn)行砂箱更換作業(yè)
4 總結(jié)
該靜壓造型線已經(jīng)成功開發(fā)并應(yīng)用在鑄件的實(shí)際生產(chǎn)中,根據(jù)實(shí)際生產(chǎn)情況,一條靜壓造型線能夠分別在線運(yùn)行兩種不同厚度規(guī)格的砂箱,運(yùn)行平穩(wěn),滿足設(shè)計(jì)要求。該設(shè)計(jì)形式擴(kuò)大了靜壓造型線的使用范圍,也給使用者帶來了更多的選擇,更方便使用者根據(jù)市場變化調(diào)整鑄件生產(chǎn)類別。目前該靜壓造型線不同規(guī)格的砂箱更換頻率不高,人工更換方式完全可以滿足實(shí)際需求。未來可以根據(jù)實(shí)際需求,開發(fā)一套自動更換砂箱的裝備,優(yōu)化設(shè)計(jì)能同時適應(yīng)不同厚度砂箱的調(diào)節(jié)裝置,提高控制系統(tǒng)的智能化水平,代替人工勞動、提高工作效率,更好地適應(yīng)市場,滿足不同用戶的多樣化需求。
