一種基于SINUMERIK數控系統的高速機械主軸熱變形分析及實時補償方法
2021-06-18 03:08:26潘世祿趙國波
制造技術與機床 2021年5期
潘世祿 趙國波
(航空工業成都飛機工業(集團)有限責任公司數字化制造中心/數控加工廠, 四川 成都 610091)
在零件加工中,設備運轉產生的熱量及環境溫度的變化都會對加工精度產生影響,熱變形誤差占制造誤差的40%~70%[1]。零件加工精度越高,對設備熱變形的要求也越嚴苛。高速機械主軸多運用于高速重載加工設備,以加工鑄鐵、鋼、合金材料等難加工材料為主,特別是5軸以上設備,結構及內部傳動更加復雜。為減少設備熱變形對精度的影響,目前機床廠家采取了很多減少熱變形的方法,如加工前預熱、床身或傳動鏈增加水冷機構、主軸后軸承采用液壓浮動結構等,但單方面機械結構優化對熱誤差的改進空間較小,面對工藝工序復雜的合金零件加工時,仍無法滿足高精加工需求,而各種系統外加補償功能模塊多針對某種結構開發,通用性較差。西門子840D數控系統提供的熱誤差補償功能,可實現對機床熱變形的綜合補償,分為位置相關溫度補償及位置無關溫度補償兩種:位置相關溫度補償需設置位置原點,以不同溫度時的誤差系數,對當前位置的誤差量進行計算補償;位置無關補償是以不同溫度下的補償值進行補償,與位置無關[2]。
為了適應更復雜的加工工況,更好解決高速機械主軸熱變形問題,本文以臥式高速加工中心為研究對象,采集主軸發熱源引起的熱變形情況,建立誤差模型,提出了西門子840D同步功能及熱誤差補償功能相結合的方法,最終實現實時主軸熱變形補償。
1 主軸熱變形分析
1.1 主軸發熱源及特征分布
數控機床在加工過程中會產生熱量,同時也會與外界發生熱傳遞,其主要熱源有驅動電機發熱、軸承摩擦發熱、傳動鏈摩擦發熱和環境溫度4類[3]。若考慮機床全部熱源分布,由于設備結構復雜,熱變形不規律,為便于分析,對以上的熱源進行簡化。其中驅動電機與傳動軸之間采用柔性連接,聯軸器中的尼龍是熱的不良導體,且電機通過軸流風機散熱將產生的熱量大部分傳遞到空氣中,電機產熱對機床熱變形影響較小。另外,傳動軸齒輪在單獨的箱體內部,齒輪摩擦產生的熱量大部分被潤滑油帶走。所以熱變形主要產生部位分為主軸傳動鏈、主軸以及床身溫度3個部分。
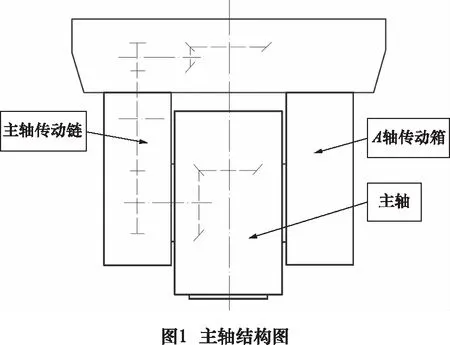
由于本次研究的主軸頭為叉式結構,如圖1所示,主軸傳動鏈從左側傳入,軸承旋轉產生熱量。右側為A軸傳動,運行速度低,且為間歇運動,發熱量可忽略不計,結構發熱量不對稱導致兩側的熱變形量也有明顯差別。
Z向傳動鏈發熱源包括了滾動體、絲桿螺母副,另外還包括環境溫度變化對傳動鏈的影響,其中滾動體及絲桿螺母副運行產生的熱量相對較小[4],熱變形產生的誤差在系統位置反饋環以內,不會對定位精度產生影響,因此Z方向熱誤差的主要熱源為環境溫度[5]。
主軸產生的熱變形,主要發熱源為軸承,并將熱量傳遞給芯軸和主軸腔體[6]。由于主軸軸向尺寸遠大于徑向尺寸,因而受熱后膨脹變形最大,徑向尺寸變形量較小,且主軸芯軸為回轉結構,熱膨脹引起的旋轉中心在徑向方向的位移更小,可忽略不計。主軸外殼為長方體結構,Z方向為長邊,外殼受熱后沿Z方向變形較大,端面方向為正方形對稱結構,因此在X、Y方向引起的旋轉中心變化也較小。另外目前大多數主軸在設計時,考慮了熱變形的影響,將主軸前段軸承作為定位軸承,后端軸承作為支撐軸承,芯軸受熱產生變形向后端延伸,從而大大減小了芯軸熱變形對精度的影響。由上述分析可知,主軸的熱變形主要以腔體的熱變形為主[7]。
通過以上分析,高速機械主軸受熱誤差的熱源特征點包括以下5個:主軸前段左、主軸前段右、叉式結構左右兩側以及床身,溫度傳感器的布置如圖2。
1.2 主軸熱變形檢測及數據分析
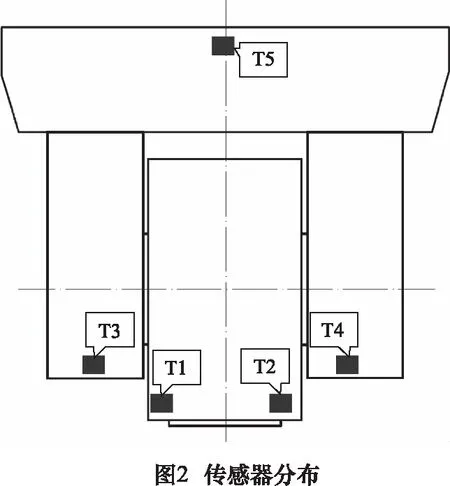
實驗采用API公司的SPN-500主軸動態誤差分析儀來檢測主軸在各個方向的熱變形,該儀器測量范圍 0.1~0.8 mm,分辨率0.1 μm,可測量的最大主軸轉速為 60 000 r/min。通過安裝在主軸上的高精度檢驗棒,配合底座上5個高精度電渦流傳感器,能夠在 5 個自由度(X軸、Y軸和Z軸漂移、X軸和Y軸傾斜)上精準測量機床恒定轉速下主軸因熱誤差的引起的形變量。實驗時,如圖3所示布置了5個傳感器,Z方向一個、X方向及Y方向各兩個,可以檢測X、Y、Z這3個方向的位移和繞X、Y方向的傾斜,各傳感器檢測誤差值分別計為Z、X1、X2、Y1、Y2。在設備冷機狀態下開始實驗,記錄熱變形隨溫度、時間的變化情況。

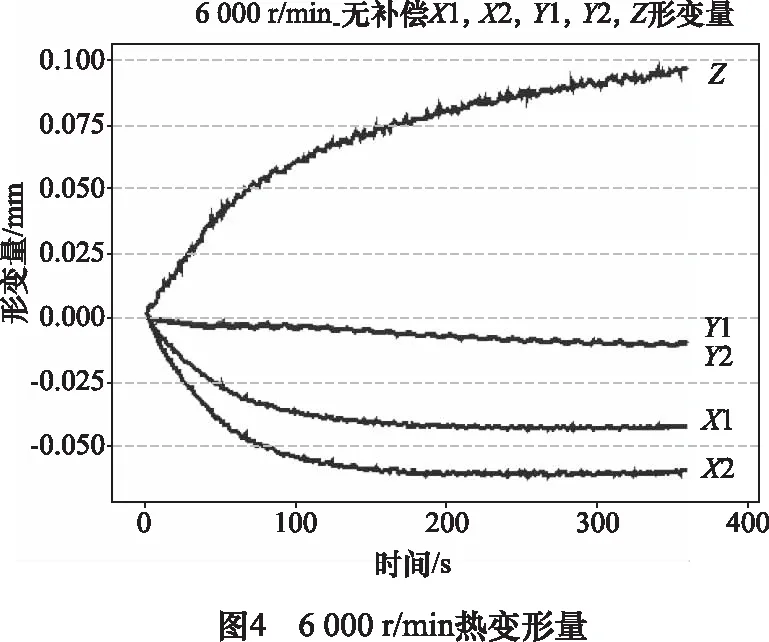
機床主軸轉速設定為6 000 r/min,檢測結果如圖4所示,Z方向變化最明顯,3 h后已基本趨于平穩狀態,Y1及Y2變化量最小,且基本重合,無角度偏轉,X1及X2在1 h后基本趨于平穩,但差值逐漸增大。
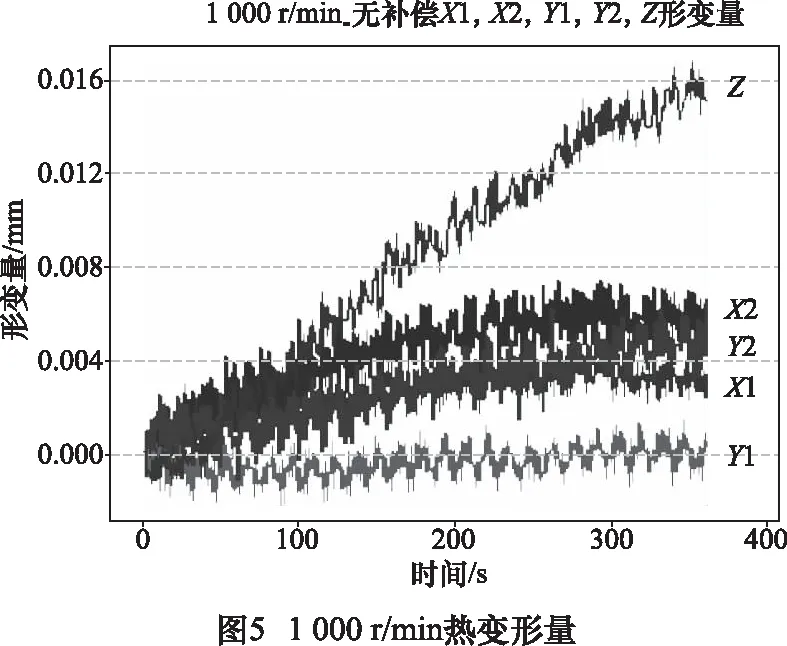
機床轉速設定為1 000 r/min,檢測結果如圖5所示,Z值變化最大,3 h后已趨于平穩,最大值為0.016 mm,由于轉速較低,X與Y方向變化均不明顯。
根據熱變形實驗數據采集情況可以得出以下結論:
(1)熱誤差受溫度影響明顯,以此次討論的主軸結構為例,溫升最大為7 ℃,最大伸長量大于0.1 mm。
(2)受設備結構影響,叉式結構兩側變形量不均,熱變形后在X方向發生了角度偏移,與前文分析一致。
(3)熱變形受轉速的影響,但遲滯性很大,不能以轉速作為熱誤差補償的依據。
(4)熱變形主要由主軸旋轉產生的熱量引起,變形量隨溫度逐漸升高而變大。
2 熱誤差建模
目前國內外對于機床熱變形模型的研究主要分為兩類,即理論分析和經驗建模。其中經驗建模法具有構造簡單、擬合度高等特點,使用較多。常見的經驗建模法包括回歸建模、灰色理論模型、神經網絡模型和貝葉斯網絡模型[8]。在以上模型中,多元回歸模型由于其結構簡單、逼近精度較高等特點,是國內外學者進行預測時使用較多的模型。同時,由于回歸模型能夠反應自變量與因變量之間的顯著關系,以及多自變量對因變量的影響強度。因此本文將采用多元回歸模型對機械主軸的熱誤差進行建模。基于機械主軸溫升特點和線性回歸模型,設立5個關鍵溫度采集點,建立各個方向的熱變形量與溫度的關系預測模型如圖。
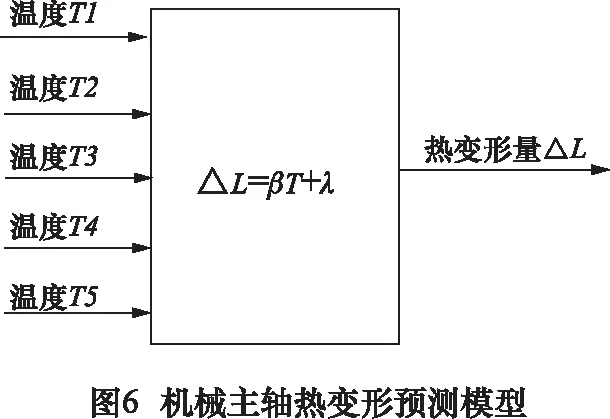
預測模型根據不同點的溫度值T建立熱變形量△L之間的多元線性關系:
△L=βT+λ
(1)
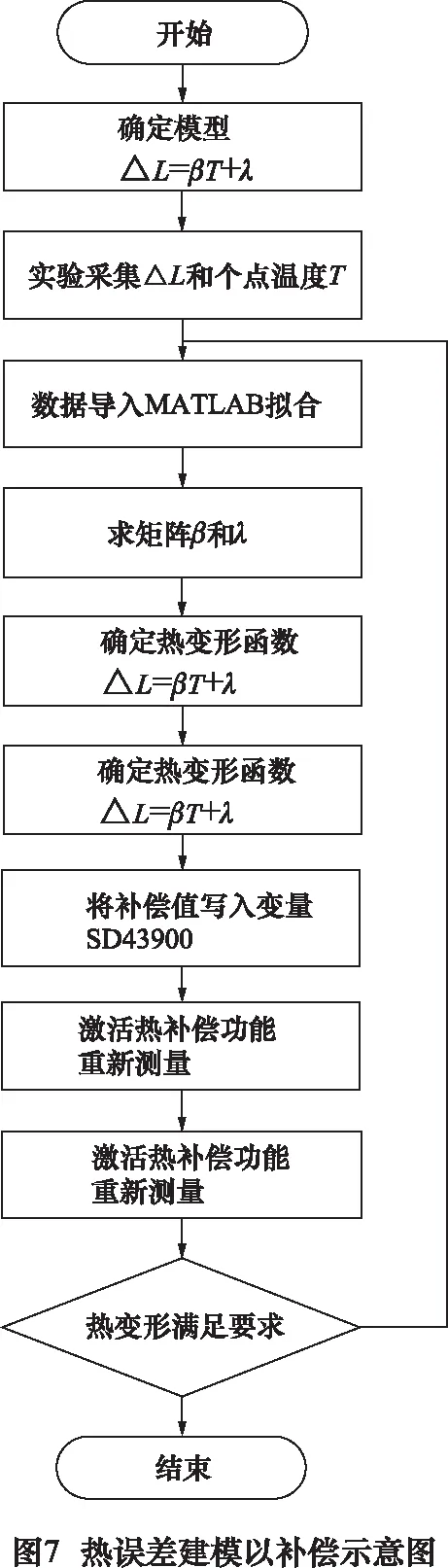
通過熱誤差實驗采集主軸在各個方向的熱誤差變化,以及相應的5個采集點的溫度值。通過MATLAB擬合相應的函數,求得矩陣β和λ,即可求出各個點的溫度變化對于主軸在X、Y、Z方向的熱變形與各個關鍵點的溫度關系。整個方案求解過程如圖7所示。
3 熱誤差補償方法
利用PLC采集溫度傳感器的模擬信號,再將獲取的模擬信號經過邏輯判斷、運算、轉換成對應部位的變形量,利用(FC21)NC與PLC的讀寫功能,實現NC與PLC的數據的通訊,并應用同步功能將計算結果補償在X和Z軸對應的設定數據SD43900的溫度補償值中,實現主軸熱變形的實時誤差補償。
3.1 硬件需求
采用840D系統自身PLC,增加模擬量輸入模塊并應用Pt100型溫度傳感器作為溫度采集傳感器,實現對機床各溫度采集點的實時溫度采集,傳感器線路從主軸管路走線槽直接進入電器柜,硬件增加量少,線路鋪設無需增加線槽及跨接等,安裝簡單,穩定性高,且不影響設備加工運行。
3.2 PLC程序結構
設立系統參數控制熱誤差補償的開啟及關閉,并在PLC主循環中調用此參數值,判斷是否調用熱誤差補償功能。本次以通用參數14512[0]為例,在OB100中調用此參數。
A DB20.DB203.0
CALL FB90 DB90
硬件添加組態后,溫度模擬量輸入模塊的地址為DB100.DBW58,在FB90中讀取各溫度傳感器的值,并根據建模后得到的算法將溫度值轉化為各方向的誤差值。
CALL "BLKMOV" ;調用SFC20
SRCBLK:=P#DB500.DBX58.0 INT 6 ;設定指針
RET_VAL:=#TEMP1
DSTBLK:=#STAT1 ;將溫度值傳入數組
…… ;內部算法
CALL "BLKMOV" ;調用SFC20
SRCBLK:=# STAT4; 計算后數組
RET_VAL:=#TEMP2
DSTBLK:=P#DB510.DBX0 REAL4
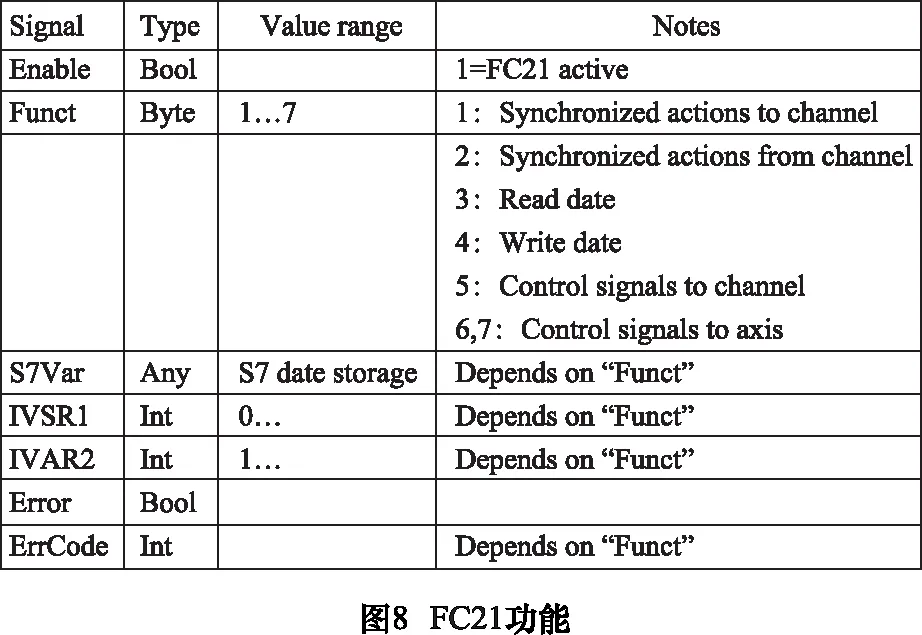
應用PLC內部功能FC21建立NC變量與PLC變量對應關系[9],如圖8所示,此次用到的功能為寫入數據,即Funct=4。
CALL FC21
IN0:=TRUE
IN1:=B#16#4
IN2:=P#DB510.DBX0 REAL 4
IN3:=8
IN4:=6
OUT:=#TEMP10
OUT:=#TEMP11
3.3 NC參數及程序
西門子840D系統的溫度補償功能設置參數為MD32750[10],本次研究內容為主軸熱變形與位置無關,應將參數設置為1,因PLC設置了溫度補償的開關地址,設置通用參數14512【0】=1。
編寫異步子程序,應用系統同步功能將補償值填入設定數據SD43900中,相應程序如下:
;PLC DATEN Z1 $AC_PARAM[1]
;PLC DATEN Z2 $AC_PARAM[2]
;PLC DATEN B $AC_PARAM[3]
;PLC DATEN C $AC_PARAM[4]
IDS=1 WHENEVER $A_DBB[]==1
DO$AC_PARAM[9]=$A_DBR[8]
$AC_PARAM[10]=$A_DBR[12]
$AC_PARAM[11]=$A_DBR[16]
$AC_PARAM[12]=$A_DBR[20]
$A_DBB[]=0
IDS=2DO $$SA_TEMP_COMP_ABS_VALUE[Z]=……;Z向
$$SA_TEMP_COMP_ABS_VALUE[X]=……;X向
M17
3.4 補償功能與系統參數相關性
溫度補償功能開啟后,可在所有操作模式下生效,將補償值加入到當前位置的設定值中,補償頻率與插補周期相同,為保證溫度補償值不產生突變,算法中采用real數據類型進行計算,數據未取整,所以當溫度傳感器受外界影響,采集數據產生波動時,補償數據也會隨之發生細小波動。此時軸參數MD32950參數會作為比例因子對此波動進行放大[11],所以在應用此方法進行補償時,要考慮電磁干擾及軸參數MD32950參數對補償真實值的影響,避免刀圈及過切的發生。
4 補償方法及效果
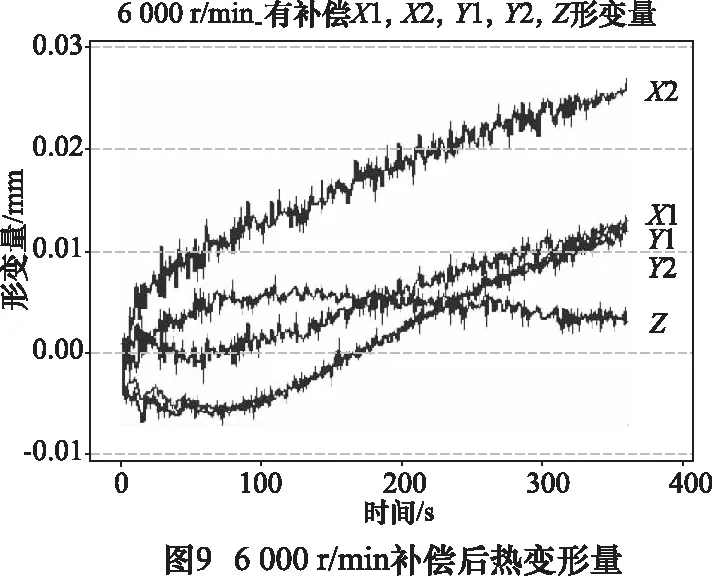
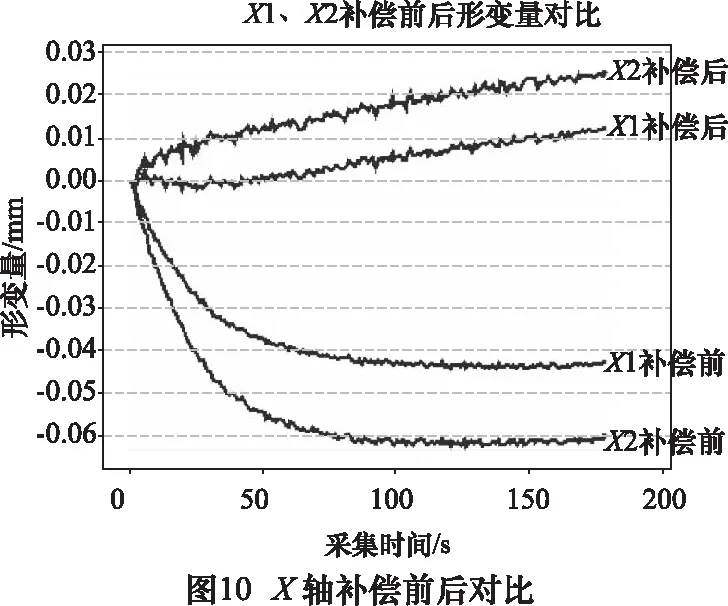
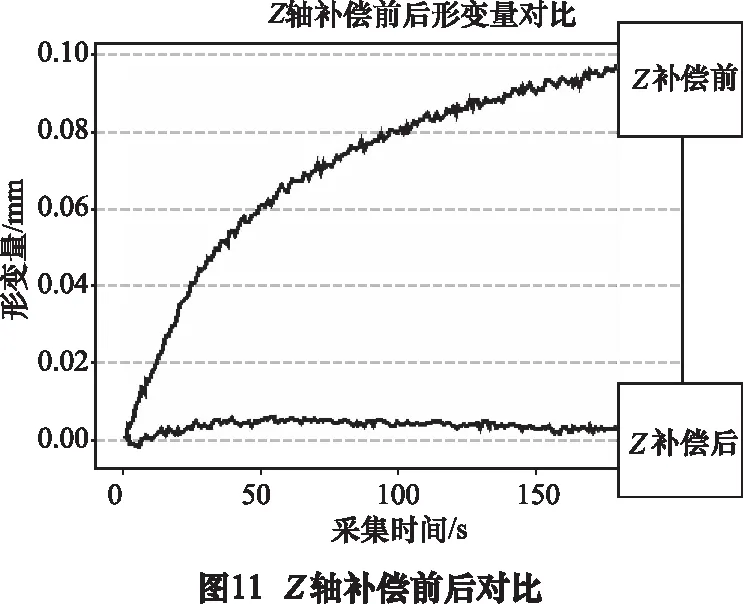
補償生效后,對主軸熱變形進行重新測量,從冷機狀態開始,主軸轉速設定為6 000 r/min,實驗數據如圖9所示,上述熱變形補償效果明顯,X方向偏轉從0.06 mm減小至0.02 mm,如圖10所示,變形量縮小至原來的33%,Z方向熱誤差由0.1 mm減小至0.01 mm,如圖11所示,變形量縮小至原變形量的10%。
5 結語
通過對系統熱變形的分析,判斷影響主軸熱誤差的關鍵因素,從而確定溫度傳感器的位置并驗證了選定點位的有效性。利用主軸動態誤差分析儀測得大量數據,通過對數據回歸建模,得到溫度補償算法。最后利用西門子840D溫度補償功能實現主軸熱誤差的實時補償,經驗證補償效果明顯,有效減小了環境溫度變化及主軸旋轉發熱帶來的影響,提高加工質量、穩定性及零件尺寸的一致性。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
中華詩詞(2020年1期)2020-09-21 09:24:52
數學物理學報(2020年2期)2020-06-02 11:29:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36