金剛石刀具低溫硬車削軸承鋼的表面殘余應力研究
2021-06-22 05:16:44吳茂寧趙威何寧
機械制造與自動化 2021年3期
吳茂寧,趙威,何寧
(南京航空航天大學 機電學院,江蘇 南京 210016)
0 引言
薄壁軸承套圈是現代工業機器人用薄壁軸承中的重要構成部件,主要采用軸承鋼制造。由于其兼具高強、高硬、薄壁等典型特征,因而加工質量、加工效率等問題一直是軸承制造業亟待解決的難題。對該類高硬度金屬材料的精密機械加工,常采用磨削加工方式,但磨削加工具有材料去除率低、污染重等缺點[1]。因此,隨著超硬刀具材料的研制和應用,以加工硬度較高金屬材料(硬度在42~65 HRC之間)為特征的硬切削技術亦隨之興起并得以推廣應用。目前,“以車代磨”在精密切削加工領域得到了廣泛的應用[2]。
硬切削技術的核心優勢不僅體現在能夠大幅提升高硬材料零件的加工效率、降低因使用切削液帶來的環境污染,還體現在能夠有效提升該類材料零件的表面完整性及其使用性能。其中,表面殘余應力則是衡量表面完整性的重要參數之一。通常表面殘余應力主要是工件在切削過程中發生熱塑性變形引起的,與加工參數、刀具參數、材料參數等因素密切相關[3-4]。近年來,許多研究者致力于研究如何控制硬切削殘余應力的產生,以提高產品的疲勞壽命。何少杰等[5]研究了切削參數、刀具參數、工件材料參數等對切削殘余應力的作用,并對殘余應力與疲勞壽命之間的關系進行了分析。劉彥臣等[6]通過試驗研究,分析了不同切削參數下切削34CrNiMo6鋼時的殘余應力與疲勞壽命的關系,發現殘余應力對疲勞壽命起主要作用并且壓應力對疲勞壽命有益。此外,HUANG K等[7]研究了基本切削變量對殘余應力的影響,并分析了刀具前角與殘余應力的關系,結果表明殘余應力幅值隨刀具前角的增大而增大。PAWAR S等[8]借助有限元分析軟件預測了硬車削AISI52100的表面殘余應力分布,發現當切削速度和進給量升高時殘余應力均隨之升高。
目前,針對軸承鋼材料的硬態精密切削刀具選擇方面,細晶粒硬質合金刀具具有較高的性價比,但刀具磨損過快問題仍較突出,并且表面質量與傳統磨削相比并不具備優勢。此外,PCBN刀具可以高效、高質量加工軸承鋼材料[9],但加工成本相對較高。隨著PCD、CVD等金剛石刀具技術的發展,已有研究表明金剛石刀具在低溫冷卻條件下可以用來加工模具鋼等黑色金屬材料[10-11],且具有較高的性價比。為此,本文嘗試選用CVD金剛石刀具在低溫CO2冷卻下進行低溫硬車削GCr15軸承鋼材料,重點探討低溫硬切削表面殘余應力的分布規律和切削參數對其影響規律,以期為該類材料的精密硬切削提供新的途徑。
1 試驗條件及測量方法
1.1 試驗條件
工件材料為GCr15軸承鋼,工件直接選用NU211圓柱滾子軸承內圈(硬度62 HRC);工件尺寸:外圓直徑66mm,內圓直徑55mm,環寬21mm。刀具為CNMA120412-2N型CVD金剛石刀具,刀具前角-6°,后角6°,刀尖圓弧半徑1.2mm。試驗用機床為EMAG VL2立式數控車床;夾具為ABSIS01型膨脹芯軸;切削參數如表1所示。此外,為抑制金剛石刀具切削軸承鋼時的刀具磨損,利用羊角管噴射低溫CO2進行冷卻,試驗采用單因素試驗法。
表1 單因素試驗參數表
1.2 測量方法
為了測量距離工件表面不同深度下的殘余應力,應用X-350A型X射線應力分析測量儀先對工件已加工表面測量,然后利用電腐蝕裝置對工件進行一層層腐蝕,每腐蝕完1層測量1次,殘余應力測量儀和電腐蝕裝置如圖1所示。其中,逐層測量時,沿軸承周向等間隔選取3個點,分別測量周向和軸向殘余應力,為使結果更可靠取平均值作為評價分析數據。

圖1 殘余應力測試裝置
2 結果與討論
2.1 切削速度對表面殘余應力的影響
圖2為當進給量為0.05mm/r、切削深度為0.03mm時切削速度對表面殘余應力的影響。從圖2可以看出,在機械應力和熱應力的耦合作用下,GCr15軸承鋼加工表面層的周向和軸向殘余應力均為殘余壓應力;周向殘余應力幅值表現為先增大再減小進而趨于穩定的分布狀態,而軸向殘余應力幅值增大幅度不明顯。與此同時,周向和軸向最大殘余應力幅值主要出現表面層下5~10μm處。
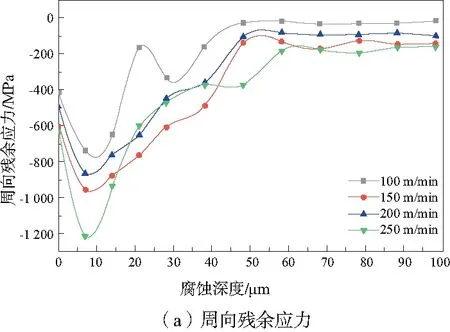
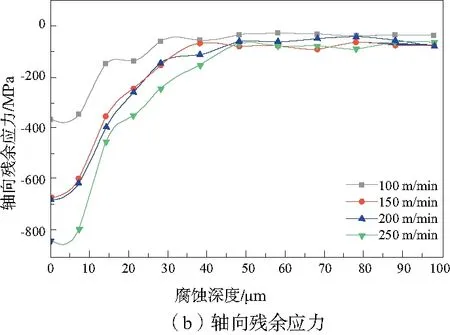
圖2 切削速度對表面殘余應力的影響
此外,從圖2還可以看出最大殘余應力幅值隨切削速度增大呈現出增大趨勢,但150m/min切削速度下的周向殘余應力幅值大于250m/min切削速度下的數值。這主要是因為切削區材料同時承受因擠壓變形帶來的壓應力和因切削熱帶來的拉應力的共同作用,而擠壓變形作用相對更大,所以加工表面呈現壓應力狀態。隨著切削速度的增大,因擠壓變形相比切削溫度升高帶來的影響更加顯著,因此表面殘余壓應力幅值亦隨之增大。而在150m/min切削速度下出現了輕微顫振,因此周向殘余應力幅值大于200m/min速度下的幅值。
2.2 進給量對表面殘余應力的影響
圖3為切削速度為200m/min、切削深度為0.03mm時進給量對表面殘余應力的影響。從圖3可見,不同進給量下的周向和軸向殘余應力幅值同樣表現為先增大再減小進而趨于穩定的分布狀態,周向和軸向最大殘余應力幅值亦主要出現在表面層下5~10μm處。此外,周向和軸向殘余應力均為壓應力,且應力幅值隨著進給量的增大而增大。這是因為刀具擠壓變形帶來的壓應力增量大于熱應力帶來的拉應力增量,并且進給量的增大加大了刀具-切屑之間的接觸面積,散熱條件變差,刀具擠壓變形增多,因此最大殘余應力幅值逐漸增大。

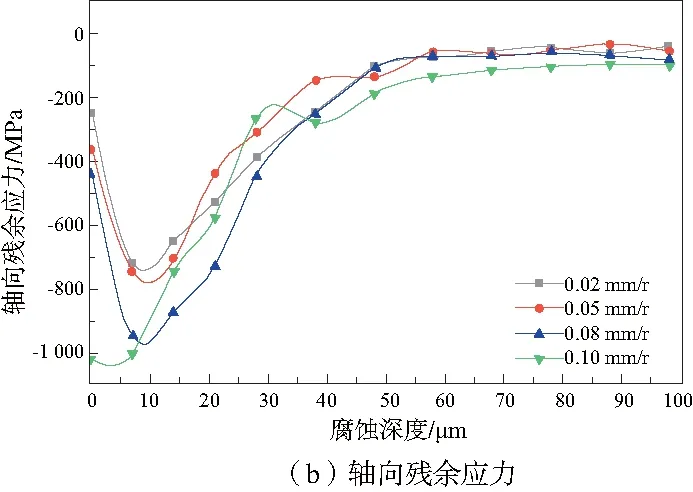
圖3 進給量對表面殘余應力的影響
2.3 切削深度對表面殘余應力的影響
圖4為切削速度為200m/min、進給量為0.05mm/r時,切削深度對表面殘余應力的影響。可以發現不同切削深度下的表面殘余應力均為壓應力,同樣表現為先增大再減小進而趨于穩定的分布狀態。除個別數據點外,周向和軸向最大殘余應力幅值亦主要出現在表面層下5~10μm處。當切削深度增大時,周向最大殘余應力幅值隨之升高,而軸向最大殘余應力增幅較小。這主要是因為切削深度變大會使刀具對加工工件的擠壓作用變大、單位時間內生熱變多,同時刀具-切屑之間接觸面積變大,使得散熱條件改善,從而降低了切削熱引起的拉應力,并且切削時切削深度的增大在工件的周向上帶來更大的作用。綜合上述作用最大殘余壓應力幅值隨之升高,且周向最大殘余壓應力幅值變化明顯。
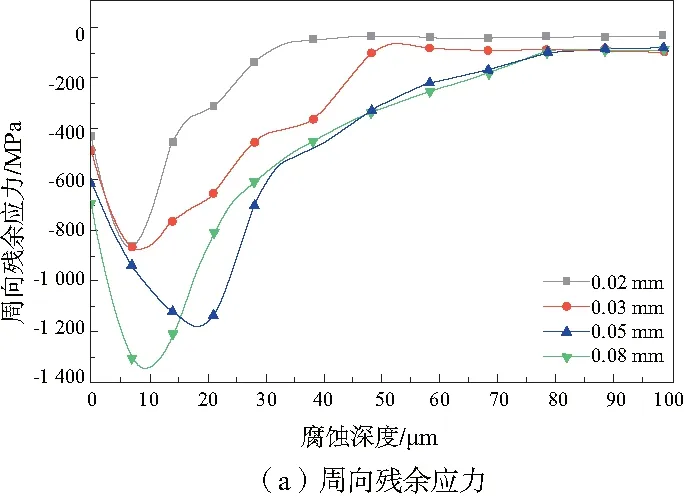
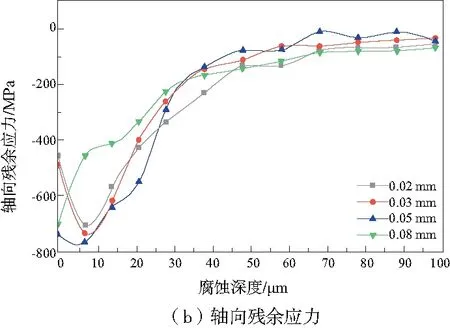
圖4 切削深度對表面殘余應力的影響
3 結語
開展了CVD金剛石刀具低溫硬車削GCr15軸承鋼的試驗,對切削速度、進給量和切削深度與周向和軸向殘余應力之間的影響關系進行分析,在試驗參數范圍內得到結論如下:
1)GCr15軸承鋼的加工表面殘余應力均為殘余壓應力;殘余應力幅值沿表面層深度方向呈先增大再減小進而趨于穩定的分布狀態,最大殘余應力幅值主要出現在表面層下5~10μm處;最大周向殘余應力幅值略大于最大軸向殘余應力幅值。
2)當切削速度和進給量增大時,周向和軸向最大殘余應力幅值均呈現出隨之增大的趨勢;而當切削深度增加時,周向最大殘余應力幅值隨之增大,但軸向最大殘余應力幅值呈無明顯變化趨勢。
