前門內(nèi)板后下角開裂的解決方法
2021-06-25 10:00:56代建文黃敏鶇楊勝統(tǒng)
模具工業(yè) 2021年6期
代建文,黃敏鶇,謝 雙,楊勝統(tǒng)
(上汽通用五菱汽車股份有限公司,廣西 柳州 545007)
0 引 言
汽車覆蓋件一般由形狀復(fù)雜的空間曲面構(gòu)成,具有結(jié)構(gòu)尺寸大、材料厚度薄、成形難度大及質(zhì)量要求高等特點[1]。復(fù)雜的造型使板材在拉深成形過程中因各區(qū)域受力不均勻、進料速率不一致、潤滑條件不良等因素易產(chǎn)生起皺、開裂、滑移線等表面缺陷;其中,起皺與開裂是汽車覆蓋件沖壓生產(chǎn)過程中最常見的失效形式[2]。
汽車前門內(nèi)板是典型的沖壓件,具有深度深、截面變化大、寬度窄等成形困難的因素,易出現(xiàn)縮頸、開裂、材料流動不均勻等現(xiàn)象[3],增加了過程控制難度及返修或報廢成本。現(xiàn)以某車型前門內(nèi)板零件為例,分析在開發(fā)調(diào)試過程中后下角開裂的產(chǎn)生原因及解決措施。
1 前門內(nèi)板開裂實例
圖1所示為某車型左前門內(nèi)板,其后下角造型復(fù)雜,成形截面線長較長,內(nèi)凹面圓角R5mm及圓角所在面拔模角度小,拉深成形過程容易產(chǎn)生褶皺或縮頸開裂。零件在企業(yè)內(nèi)項目調(diào)試過程中,小批量生產(chǎn)50件即出現(xiàn)圖2所示的開裂問題,嚴(yán)重影響項目調(diào)試及小批量生產(chǎn)。經(jīng)現(xiàn)場跟蹤與排查,缺陷在拉深工序產(chǎn)生,因此,消除拉深開裂缺陷并提升拉深工序穩(wěn)定性是解決問題的關(guān)鍵。

圖1 某車型左前門內(nèi)板

圖2 前門內(nèi)板后下角開裂
2 前門內(nèi)板開裂的原因分析
2.1 壓邊圈研合分析
拉深模壓邊圈研合是模具制造及回廠調(diào)試階段的基礎(chǔ)工作,研合評價標(biāo)準(zhǔn)為:筋條內(nèi)側(cè)管理面強壓泛白,著色率≥90%;筋條外側(cè)20 mm以內(nèi)虛著色,著色均勻;筋條外側(cè)20 mm以外不著色;凹角清根,壓邊圈凹角沒有明顯硬點痕跡。對前門內(nèi)板壓邊圈著色評估,如圖3、圖4所示,工序件及模具零件表面著色均滿足研合評價標(biāo)準(zhǔn)。

圖3 工序件壓邊圈研合效果

圖4 拉深模管理面研合效果
2.2 材料流入量分析
零件成形的過程實際上是材料在外力作用下,各晶體在形狀和位置上的變化,材料流入量是材料拉深成形吻合性的重要評價方法。調(diào)試工序件與CAE分析結(jié)果對比,滿足評價標(biāo)準(zhǔn)后將其作為隨模件運回主機廠,并將其作為廠內(nèi)調(diào)試工序件標(biāo)準(zhǔn)。現(xiàn)場調(diào)試出件,采用圖5所示的扣合方法分析,零件后下角開裂對應(yīng)位置流入量,廠內(nèi)成形件與隨模件板料邊緣流入差異<1 mm,材料流入量符合設(shè)計要求。

圖5 頂蓋尾部不同區(qū)域拉深和整形線長變化量
2.3 CAE成形極限分析
現(xiàn)場分析評估的同時,通過AutoForm分析軟件對前門內(nèi)板進行成形極限分析。圖6所示為零件拉深工序成形極限圖,圖7所示為零件成形極限狀態(tài),零件后下角開裂區(qū)域成形極限均<20%,處于成形安全區(qū)。圖8所示為零件拉深工序減薄狀態(tài),零件后下角開裂區(qū)域減薄率最大18.5%,符合<25%的模具工藝技術(shù)要求。
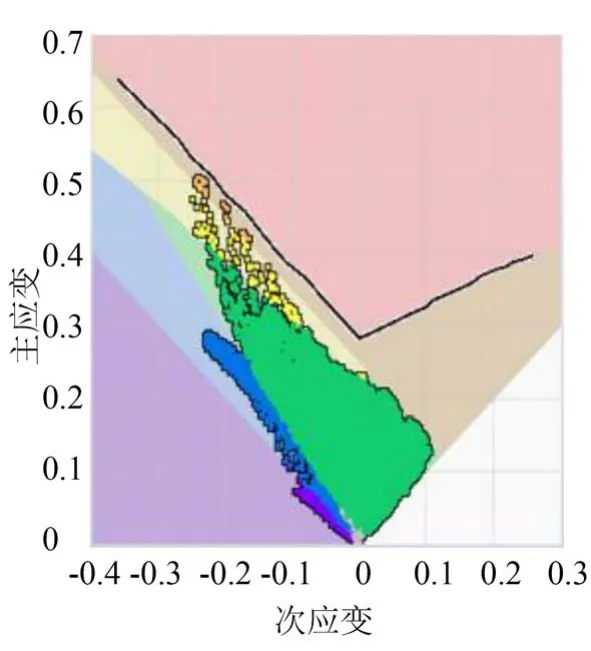
圖6 成形極限圖

圖7 成形極限狀態(tài)
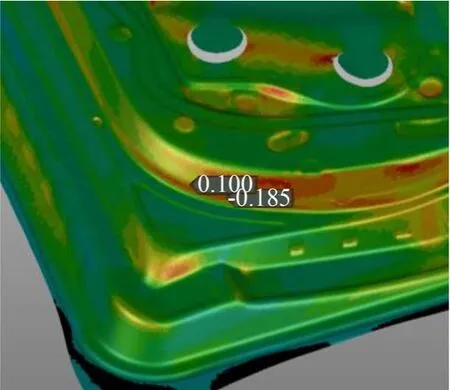
圖8 拉深減薄率
2.4 CAE成形過程分析
通過上述分析,模具成形極限及研配基礎(chǔ)工作均符合工藝技術(shù)要求,為持續(xù)分析解決零件后下角開裂問題,進一步通過AutoForm分析成形過程,以尋找降低材料減薄的方法。圖9所示為開裂位置拉深到底前10 mm的截面狀態(tài),黑色線條為板料,開裂位置右側(cè)靠近板料邊緣,板料受力拐點多,板料流動阻力大;開裂位置右側(cè)為零件本體,圓角大,與凸模接觸面大、與凹模離空,板料流動阻力小。
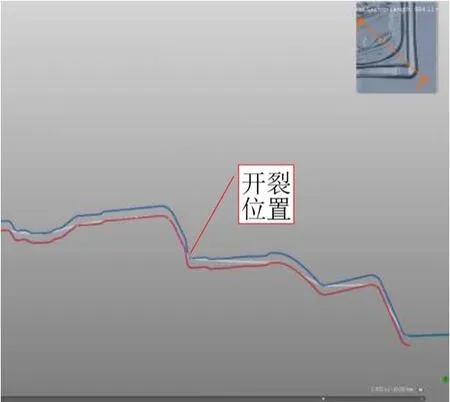
圖9 開裂位置拉深到底前10 mm的截面
對開裂區(qū)域成形過程板料流動及最大減薄率量化分析,如圖10和表1所示,選取2個特征線的4個測點,分別在拉深到底前15、10、5 mm和拉深到底時測量板料滑移量,其中,測點3和測點4是開裂區(qū)域,同步測量最大減薄率。測點1和測點2板料從內(nèi)向外流動,拉深到底前10 mm開始滑移量增加明顯,此區(qū)域板料拉深成形主要由內(nèi)側(cè)提供;測點3和測點4板料從外向內(nèi)流動,拉深到底前10 mm開始滑移量增加緩慢,此區(qū)域板料拉深成形貢獻小。觀察測點3和測點4附近的最大減薄率變化,發(fā)現(xiàn)拉深到底前5 mm開始此區(qū)域急劇減薄。
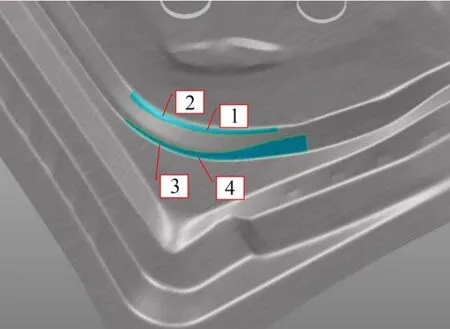
圖10 板料成形過程開裂區(qū)域滑移狀態(tài)
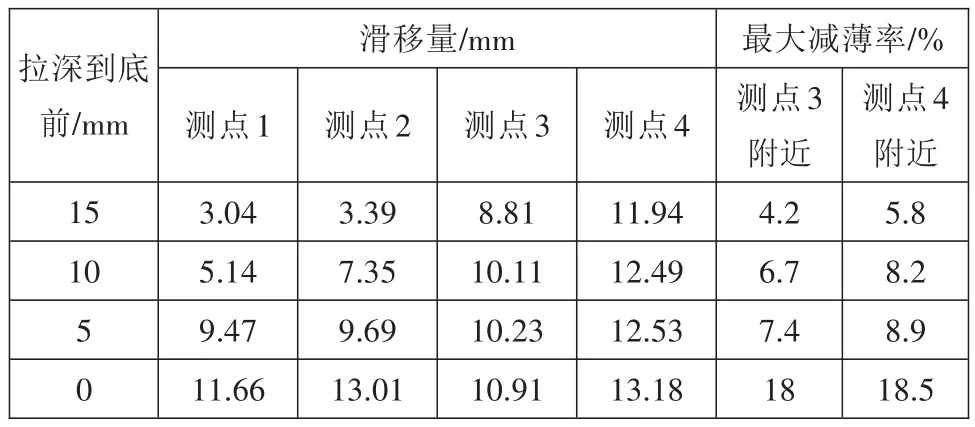
表1 板料成形過程開裂區(qū)域滑移測量
因此,前門內(nèi)板后下角開裂主要原因為材料成形到底前5 mm開始,內(nèi)側(cè)材料流動不足;次要原因為拉深到底前10 mm材料流入量不足。
3 前門內(nèi)板開裂的解決方法
通過分析原因可知,在不允許改變零件造型的前提下,從成形工藝上解決此問題需增加成形到底前0~5 mm內(nèi)側(cè)板料流動或輔助增加成形到底前>10 mm時外側(cè)板料流動,具體解決方法如表2所示。

表2 開裂問題解決方法
3.1 增加成形到底前>10 mm時外側(cè)板料流動
前門內(nèi)板生產(chǎn)氣墊壓力設(shè)計為0.3 MPa,現(xiàn)場調(diào)試及小批量生產(chǎn)過程將氣墊壓力降低20%至0.24 MPa,用雙尖頭數(shù)顯千分尺,實測最大減薄率由20%降低至18.9%,剛開始生產(chǎn)存在起皺,如圖11位置2所示,生產(chǎn)至120件開始出現(xiàn)后下角開裂問題。
降低筋條高度或放大筋條R角的作用一致,為便于現(xiàn)場修復(fù),放大圖11中位置1和位置4處對應(yīng)筋條R角,使材料對比正常情況多流入5 mm左右,工序件減薄改善不明顯,依然存在開裂情況。
降低工藝補充減少了拉深線長,如圖11中位置3的工藝補充打磨降低直到試模位置2出現(xiàn)起皺,但生產(chǎn)時依然存在開裂情況。
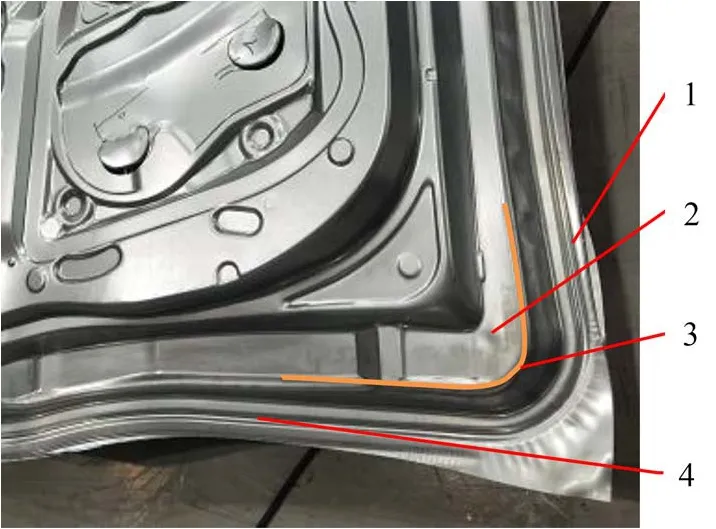
圖11 后下角外側(cè)流入量調(diào)整
3.2 增加成形到底前0~5 mm內(nèi)側(cè)板料流動
零件內(nèi)側(cè)靠近后下角的廢料區(qū)存在2個深度為10 mm的刺破刀,若在現(xiàn)有刺破刀基礎(chǔ)上加高15 mm,刺破刀工作時零件內(nèi)部還未開始成形,剛性不足,容易造成局部頂起板料,產(chǎn)生毛刺。
通過AutoForm軟件模擬,在刺破刀中間增加1個同為10 mm高的刺破刀(見圖12),使刺破刀中間撕裂,加快拉深到底前10 mm的流料速度,以達到內(nèi)部材料補充的目的,最大減薄18.5%的位置降低至8.5%,局部減薄率控制在17%以內(nèi)。現(xiàn)場實際在刺破刀中間區(qū)域各增加1個50 mm×10 mm的三角刺破刀,零件成形狀態(tài)如圖13所示,達到分析效果。正常氣墊壓力0.3 MPa,實測開裂區(qū)域零件減薄率9.2%,加壓至0.36 MPa和0.4 MPa,試模無開裂。

圖12 新增刺破刀分析

圖13 新增刺破刀后零件成形狀態(tài)
現(xiàn)場實物如圖14所示,零件壓邊圈附近存在拉傷,主要原因為模具零件表面粗糙度值過高,經(jīng)鉗工砂光保養(yǎng),多批次生產(chǎn)到300多件出現(xiàn)拉傷,引起附近區(qū)域縮頸泛白,在線砂光處理后繼續(xù)生產(chǎn)。采取對模具凸、凹模和壓邊圈鍍鉻的方式提升模具整體粗糙度,增加材料在成形過程中的各向流動性,連續(xù)生產(chǎn)900件以上無縮頸開裂問題。改進后零件在正常壓力和加壓20%的條件下成形不會產(chǎn)生開裂。

圖14 現(xiàn)場實物
4 結(jié)束語
針對前門內(nèi)板后下角開裂問題進行分析,首先在現(xiàn)場進行研配試驗,當(dāng)常規(guī)筋條外側(cè)的材料流入量、減薄率和成形極限分析等評價方式都滿足工藝技術(shù)要求時,通過分析關(guān)鍵特征線的材料滑移及減薄變化過程,識別材料急劇減薄的階段,得出拉深到底前主要由內(nèi)部材料流動補充零件的成形過程,從而采取工藝措施。為得到穩(wěn)定高質(zhì)量的零件,做好零件結(jié)構(gòu)的成形性分析及設(shè)計良好的沖壓工藝是前提條件[4]。對于類似前門內(nèi)板拉深深度深、造型復(fù)雜的零件,在尖點拐角或拔模斜度小的側(cè)壁容易產(chǎn)生縮頸開裂和起皺,CAE成形極限及減薄分析的標(biāo)準(zhǔn)將越來越嚴(yán)格,在前期零件工藝分析階段應(yīng)盡可能分析調(diào)試及小批量生產(chǎn)階段可能采取的措施,模擬成形過程材料的流動,使材料減薄率小于17%。模具零件粗糙度影響模具生產(chǎn),針對門內(nèi)板,按連續(xù)正常生產(chǎn)300件評價其工藝穩(wěn)定性,達到后可進行鍍鉻等表面處理。
猜你喜歡
民用飛機設(shè)計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
電子制作(2018年12期)2018-08-01 00:47:44
中國核電(2017年1期)2017-05-17 06:10:11
電子制作(2017年19期)2017-02-02 07:08:38
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
當(dāng)代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產(chǎn)業(yè)(2016年2期)2016-03-01 01:25:18
西部廣播電視(2015年5期)2016-01-16 03:45:05
中國中醫(yī)藥現(xiàn)代遠程教育(2014年11期)2014-08-08 13:23:44
