18CrNiMo7-6軸承鋼滲碳降溫淬火工藝研究
2021-06-28 09:56:26武計強
熱處理技術與裝備 2021年3期
關鍵詞:工藝
武計強
(中石化江鉆石油機械有限公司,湖北 武漢 430223)
18CrNiMo7-6鋼是一種低碳高合金滲碳鋼,具有高韌性、高強度和較優淬透性等優點,被廣泛應用于石油鉆具裝備的軸承零件。為滿足軸承表面耐磨、心部良好韌性的設計要求,進一步擴大其應用領域,一般都要進行滲碳淬火熱處理[1-2]。而現有的滲碳淬火工藝,使滲碳層表面硬度低、硬度梯度較大,降低了軸承表層的耐磨性能及抗疲勞強度,且生產周期較長,增加了經濟成本。而滲碳降溫淬火工藝有效縮短了滲碳周期,可以獲得更優的滲層性能及心部強度[3-9]。
滲碳降溫淬火工藝是在滲碳爐內對軸承滲碳結束后,降溫至合適的淬火溫度,并設定淬火碳勢及保溫一定時間后降溫進行淬火。與常規滲碳淬火工藝相比,省略了滲碳后冷卻至室溫及淬火重新加熱過程,大大縮短了生產周期。本文研究了滲碳降溫淬火工藝對18CrNiMo7-6軸承鋼滲碳層組織及機械性能的影響,并與滲碳后重新加熱淬火工藝進行對比,探討了滲碳降溫淬火工藝機理。
1 實驗材料及方法
本實驗中石油鉆具軸承鋼材料為18CrNiMo7-6,試樣尺寸為φ55 mm×200 mm,化學成分見表1。滲碳降溫淬火工藝和滲碳后重新加熱淬火工藝見圖1。

表1 18CrNiMo7-6化學成分(質量分數,%)Table 1 Chemical composition of 18CrNiMo7-6 (mass fraction, %)

圖1 (a)滲碳降溫淬火和(b)滲碳后重新加熱淬火工藝曲線Fig.1 Process curve of carburizing and cooling quenching(a) carburizing reheating quenching (b)
對比圖1(a)、1(b)可以看出,采用滲碳降溫淬火工藝時,爐溫升至滲碳溫度930 ℃保溫11 h后直接降溫到820 ℃保溫1 h進行淬火;采用滲碳后重新加熱淬火工藝時,爐溫升至滲碳溫度930 ℃保溫11 h后工件出爐空冷,待工件冷卻至室溫后重新放入熱處理爐,再次升溫至820 ℃保溫3 h進行淬火,整個過程耗時較長,增加了滲碳降溫出爐及二次入爐升溫等待時間。
試驗結束后,用4%硝酸酒精對金相試樣進行腐蝕,采用金相顯微鏡按照標準GB/T 25744—2010、GB/T 13298—2015對其碳化物、馬氏體、殘余奧氏體、表面硬度和心部組織進行檢測。采用萬能力學分析儀按照標準GB/T 2975—2018、GB/T 228.1—2010、和GB/T 229—2007,對其心部力學性能進行檢測。采用苦味酸溶液腐蝕滲碳層,按照GB/T 6394—2002標準對其晶粒度進行檢測。
2 實驗結果與討論
2.1 滲碳層金相組織及晶粒度
圖2(a)、2(b)分別為軸承鋼試樣滲碳后重新加熱淬火和滲碳降溫淬火后滲碳層的金相組織;圖2(c)、2(d)分別為兩種工藝所得晶粒度,具體評級結果見表2。
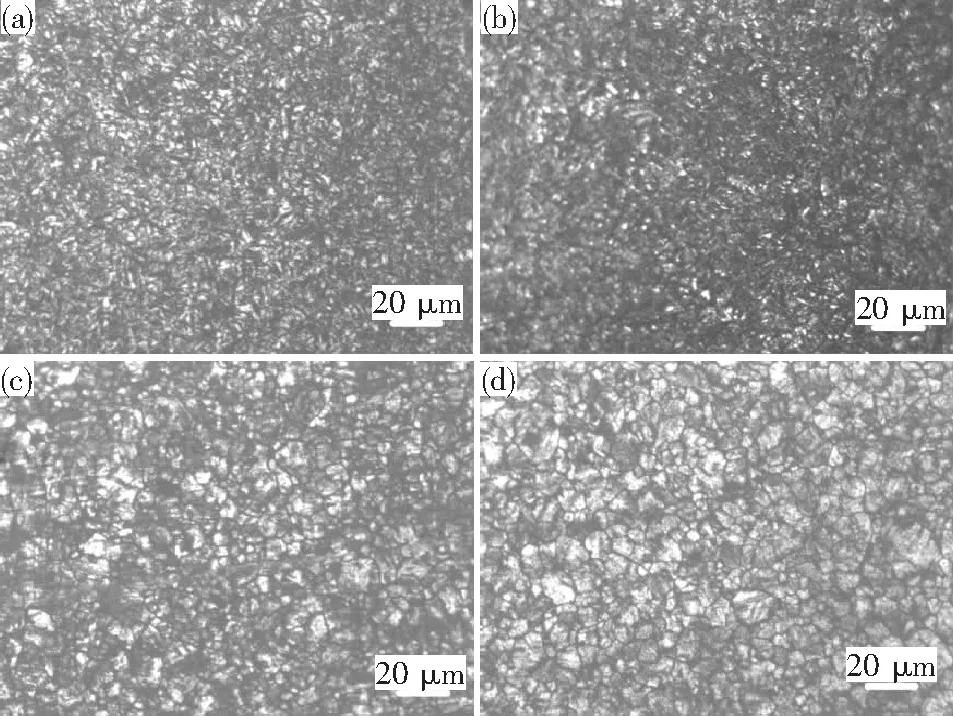
(a)、(c)滲碳后重新加熱淬火;(b)、(d)滲碳降溫淬火圖2 滲碳層金相組織及晶粒度(a),(c) carburizing reheating quenching; (b),(d)carburizing and cooling quenchingFig. 2 Microstructure and grain size of carburizing layer

表2 金相組織評級Table 2 Metallographic structure rating
從圖2和表2可以看出,滲碳降溫淬火后滲碳層金相組織評級為彌散細顆粒碳化物1~2級,細針馬氏體2級,殘余奧氏體10%左右1~2級,晶粒度7.5級;滲碳降溫淬火工藝合理設定了強滲碳勢和擴散碳勢,強滲和擴散時間比值為8:3,較好地確保了滲碳層表層碳濃度分布,避免了過量碳化物和殘余奧氏體的形成,所得滲碳層金相組織與滲碳后重新加熱淬火工藝基本相當。滲碳降溫淬火后滲碳層晶粒度略有長大,但其晶粒度長大級別較小,主要原因是18CrNiMo7-6鋼為本質細晶粒鋼且其滲碳總時間較短,對晶粒長大影響較小[4-5]。
2.2 滲碳層硬度梯度
圖3為鉆具軸承鋼試樣滲碳層的硬度梯度,其中1#、2#、100#試樣為滲碳后重新加熱淬火工藝,20#、03#試樣為滲碳降溫淬火工藝。
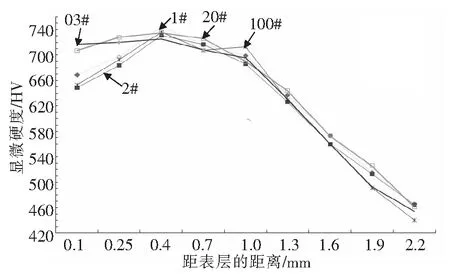
圖3 滲碳層硬度梯度Fig.3 Hardness gradient of carburizing layer
從圖3可看出,滲碳后重新加熱淬火試樣在距表層約0.4 mm位置處存在硬度轉折點,滲碳表層0.2~0.7 mm內硬度降低70 HV0.5。滲碳降溫淬火試樣在距表層0.4 mm內硬度梯度變化較小,滲碳表層0.25~0.7 mm內硬度降低20 HV0.5,且整個硬度梯度變化較平緩,可較大程度提升軸承疲勞壽命。這主要是由于滲碳降溫淬火工藝在滲碳結束后降溫到淬火溫度和淬火碳勢的兩工序均在爐內完成,避免了軸承滲碳出爐后其滲碳層被氧化[6]的現象。另外,淬火碳勢設定為0.7%~0.8%,該碳勢下軸承滲碳層表面不會產生脫碳,而且滲碳層不會存在過多殘余奧氏體,確保了滲碳層金相組織級別和硬度值[7-10]。而滲碳后重新加熱淬火工藝存在滲碳后出爐降溫,使其表面產生氧化脫碳現象;淬火保溫碳勢約為0.2%~0.3%,不能有效彌補表層脫碳含量,從而導致滲碳層0.4 mm范圍內硬度偏低,即在距離表層0.4 mm位置處出現硬度轉折點現象。
2.3 心部組織
圖4為滲碳后重新加熱淬火和滲碳降溫淬火試樣的心部金相組織。滲碳后重新加熱淬火試樣心部組織含有較多未溶塊狀鐵素體,鐵素體為4級。滲碳降溫淬火試樣心部有少量游離鐵素體,鐵素體數量顯著減少,鐵素體為3級。滲碳降溫淬火試樣心部組織明顯優于滲碳后重新加熱淬火。由于滲碳后重新加熱淬火為亞溫淬火,即未達到材料充分奧氏體化溫度,滲碳后重新加熱淬火時,心部不可避免會存在較大量的未溶鐵素體,從而影響試樣心部的淬硬性。而滲碳降溫淬火工藝,滲碳過程結束后降溫至淬火保溫過程,其試樣心部已完全奧氏體化,在此基礎上淬火冷卻,心部所獲得的淬火馬氏體含量較多,試樣淬火效果更好。
2.4 機械性能
滲碳降溫淬火和滲碳后重新加熱淬火軸承試樣機械性能如表3所示。滲碳降溫淬火試樣硬度為27.2 HRC,較滲碳后重新加熱淬火工藝提高3.6 HRC;屈服強度為805 N/mm2,提高約7.8%,抗拉強度和沖擊功也同時獲得提升。滲碳降溫淬火后機械性能滿足企業標準要求。這是因為滲碳降溫淬火工藝確保了軸承心部淬火溫度,從而保證軸承心部強度[11]。
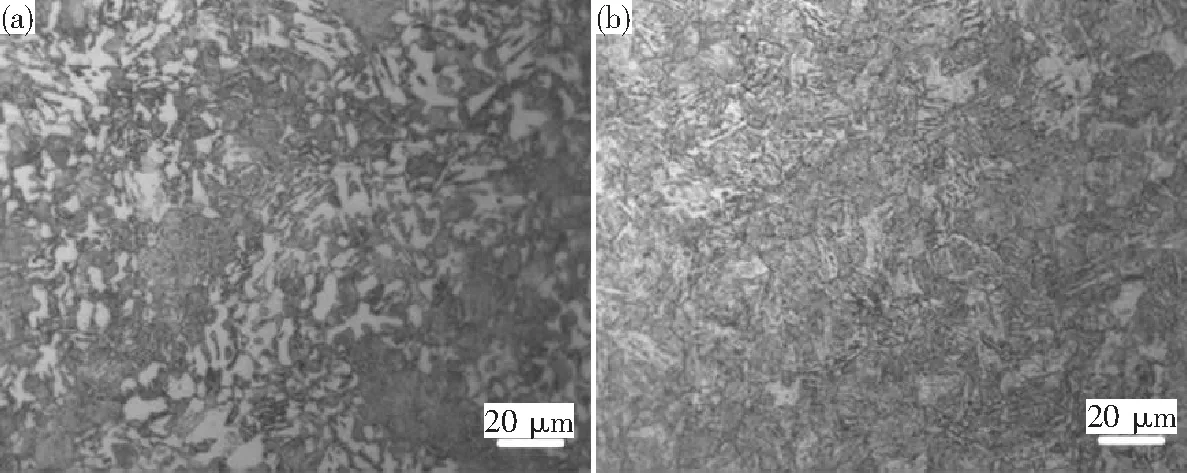
(a)滲碳后重新加熱淬火;(b)滲碳降溫淬火圖4 試樣心部金相組織(a)carburizing reheating quenching;(b)carburizing and cooling quenchingFig.4 Microstructure of the sample core
3 結論
1)軸承鋼18CrNiMo7-6經滲碳降溫淬火與滲碳后重新加熱淬火,金相組織級別基本相當,符合標準要求。
2)滲碳降溫淬火后距試樣表面0.25~0.7 mm范圍內,滲碳層硬度較平緩,且整個滲碳層梯度也更加平緩,可一定程度提高鉆具軸承使用壽命。
3)滲碳降溫淬火工藝確保了軸承心部淬火溫度及均勻性,使其心部硬度、強度和沖擊功提高。
4)滲碳降溫淬火工藝可大大降低生產成本和勞動強度,提高生產效率50%以上。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
