20鋼等徑無縫三通開裂原因
2021-06-30 01:34:02李麗鋒陳月娥任國琪朱麗霞羅金恒
機械工程材料 2021年6期
李麗鋒,陳月娥,任國琪,朱麗霞,武 剛,羅金恒
(1.中國石油集團石油管工程技術研究院,石油管材及裝備材料服役行為與結構安全國家重點實驗室,西安 710077;2.中國石油大學(華東)儲運與建筑學院,青島 257061;3.中國石油新疆油田公司,克拉瑪依 834000)
0 引 言
三通是油氣輸送管道的重要組成部分,主要用于改變管道方向和管徑大小,實現管道分支和特殊連接等功能,在油氣管道上應用廣泛,并逐漸向大口徑、大壁厚、高強度方向發展[1-4]。
2016年5月,某天然氣管線高壓閥門配套三通在試投產時發生環向開裂,導致天然氣泄漏。該三通為DN250等徑無縫三通,產品執行標準為GB/T 12459-2005,材料為20鋼,采用冷擠壓工藝成形,熱處理狀態為正火。該三通主管與支管坡口處外徑為273 mm,公稱壁厚為6.35 mm,主管中心線至支管端面的距離為216 mm,設計壓力為5.6 MPa,失效時管線壓力為12 MPa。為防止此類三通開裂事件再次發生,作者對其進行了失效分析。
1 理化檢驗及結果
1.1 表面宏觀形貌
試樣原始送檢狀態為防腐層部分剝離狀態。由圖1可以看出:開裂位置位于三通支管上,距主管中心線150 mm,小于GB/T 12459-2005中等徑無縫三通主管中心線至支管端面的距離(216±2) mm;開裂處外表面可見局部下凹,經超聲波測量得到開裂處最小壁厚為3.35 mm,經確認為開裂后現場人為打磨所致;防腐層完全剝離后,可見開裂位置所在管周方向的內外表面相對平整,主管兩端面附近可見環焊縫;開裂處外表面可見長5 mm、寬4 mm的孔,孔兩側存在環向裂紋,與外表面孔相對應的內表面存在長2 mm、寬1 mm的孔,在兩側明顯可見環向裂紋,開裂位置所在環帶內表面可見多處金屬缺失,呈圓狀或條狀形貌;三通內、外表面未見塑性變形和腐蝕損傷痕跡。

圖1 失效三通各位置的宏觀形貌Fig.1 Macromorphology of each position of failed tee: (a) after partially stripping anticorrosion layer; (b) enlargement of cracking location; (c) after entirely stripping anticorrosion layer; (d) outer surface of cracking location; (e) inner surface of cracking location and (f) inner surface at cracking location of loop
1.2 無損檢測
采用CJZ-212E型磁粉探傷儀對開裂位置所在環帶內、外表面進行磁粉探傷。由圖2可以看出,開裂處存在1條環向穿透性裂紋,外表面裂紋長度為45 mm,內表面裂紋長度為40 mm,其余位置未見裂紋。
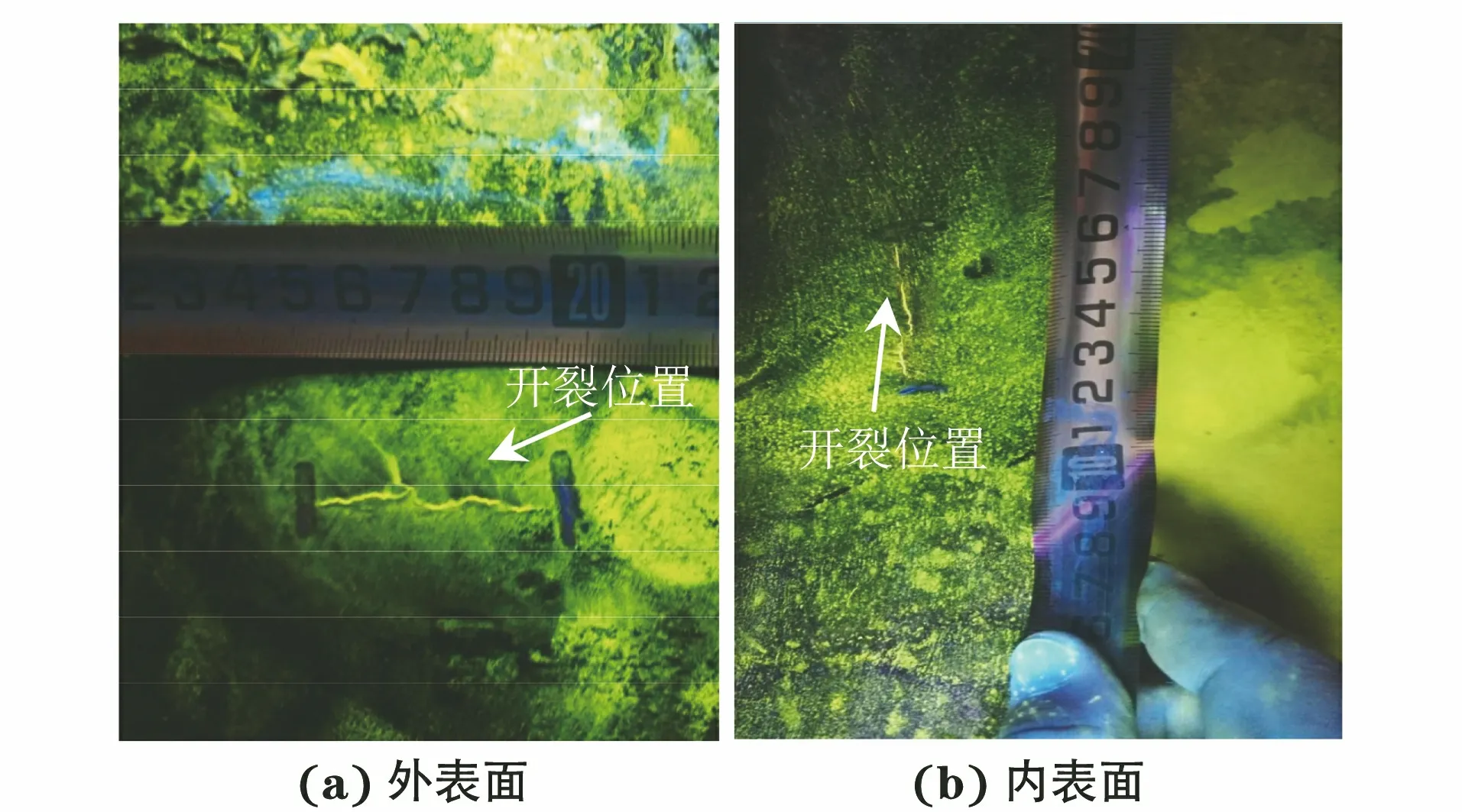
圖2 失效三通開裂位置所在環帶內、外表面的磁粉探傷結果Fig.2 Magnetic particle inspection results of outer (a) and inner(b) surfaces at cracking location of loop of failed tee
采用XXQ-2005型X射線探傷儀對開裂位置所在環帶進行X射線探傷。由圖3可以看出,開裂位置所在環帶存在嚴重的金屬不連續現象,且在開裂處較嚴重,表明該處存在嚴重的金屬缺失。
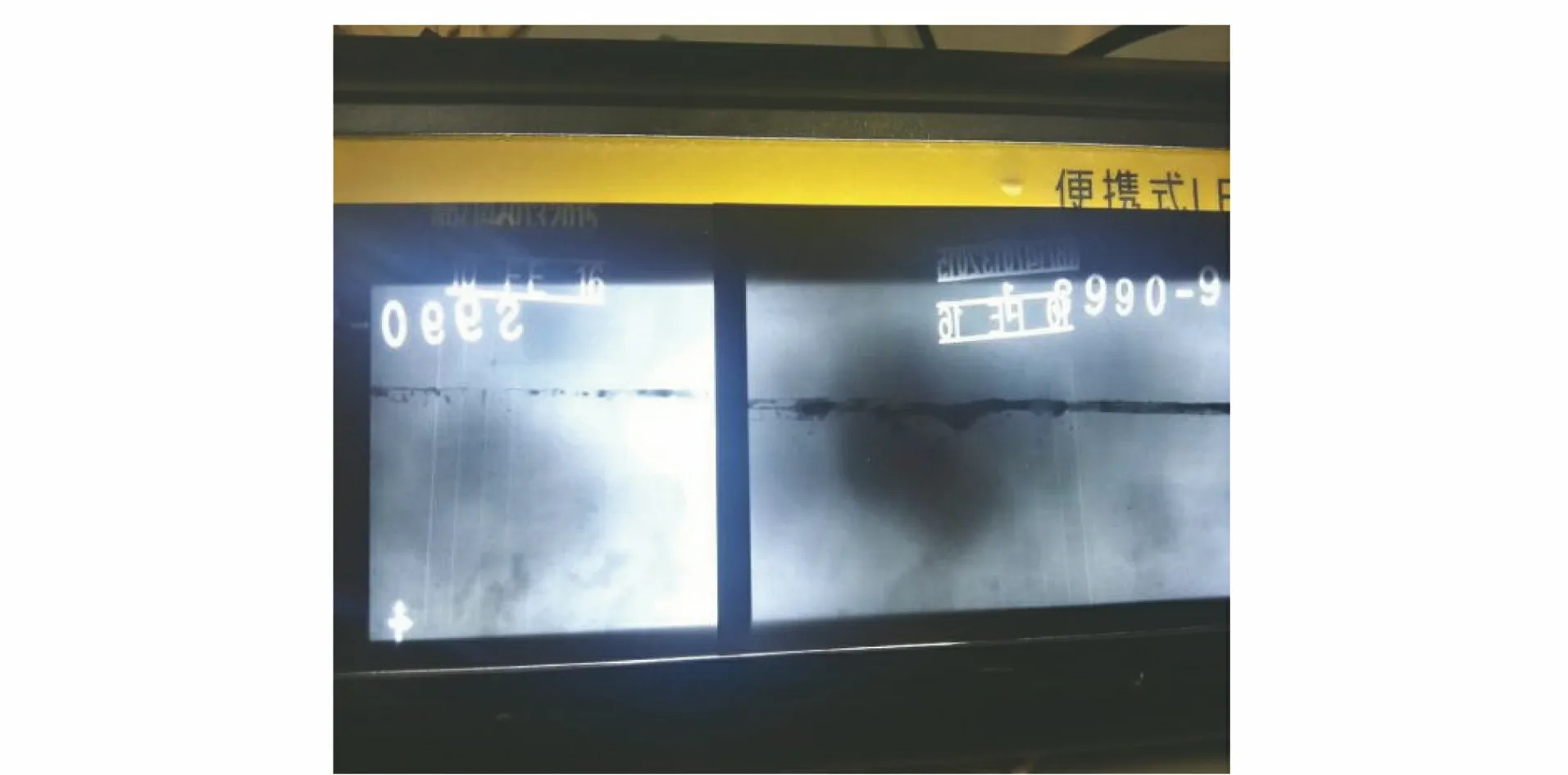
圖3 失效三通開裂位置所在環帶的X射線探傷結果Fig.3 X-ray inspection results at cracking location of loop offailed tee
1.3 化學成分
采用ARL4460型直讀光譜儀測試三通主管管體,開裂位置近支管側、近主管側管體的化學成分。由表1可知,主管管體,開裂位置近支管側、近主管側的化學成分均滿足GB/T 699-1999標準要求。

表1 失效三通的的化學成分(質量分數)
1.4 截面宏觀形貌和顯微組織
采用線切割在開裂位置附近按照圖5所示位置截取全壁厚金相試樣,1#為下凹位置,2#和4#為環向裂紋即開裂位置所在環帶兩側,3#為開裂位置,在圖1(f)的位置2處截取金屬缺失試樣,標記為5#,觀察截面試樣宏觀形貌和顯微組織。

圖5 失效三通開裂位置附近金相試樣的取樣位置Fig.5 Sampling position of metallographic sample near crackinglocation of failed tee
由圖6可以看出:環向裂紋、開裂位置、金屬缺失位置均位于同一環帶,呈明顯的焊縫和熱影響區特征,表明該環帶為環焊縫,各位置均存在明顯的孔洞缺陷,孔洞位于焊縫區的填充焊和根焊區域。

圖6 開裂位置附近的宏觀形貌Fig.6 Macromorphology near cracking location
由圖7可以看出,開裂位置存在明顯的孔洞,孔洞處的剩余壁厚不足1 mm,有效承壓壁厚大大減小,為起裂部位。
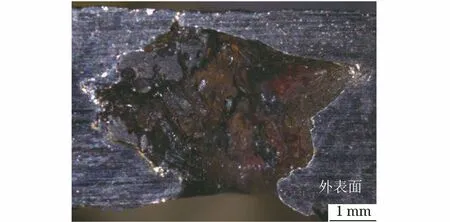
圖7 開裂位置的截面宏觀形貌Fig.7 Macromorphology of section of cracking location
同一環帶上裂紋端部、開裂位置、金屬缺失位置的組織特征相同,選取2#試樣,對其進行磨拋,采用體積分數為4%的硝酸酒精腐蝕后,在MeF3A型光學顯微鏡和OLS 4100型激光共聚焦顯微鏡下觀察截面顯微組織。由圖8可以看出,裂紋靠近主管端和支管端母材組織均為鐵素體+珠光體,但晶粒度存在明顯差異,靠近主管側的晶粒度為9.5級,靠近支管側的晶粒度為7.0級,填充焊焊縫組織為鐵素體+珠光體,蓋面焊焊縫組織為針狀鐵素體+珠光體+魏氏組織,熱影響區組織為珠光體+魏氏組織。

圖8 裂紋所在環帶不同位置的顯微組織Fig.8 Microstructures of different positions of loop with cracks: (a) base metal near main pipe; (b) base metal near branch pipe;(c) filler weld; (d) cover weld and (e) heat affected zone
1.5 裂紋面形貌及微區成分
人工打開裂紋后,采用TESCAN VEGAⅡ型掃描電子顯微鏡(SEM)及附帶的XFORD INCA350型能譜儀(EDS)觀察裂紋面形貌并測試微區成分。由圖9和圖10可以看出:開裂位置的裂紋面被凸起的塊狀灰黑色物質完全覆蓋,該物質主要由鐵的氧化物組成;裂紋面上還存在枝晶狀非金屬夾渣,其主要成分為氧、鐵和鈦,同時含有少量硅、鉻等,判斷其為焊條的藥皮成分。
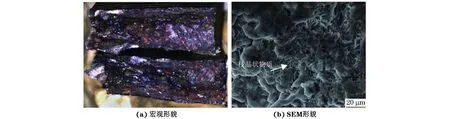
圖9 開裂位置的裂紋面形貌Fig.9 Crack surface morphology of cracking location: (a) macromorphology and (b) SEM morphology

圖10 枝晶狀非金屬夾渣的EDS譜Fig.10 EDS pattern of dendrite shaped non-metallic slag
1.6 拉伸性能
沿開裂位置近主管和支管側橫向截取全壁厚板狀拉伸試樣,試樣寬度和標距分別為25,50 mm,根據GB/T 228-2010在UTM5305型拉伸試驗機上進行室溫拉伸試驗,拉伸速度為5 mm·min-1。由表2可以看出,開裂位置兩側管體的拉伸性能均滿足GB/T 8163-2008標準要求。

表2 失效三通開裂位置近主管和近支管側的拉伸性能
2 開裂原因分析
該失效三通開裂位置距主管中心線的距離小于GB/T 12459-2005中等徑無縫三通主管中心線至支管端面的距離;開裂位置存在嚴重的金屬缺失;開裂位置近主管和支管側的化學成分和拉伸性能均滿足標準要求;開裂位置兩側裂紋靠近主管和支管端母材組織均為鐵素體+珠光體,晶粒度存在顯著差異,表明開裂位置兩側鋼管的生產工藝不同;開裂位置所在環帶呈明顯的焊縫和熱影響區組織特征,表明該環帶為環焊縫,開裂位置位于環焊縫上;開裂位置處的裂紋面被灰黑色物質覆蓋,該物質主要由鐵的氧化物組成,少量為焊條藥皮成分的疏松枝晶狀非金屬夾渣,進一步說明開裂點位于環焊縫上。
剝離防腐層后,開裂位置整個環帶內、外表面呈明顯的環焊縫特征,同時經現場確認,與三通支管連接的現場環焊縫在送樣時并未截取。因此,判斷開裂位置的環焊縫是在三通制造過程中產生的。該失效三通屬于等徑無縫三通,采用冷擠壓成型工藝,生產工序主要包括下料、去毛刺、潤滑、冷擠壓、應力消除、割通、修整、表面處理、車坡口和無損探傷等。失效三通支管上存在異常環焊縫,不符合等徑無縫三通的生產工藝要求。該環焊縫存在嚴重的金屬不連續現象,且開裂位置最嚴重,存在未焊透缺陷,這進一步表明該三通存在嚴重的質量問題,制造過程中的無損探傷和質量驗收環節未能發揮作用。
裂紋附近、開裂位置、金屬缺失位置均存在未焊透缺陷,導致三通有效壁厚顯著降低,尤其是開裂位置未焊透缺陷尺寸較大,極大降低了三通的承壓能力,隨著試壓壓力增大,該位置最先起裂并擴展,直至穿透剩余壁厚,最終導致泄漏[5-6]。
3 結論及建議
(1) 該失效三通的開裂位置在支管的環焊縫上,環焊縫是在三通制造階段產生,不符合等徑無縫三通的生產質量要求。
(2) 開裂的主要原因是環焊縫上存在嚴重的未焊透缺陷,隨著試壓壓力增大,未焊透缺陷起裂并擴展直至穿透剩余壁厚。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24