不銹鋼絞股焊絲MAG橫焊堆焊層組織與性能
2021-07-01 13:59:56
機械制造文摘(焊接分冊) 2021年3期
關鍵詞:不銹鋼
(哈爾濱焊接研究院有限公司,黑龍江 哈爾濱 150028)
0 前言
加氫反應器作為加氫裂化的核心設備,長期工作在高溫、高壓及腐蝕性環境中。為了保證其服役性能,必須要在加氫反應器零部件內壁堆焊耐蝕層[1-3]。對于加氫反應器人孔及凸臺密封面來講,受零件尺寸及焊接位置的影響,其現有的堆焊工藝為:首先,采用ER309L不銹鋼藥芯焊絲橫焊堆焊厚度為3 mm的過渡層;然后,采用ER347L不銹鋼藥芯焊絲在過渡層的基礎之上堆焊厚度為3.5 mm的復層。由于受到熔池下淌等因素的影響,不銹鋼藥芯焊絲橫焊堆焊層極易產生夾渣缺陷。夾渣的存在增加了產品的返修工時與制造成本。
絞股焊絲作為近幾年來新興起的一種異形結構焊絲,研究者通過理論研究和試驗驗證已經證明了其具有熔敷效率高、稀釋率等特點[4-7]。上述特點使得絞股焊絲在應用到堆焊時具有天然的優勢。目前,針對絞股焊絲堆焊的研究均集中在平焊位置,對于不銹鋼絞股焊絲橫焊位置堆焊的相關試驗研究尚未展開。文中選用直徑φ1.6 mm的不銹鋼絞股焊絲來展開氣體保護橫焊堆焊工藝試驗,為后續不銹鋼絞股焊絲堆焊工藝的實際應用奠定基礎。
1 試驗材料及方法
采用直徑φ1.6 mm的ER309L不銹鋼絞股焊絲堆焊厚度為3 mm的過渡層;然后,選用同直徑的ER347L不銹鋼絞股焊絲在過渡層基礎上堆焊厚度3.5 mm的復層。上述不銹鋼絞股焊絲由3根同直徑、同材質的單絲捻制而成,其橫截面示意圖如圖1所示。表1與表2分別為ER309L不銹鋼絞股焊絲與ER347L不銹鋼絞股焊絲的化學成分,其化學成分滿足GB/T 29713—2013《不銹鋼焊絲和焊帶》標準的技術要求。

圖1 不銹鋼絞股焊絲橫截面

表1 ER309L絞股焊絲化學成分(質量分數,%)

表2 ER347L絞股焊絲化學成分(質量分數,%)
橫焊堆焊所用焊接電源型號為麥格米特Artsen Plus 500D,電源極性為直流反接。焊槍與母材之間夾角如圖2所示。采用97.5%Ar+2.5%CO2混合氣體作為保護氣體;母材規格為300 mm×150 mm×20 mm,材質為12Cr2Mo1R。試驗前清理試板表面油銹及氧化層,保證待焊表面的清潔度符合試驗要求。按照表3的工藝參數進行橫焊堆焊工藝試驗。焊態下,對堆焊層表層鐵素體含量和化學成分進行分析;焊后熱處理狀態下(690 ℃×8 h)對不銹鋼絞股焊絲橫焊堆焊層晶間腐蝕性能及側彎和硬度等理化性能進行測試。
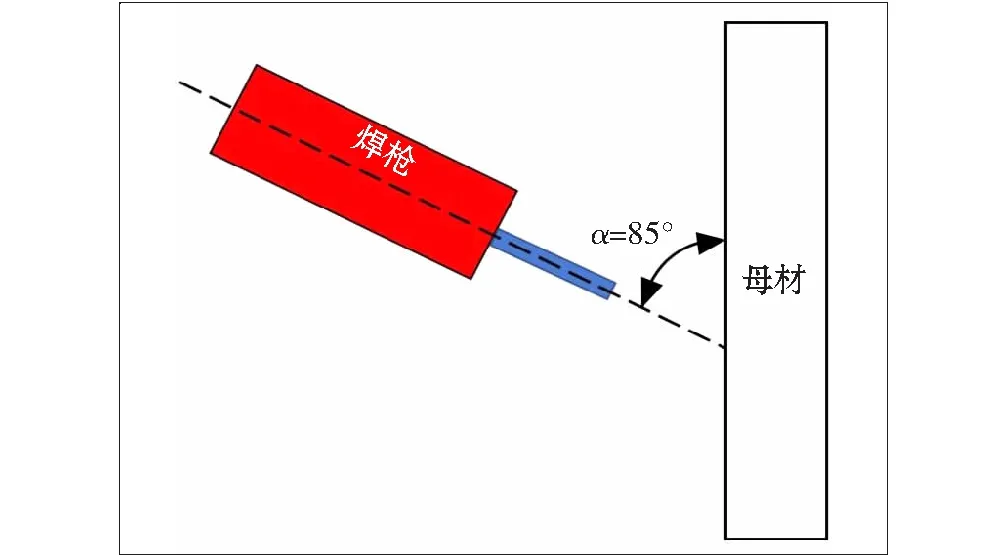
圖2 橫焊堆焊焊槍角度

表3 橫焊堆焊試驗參數
2 試驗結果
2.1 顯微組織分析
圖3為顯微組織圖。圖3a~3d依次為不銹鋼絞股焊絲橫焊堆焊層熔合線、熱影響區粗晶區、堆焊過渡層及復層的顯微組織。圖3a中可見,不銹鋼堆焊層與母材熔合線處冶金結合良好,熔合線較為平滑,堆焊層內無夾雜、微裂紋等缺陷。圖3b所示為堆焊熱影響區過熱區組織形貌。過熱區組織為粒狀貝氏體與板條貝氏體,由于所經歷的焊接熱循環峰值溫度很高,導致其晶粒尺寸稍有粗大。圖3c與圖3d分別為堆焊過渡層與堆焊復層的顯微組織,其形貌為奧氏體+δ鐵素體雙相組織。

圖3 顯微組織圖
2.2 鐵素體含量與化學成分
圖4為不銹鋼絞股焊絲橫焊堆焊層厚度分布示意圖。堆焊完成后,焊態下利用 FMP30 型鐵素體儀按照GB/T 1954—2008《鉻鎳奧氏體不銹鋼焊縫鐵素體含量測量方法》標準測量堆焊層鐵素體含量。

圖4 不銹鋼絞股焊絲堆焊層示意圖
堆焊層化學元素取樣方法:先從堆焊層表面刨去2.5 mm,然后在距離表面2.5~3.0 mm范圍內取樣。
堆焊表層鐵素體含量的測試結果見表4,其平均值為5 FN,滿足堆焊層鐵素體數3~8 FN的工程指標。表5為堆焊層表面熔敷金屬化學成分分析結果,各化學元素實際測量值滿足工程要求。
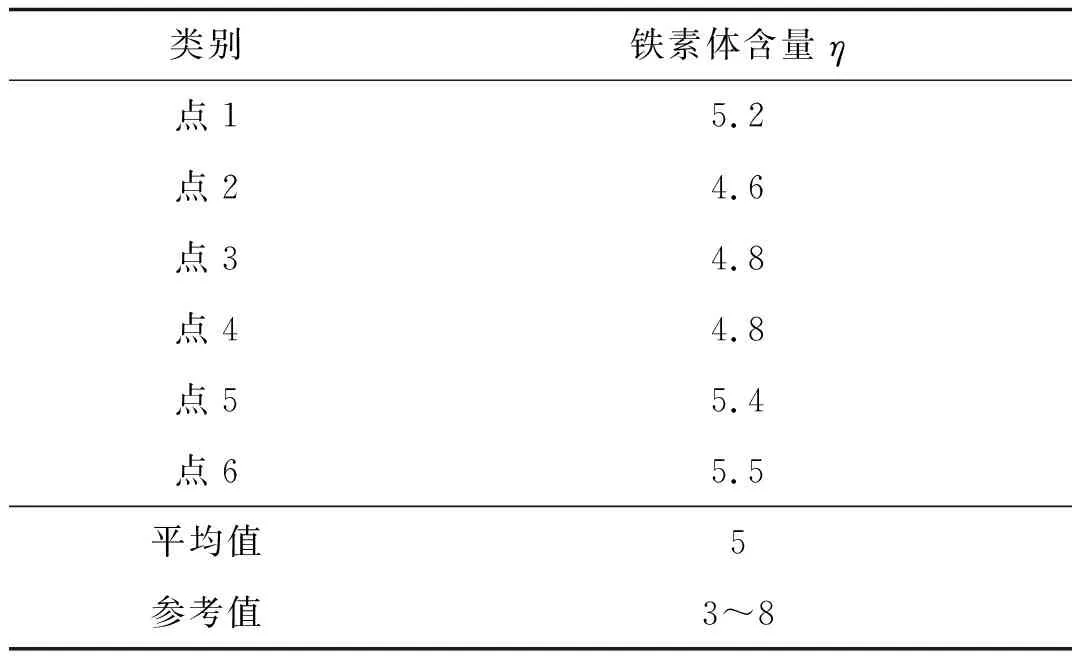
表4 堆焊層表面鐵素體含量 FN

表5 堆焊層表面熔敷化學成分(質量分數,%)
2.3 晶間腐蝕
按照GB/T 4334—2008《金屬和合金的腐蝕不銹鋼晶間腐蝕試驗方法》標準E法完成了硫酸-硫酸銅晶間腐蝕試驗來檢測堆焊層耐晶間腐蝕腐蝕性。試樣尺寸為80 mm×25 mm×2 mm,取樣方式為先刨去堆焊層表面0.5 mm,然后線切割取樣,磨床磨削試樣表面。后在加有銅屑的硫酸-硫酸銅溶液中微沸狀態下連續試驗 16 h,然后以3倍壓頭做雙向彎曲試驗。圖5為經過晶間腐蝕試驗之后的試樣,借助于10倍放大鏡觀察晶間腐蝕試樣表面部分,表面未發現裂紋。
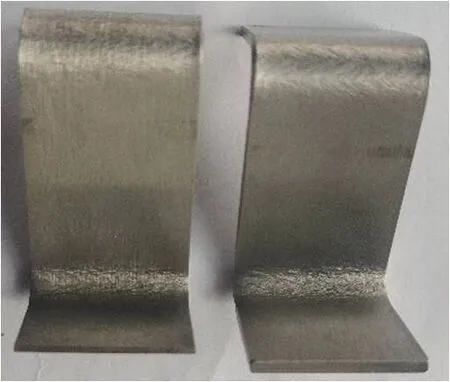
圖5 橫焊堆焊晶間腐蝕試樣
2.4 堆焊層力學性能分析
按照GB/T 2653—2008《焊接接頭彎曲試驗方法》標準從不銹鋼絞股焊絲橫焊堆焊試板中取橫向大、小側彎試樣。壓頭直徑為板厚4倍,彎曲角度180°。圖6為不銹鋼絞股焊絲橫焊堆焊層側彎試驗結果,大、小側彎試樣在彎曲后均未產生裂紋缺陷。
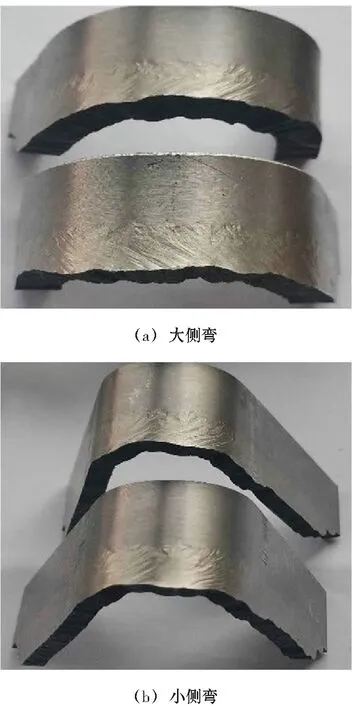
圖6 側彎試驗
硬度是評價材料性能的重要指標之一,也是程中常用的一種快速質量評價手段。按照GB/T 4340.1—2009《金屬材料 維氏硬度試驗 第1部分:試驗方法》標準對橫焊堆焊層、熔合線及基體材料的維氏硬度值進行分析。表6為橫焊堆焊層硬度值的分析結果,硬度最大值出現在熱影響區。整個堆焊層的硬度均低于參考值248 HV10。

表6 橫焊堆層硬度分析HV10
[][]
3 結論
不銹鋼絞股焊絲橫焊堆焊層組織為奧氏體+δ鐵素體雙相組織。 通過對不銹鋼絞股焊絲堆焊層鐵素體含量、化學成分、硬度、側彎以及晶間腐蝕試驗等理化性能進行檢測,各性能均滿足相關技術指標要求,可以進行工程應用。
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16