新舊版民用核安全設備焊接人員考試標準對比分析
2021-07-01 14:02:58
機械制造文摘(焊接分冊) 2021年3期
(哈爾濱鍋爐廠有限責任公司,黑龍江 哈爾濱 150046)
0 前言
從事民用核安全設備焊接活動的焊工、焊接操作工依據HAF603參加考核并取得資質后,方可從事民用核安全設備焊接活動。2007版的HAF603是一套技術文件和管理文件合一的標準文件(以下簡稱舊版標準)。根據國務院“放管服”的改革精神,2019年生態環境部重新修訂頒布新版HAF603(以下簡稱新版標準),將技術文件和管理文件分開。使得新版民用核安全設備焊接人員考試標準的技術文件更清晰明確。
1 焊接方法證的要求
新版標準提出了“焊接方法證”這一概念,明確了焊接人員取得焊接資質分兩步走,第一步是參加國家核安全局認定的考核單位舉辦的特定焊接方法考試,通過后取得焊接方法證,焊接方法證的有效期為5年。第二步是在焊接方法證有效期內,焊接人員在聘用單位內部參加焊接技能評定,合格后具備焊接資質。
2 理論考試
新版標準簡化了理論考試的報名資料,僅需提供申請表、學歷證明和體檢表即可。減輕了聘用單位在短時間內提交資料的工作壓力。在舊版標準中,理論考試作為一個單獨的考試進行,合格之后取得理論合格編號,再進行下一步的技能考試。在新版標準中,理論考試與焊接方法證考試合一進行,簡化了考試流程。
3 技能評定焊接方法、材料類別及評定范圍
3.1 技能評定焊接方法
兩個版本的標準所規定的焊接方法代號完全不同,與舊版(見表1)相比,新版標準(見表2)中焊接方法更為全面,增加了激光焊和電阻焊。
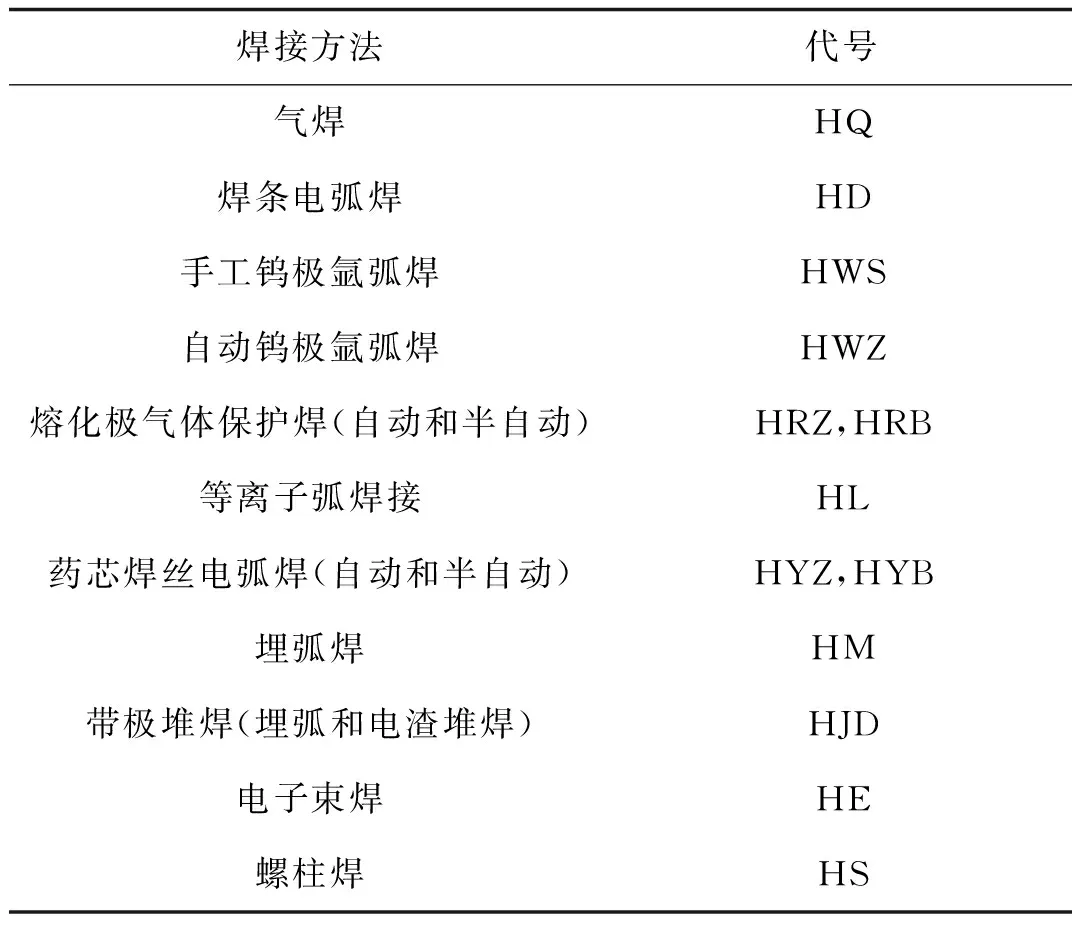
表1 舊版標準
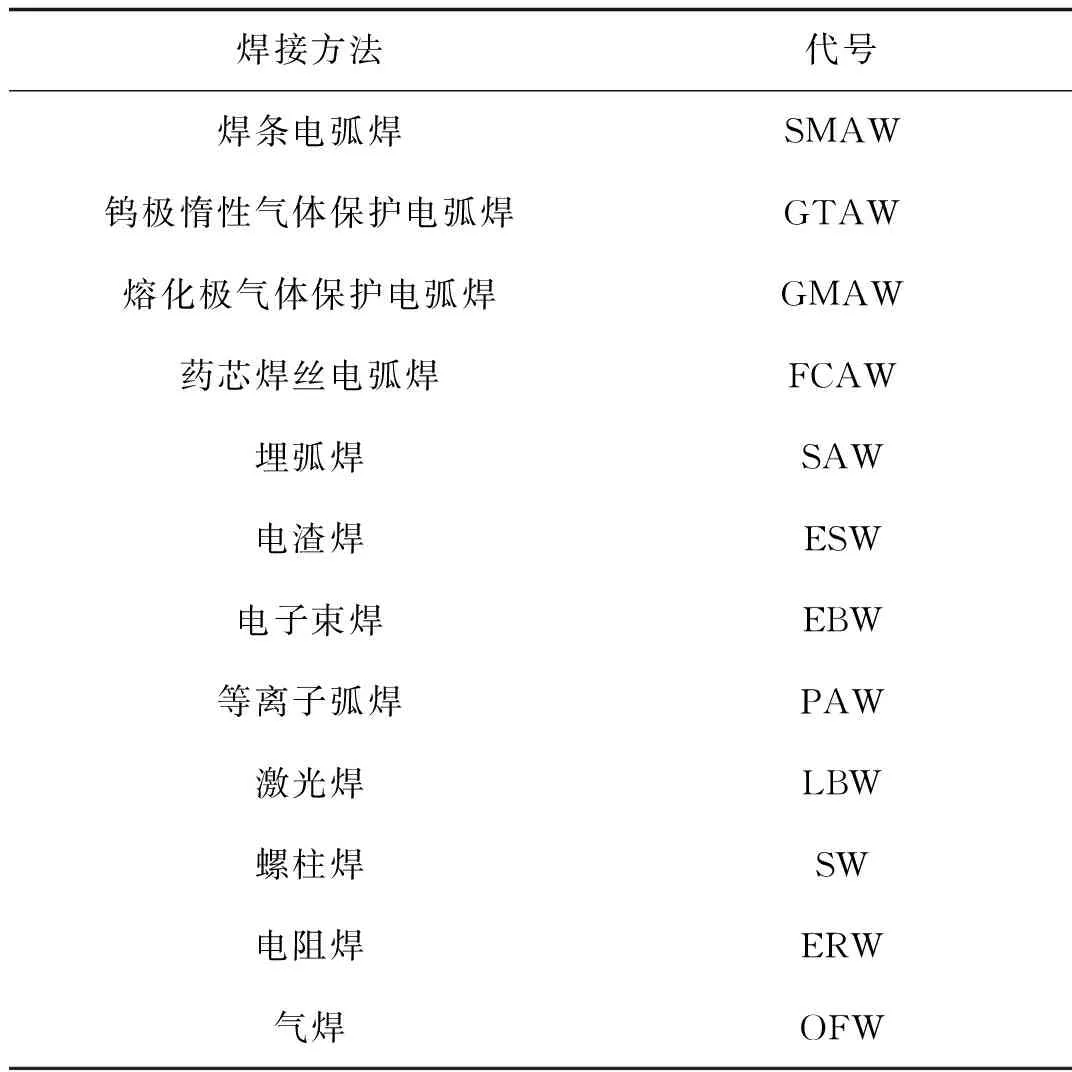
表2 新版標準
從表2中可以看出,舊版標準的代號采用漢語拼音首字母的形式,新版標準回到了采用英語首字母縮寫的主流表示形式上。
3.2 技能評定的材料類別
舊版標準將母材類組作為重要變數(見表3),而新版標準借鑒國際標準ISO 9606-1 標準規定,將焊材作為技能評定的主要變數,根據焊材的化學成分、力學性能等因素來考慮母材與焊材的匹配(見表4)。
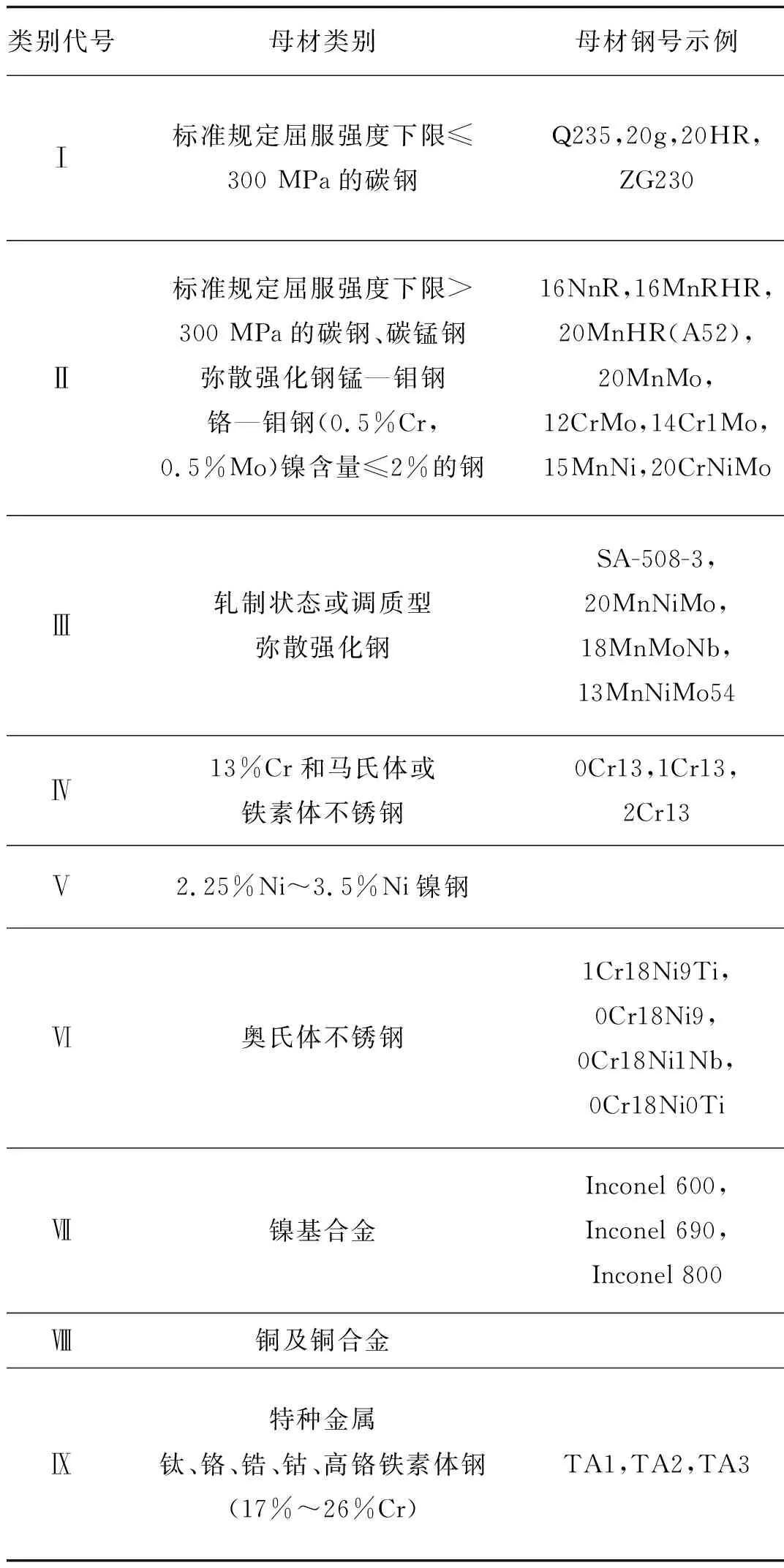
表3 舊版標準母材代號分類
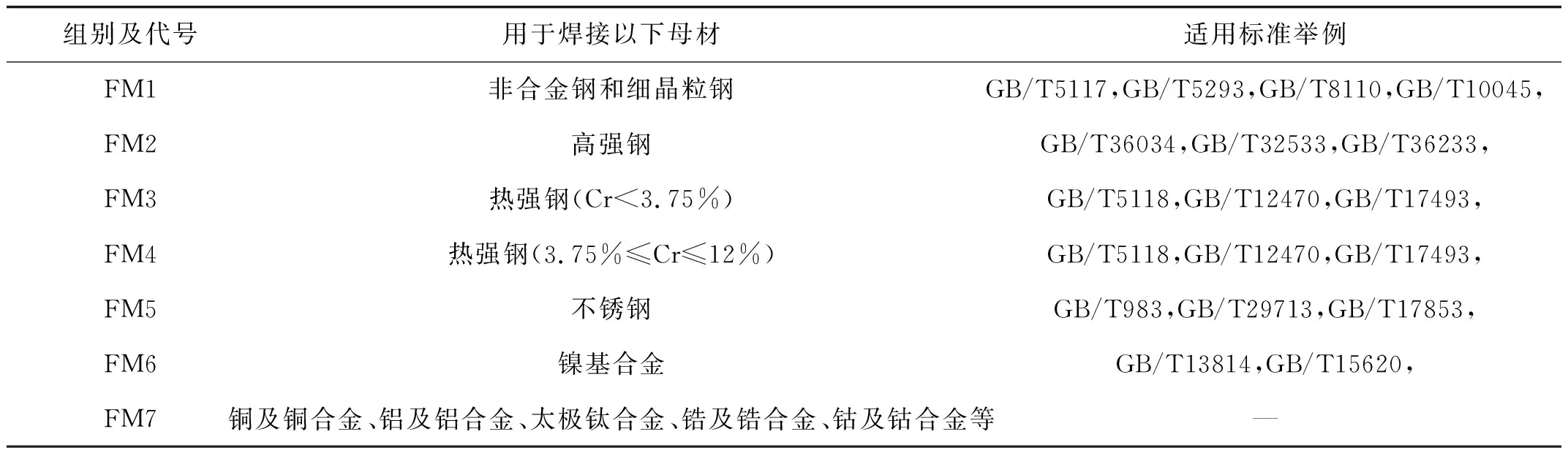
表4 新版標準焊材代號分類
焊接技能評定的重要變素分為焊接方法、試件形式、焊縫形式、填充材料、熔敷金屬厚度、焊接位置和其他要素。由于填充金屬和母材分類的變化,導致新舊標準對項目代號規定的差異較大,下面以手工電弧焊焊接12 mm合金鋼,單面焊平板為例(圖1、表5)。
圖1 平焊位置
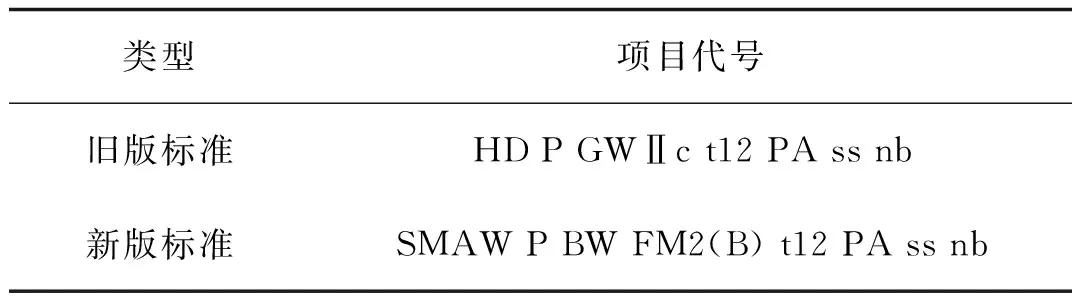
表5 平焊位置項目代號
從上表對比可以看出,項目代號中熔敷金屬厚度、焊接位置和其他要素沒有變化。焊接方法、試件形式和焊縫形式除代號表現形式不同外,規則是相同的。而填充金屬變化很大。新版標準的項目代號與ISO 9606的設置思路基本一樣。
3.3 技能評定的適用范圍
新版標準中焊縫厚度的適用范圍有所擴大,取消了當評定金屬厚度t≥12 mm時,適用厚度5~2tmm的規定,適用范圍改為t≥3 mm。有效的避免了產品厚度過大導致技能評定厚度隨之增大,技能評定不宜開展這一不利情況,同時也減少了產品厚度在3~5 mm時,技能評定的數量。同時新版標準取消了擋板焊接,明確了打底焊不可單獨使用及對接焊縫不再適用于角焊縫的規定。
3.4 技能評定的接管焊接
在民用核安全設備中,接管焊縫是一種比較特殊的焊縫,他對主管的外徑、支管的外徑、主管外徑與支管外徑的比值及支管軸線與主管軸線之間的角度有著嚴格的規定。這些因素變化范圍超過標準規定值時,必須進行新的技能評定。在新版標準中,這些規定進一步嚴格,規定只有產品的主管外徑大于等于500 mm,且主管外徑與支管外徑比值大于5時,技能評定時才能用板替換成主管。
新版標準中將接管接頭的焊接位置用3個代號單獨分組(見表6)。避免了舊版標準的焊接位置代號與實際焊接時的位置難以相符的情況。
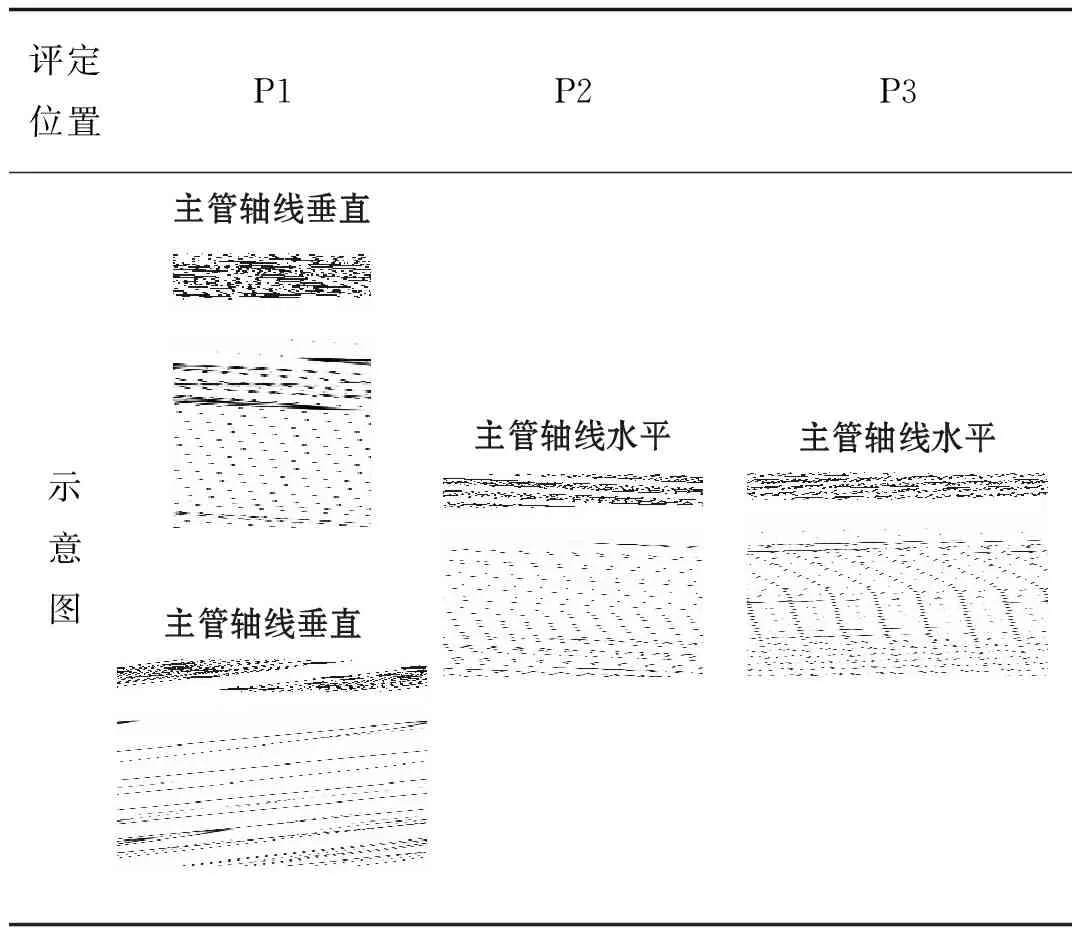
表6 新版標準接管接頭評定位置
4 專項技能評定
新版標準取消專用技能評定、X類和Y類專項技能評定,僅保留Z項專項技能評定。
舊版標準中有6項專項技能評定(見表7)。新版標準取消了摩擦焊作為專項技能評定的規定。同時對于Z4類專項技能評定,取消了評定結果對小于等于評定的焊絲直徑有效的限制,增加對焊縫進行射線檢驗的內容。
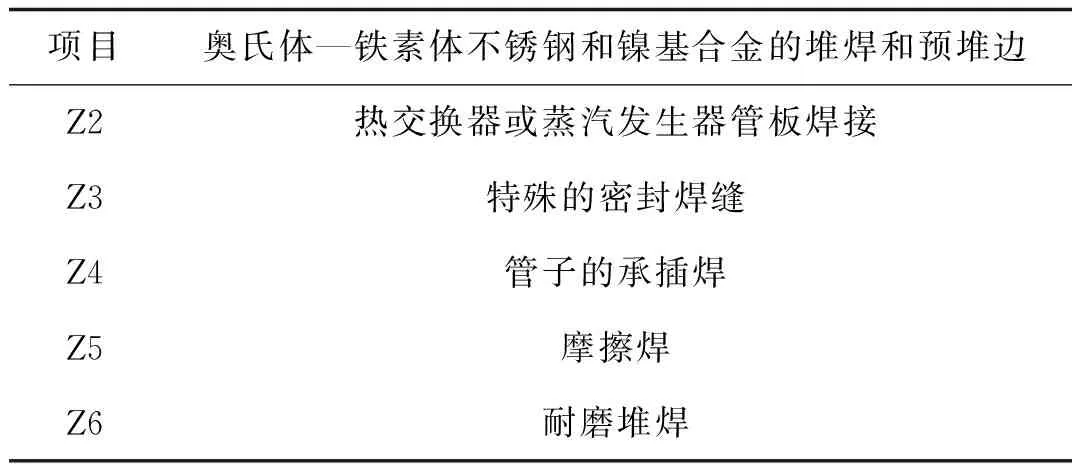
表7 舊版標準專項技能評定舉例
5 檢驗和驗收
新舊標準在檢驗和驗收部分變化很小,僅當管對接技能評定時管外徑<76 mm時做了部分改動,由舊版標準焊接3個試件,減少為焊接2個試件,同時將舊版標準要求的斷口檢驗改為無損檢驗。
6 連續操作記錄的要求
新版標準中對連續操作記錄規定更加詳細,連續操作記錄作為技能評定報告的一部分記錄在案,并且只有核級焊接活動才能作為焊績記錄下來。若連續中斷技能評定焊接方法對應的焊接工作超過6個月,該技能評定報告自動作廢。
7 結束語
通過對比分析,新版標準通過自我完善和借鑒國外標準日益發展起來,逐漸形成了完整的體系。在實際應用中要注意新版標準中的變化,以便更有效地應用新標準進行焊工技能評定,提高焊接技能評定質量,提高焊工技能水平,保證民用核安全設備焊接質量。
猜你喜歡
故事作文·高年級(2023年10期)2023-10-23 11:21:18
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
中國公路(2017年19期)2018-01-23 03:06:33
學苑創造·A版(2017年6期)2017-06-23 14:10:46
制造業自動化(2017年2期)2017-03-20 14:26:13
專用汽車(2016年4期)2016-03-01 04:13:43