
熱鍍鋅卷運輸過程的黑斑缺陷分析與對策
2021-07-09 00:57:22薛廣朋馮展發張宜超柳志堅
山東冶金 2021年3期
薛廣朋,馮展發,張宜超,柳志堅
(日照鋼鐵控股集團有限公司,山東 日照276806)
1 前 言
熱鍍鋅產品以其優良的耐腐蝕性能和潔凈外觀廣泛應用于建筑、家電和汽車等行業。熱鍍鋅卷容易產生黑斑缺陷,黑斑缺陷不僅影響鍍鋅板表面的外觀,還降低鍍鋅板的耐腐蝕性能[1-2],最終導致熱鍍鋅產品降級和報廢。某鋼廠熱鍍鋅產品2018年至2019年11月份提報黑斑質量異議148起2 615 t,實際發生賠付80起734 t,訴賠率224×10-6,質量異議居高不下,熱鍍鋅產品市場開拓及用戶滿意度均造成較大影響,造成部分客戶流失,暫停采購熱鍍鋅產品。質量異議鋼卷運輸方式主要為汽運或火運,短途汽運也存在少許運輸黑斑缺陷。
2 運輸黑斑的特征及產生原因
2.1 運輸黑斑的特征
運輸黑斑是由于鋼卷在運輸過程的搖晃,導致卷層與層之間的擠壓和摩擦產生,破壞表面鈍化膜或鋅層。運輸摩擦黑斑多發生在帶鋼寬度方向兩側顏色呈黑色,如圖1所示。上下表面對應位置均存在外圈,自外圈開始每一圈對應位置都有該缺陷,缺陷形貌呈點狀、面狀居多,發生圈數少則10來圈,多則可接近鋼卷全長的1/3,運輸黑斑產生位置在鋼卷與鞍座的碰撞承力接觸點上,缺陷嚴重程度隨著開卷卷徑變小而減輕,如圖2所示。
2.2 運輸過程黑斑產生原因
根據運輸黑斑宏觀形貌和發生規律,可以發現,缺陷基本上都發生在帶鋼的兩個邊部,其他位置少許存在,沿帶鋼軋制方向分布,且沿軋制方向周期性出現,從鋼卷外圈至內圈逐漸減小,缺陷程度逐漸減輕,周期長度與鋼卷周長相對應,黑斑發生位置正是固定支座與鋼卷的受力點。如果鋼卷固定性差,鋼卷在運輸過程中產生晃動,鋼卷與鞍座間的間斷受力,造成層與層之間摩擦,產生黑斑,板面上原有鈍化膜或鋅層被破損,板面發生氧化,出現運輸黑斑[3]。
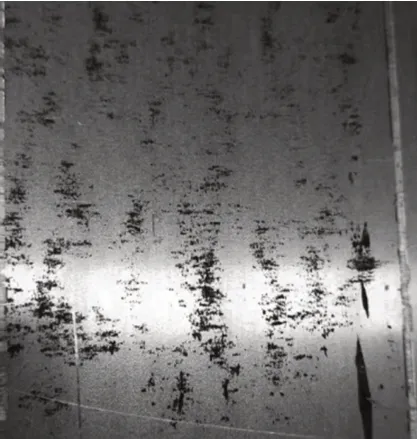
圖1 黑斑形貌
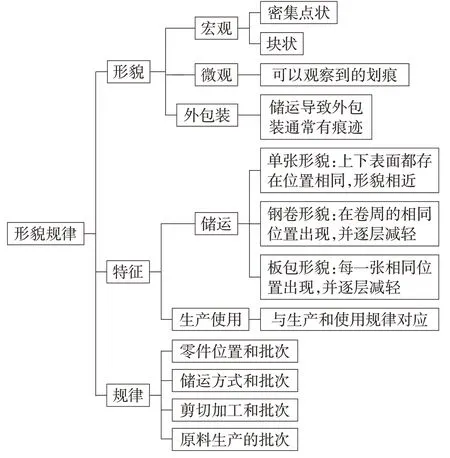
圖2 形貌規律
對客戶反饋運輸黑斑取樣,通過電鏡檢驗分析,金相室對送檢缺陷試樣進行電鏡檢驗,結果如下。取表面進行電鏡檢驗,黑斑位置較正常位置表面粗糙,黑斑位置表面存在類似翹皮形貌。在黑斑位置及正常位置共選取4個典型位置做點掃描,如圖3、圖4 所示。結果顯示,黑斑位置主要含有Fe、Zn、O、C 和少量的Ca、Al、Si 元素(譜圖1、2、3)。正常位置含有Zn、Fe、O、C和少量的Al元素(譜圖4)。黑斑位置的Fe、O 元素的含量明顯比正常位置高,而Zn元素的含量明顯較正常位置低(見表1)。

圖3 電鏡下黑斑位置形貌1
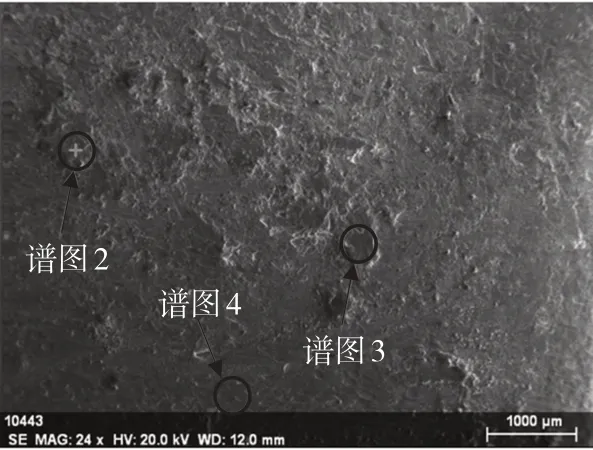
圖4 電鏡下黑斑位置形貌2
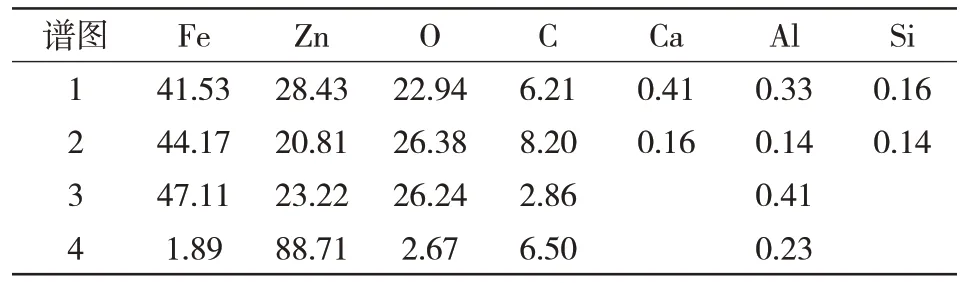
表1 黑斑位置及正常位置電鏡掃描結果(質量分數) %
由電鏡下形貌可見,黑斑位置表面存在類似翹皮的形貌。通過電鏡結果顯示:黑斑位置的Fe、O元素的含量明顯比正常位置高,而Zn 元素的含量明顯較正常位置低,這說明黑斑位置表面已破損,存在氧化鐵。
3 影響運輸黑斑的因素分析與控制措施
3.1 運輸方式影響與控制措施
某鋼廠鍍鋅產品主要運輸方式為汽運、火運、水運、火汽聯運、水汽聯運5種運輸方式,自2018年至2019年客戶提報黑斑質量異議主要運輸方式為汽運、火運較多。
汽運主要為長途運輸,車輛采用鋼制鞍座鋪墊膠皮或方木固定鋼卷,經研究發現鋪墊膠皮過硬,在運輸過程中鋼卷晃動,未達到緩沖的效果,為此計劃把鋼制鞍座更換為草墊子。
試驗表明,高速公路兩種鞍座均未出現黑斑,普通公路運輸均出現黑斑,鋪墊草墊子較鋪墊膠皮產生的黑斑輕微,鋪墊草墊子有一定的改善效果,主要與運輸路況有一定的關系,如圖5、6所示。
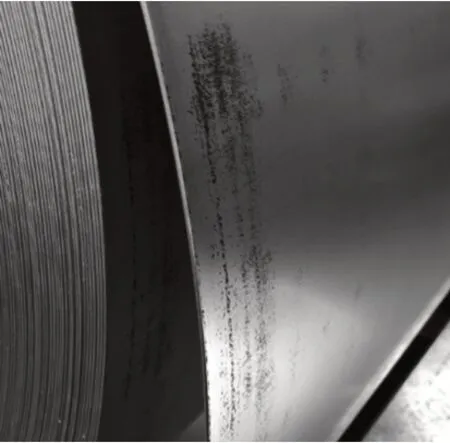
圖5 鋪墊膠皮產生黑斑
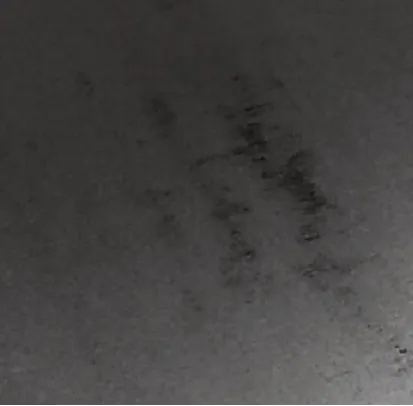
圖6 草墊子產生黑斑
火車運輸近期也出現類似黑斑,火車運輸選用專用“v”字形鞍座,火車運輸過程中相對汽車運輸穩定性較好,某鋼廠鍍鋅產品火運主要運輸方向為成都,出現運輸黑斑與火運到貨后轉汽運產生運輸黑斑有一定的關系。
3.2 生產工藝調整
鍍鋅成品機組如果卷取張力過小,鍍鋅卷層間相對松散,容易搓動,運輸過程中容易產生黑斑。鍍鋅產線卷取后應無松卷現象,打捆帶緊固,產線通過優化工藝,鍍鋅線二級設定單位卷取張力整體上調10%,打捆收緊度加大20%,經過1個月的客戶跟蹤使用發現,避免因卷曲張力小層間間隙大、打捆松動在運輸過程中晃動造成黑斑。
3.3 包裝影響與改善
鋼卷包裝應整齊、捆扎結實,標志應牢固、字跡清晰,確保產品在運輸和貯存期間不松散,受潮變形和損壞。此前我公司鍍鋅產品主要采用精包方式,精包內層采用防銹紙、塑料薄膜,內外圈增加鍍鋅護板,包帶采用周三徑四。
鍍鋅卷裝載及運輸與鞍座直接接觸,難免發生碰撞、晃動造成層與層摩擦造成黑斑,為此擬定在外圈裹鍍鋅護板前增加膠皮、聚氨酯、瓦楞紙、硬紙緩沖材料,防止在運輸過程中鋼卷與鞍座直接接觸摩擦起到緩沖的作用[4],試驗如下:
(1)在周向打捆時加2條200 mm寬半圈長的緩沖材料膠皮、聚氨酯,緩沖材料位置在鋼卷的底部。
(2)在鋼卷底部加1 000 mm 寬,半圈或一圈長的薄緩沖材料瓦楞紙、硬紙,經過多批次試驗,對客戶跟蹤使用,包裝增加緩沖材料膠皮、聚氨酯、瓦楞紙、硬紙等均可對鍍鋅運輸黑斑起到改善作用,但膠皮、聚氨酯包裝成本較高,包裝效率較低,不建議使用。
3.4 其他
熱鍍鋅產品運輸黑斑,除運輸、包裝方式,以及運輸路程對其有影響外,鋼卷規格、卷重、板形、板面涂油量等因素也對運輸黑斑的產生形貌及嚴重程度有一定的影響。
3.5 鍍鋅運輸黑斑改善情況
通過調整卷曲張力、改善鞍座材質、包裝增加緩沖材料后,對客戶跟蹤使用對比發現改善效果明顯,如圖7所示。
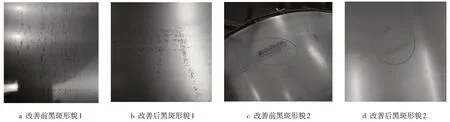
圖7 改善前后黑斑形貌對比
4 結 論
熱軋鍍鋅卷運輸黑斑是由于鋼卷在運輸過程的搖晃導致卷層與層之間的擠壓和摩擦產生。通過在鋼卷底部增加緩沖材料、更換鞍座材質、調整卷取張力、加大打捆收緊力以及運輸時選擇較好的路況等措施,對鍍鋅產品運輸黑斑改善的效果明顯。
