連續退火機組入口立式活套的控制技術
2021-07-09 00:57:40張景然
山東冶金 2021年3期
張景然
(東芝三菱電機工業系統(中國)有限公司,北京 100010)
1 前 言
連續冷軋生產線中的一個基本要求是實現生產線的連續運行[1],在冷軋生產線中,立式活套塔以其占地空間小、存儲套量大、控制精度高等優勢越來越得到廣泛應用。活套塔一般位于兩個工藝段之間,在活套塔中設置有張力計、糾偏輥,以及運送帶鋼的底輥等輔助設備。本文以位于清洗段和中間退火段之間的入口活套為例,詳細闡述了活套的自動化控制理論。
2 入口活套簡介
2.1 概 述
該連續退火機組由德國西馬克公司提供并生產組裝,電氣控制則由日本TMEIC公司設計,機械設備和電氣設備均達到世界領先水平。該機組入口活套采用立式活套結構,增加了活套儲套量以及減少活套小車的運行慣量,整體活套由2臺活套小車組成,每臺小車有單獨的卷揚電機驅動,由TMEIC提供的TM-10e2變頻器控制,采用矢量閉環控制,最大限度的達到控制精度,保證電機對外部擾動的響應速度和精度。一級控制系統由TMEIC 公司的NV 系列PLC組成,對卷揚電機的控制采用TMEIC公司先進的控制算法,保證電機轉矩的平穩的輸出和快速的響應,實現了前后工藝段的連續穩定運行,同時確保生產線穩態和靜態時張力的穩定和速度的匹配。
2.2 設備布置
入口活套布置如圖1所示。
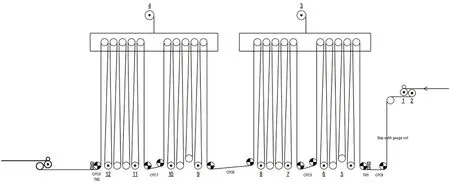
圖1 入口活套布置
活套入口為2#張力輥,為入口區域的速度主令輥,出口為3#張力輥,用于控制加熱爐入口張力帶鋼張力的穩定。沿著入口帶鋼方向,活套設置了2臺獨立的小車,每臺小車由1臺260 kW交流電機驅動,每臺電機分別裝有編碼器用于小車的閉環控制,達到快速穩定的響應,每臺小車裝有激光測距裝置用于標定小車的實際位置。每臺小車分別設有上層輔助輥10 根,下層輔助輥8 根,其中4 根為電機驅動輥用于減少帶鋼在運行過程中的張力損失。為了防止帶鋼跑偏,小車入口和出口,以及兩臺小車中間,各自小車中間分別設有糾偏裝置(CPC),同時在活套小車前后分別設有張力計,用于直接測量帶鋼張力的實際值。
3 活套的控制方法
3.1 活套的位置控制
首先活套控制的第一目的是為了更多地存儲帶鋼,這樣活套的位置控制尤為重要。同時要保證活套的兩個小車的位置同步變化,每臺活套小車均配有激光測距儀,用來測量小車的實際位置。活套的位置控制是一個反饋控制,通過測得的距離,得出它們的位置偏差,乘以一個調節系數計算出附加速度ΔV,在活套機組充放套過程中,1#活套小車主令速度疊加上ΔV,而2#小車需要減去ΔV,兩個活套小車實現位置同步。此外,在HMI畫面中人為地設定一個同步位置和差值速度,當活套小車的位置小于設定的同步位置時,入口速度提高至中間工藝段速度加上差值速度,直到活套位置達到同步位置為止。當活套小車的位置大于同步位置時,入口速度降為穿帶速度,直到活套位置達到同步為止。
3.2 活套的張力控制
在冷軋連退生產線中,張力至關重要[2]。如果張力過小,則帶鋼松弛,造成帶鋼和輥表面不能緊緊貼合,造成表面劃傷,同時也會造成全線的跟蹤錯誤,形成大的生產事故。張力過大則容易將帶鋼拉壞,甚至造成斷帶,尤其是薄料生產過程中,張力的控制要求更加嚴格和精準。
在本案中入口活套張力控制是采用直接張力控制,即在活套出入口分別設有張力計用來測量張力的實際值,通過和設定值的比較得出張力的偏差,在一級控制系統中通過PID控制計算出的信號加上根據位置反饋得出的帶鋼重量補償、小車的重量補償來控制電機的轉矩輸出即電流輸出。
根據控制系統圖得知系統的外環為張力環,通過張力計TM1、TM2 實現張力控制,活套的張力給定值經過轉換,加上帶鋼重量補償和小車的重量補償后,作為活套小車的電機轉矩設定值輸入到變頻器,通過張力計TM1、TM2得到張力反饋,計算出張力偏差ΔT后,通過變頻器的張力環ATR 轉化為轉矩修正值,作為轉矩限幅值的一部分。活套小車的電機轉速由編碼器反饋計算得出,速度反饋通過傳動的速度環ASPR 輸出作為轉矩限幅加在轉矩環ATR上。在活套轉矩控制中,增加了現場利用張力計直接測出的實際張力,并作為活套的轉矩限幅,大大地增加了活套對于張力波動響應的快速性。
3.3 活套的力矩補償
活套機組在運行過程中,會伴隨著各種損耗,因為需要對其進行補償。其中力矩補償即張力補償尤為重要,張力補償反映在傳動側,即為電機的轉矩補償,反饋在PLC側為電機的電流。在TMEIC的控制系統中,主要的張力補償包括機械損耗補償電流、慣量補償電流和重量補償電流。
3.3.1 活套的機械損耗補償電流
機械損耗補償電流與卷揚小車的轉動速度有關,與加減速無關。在現場調試時通過單體調試測出,在空載狀態下,將小車提升,速度由0%按照5%,10%,20%,50%,100%速度分布設定,測得每種速度下的電機電流,在PLC程序中通過二維表的方式寫入到小車的轉矩給定補償中。
3.3.2 活套的慣量補償電流
慣量補償電流和卷揚的轉動慣量和加速度有關,慣量補償電流也可以通過單體調試時測出,在空載狀態下,將小車提升,速度首先提升至50%,在提升至100%記錄這個過程中的電流變化曲線和速度曲線,并做出階躍響應,通過對斜率和電流的分析可以得出慣量補償電流,直接在TMEIC傳動中修正即可。
3.3.3 活套的重量補償電流
入口立式活套是垂直運動的,當小車高度越來越高時,活套內的帶鋼套量逐漸增加[3],帶鋼重量Gstrip對活套小車的轉矩補償就顯得尤為重要,同時要考慮小車自身重量所帶來的張力損失。由于入口立式活套配有配重塊來減輕小車的重量,配重塊的重量GCW 相比小車的重量Gcar 要小10%左右,所以活套小車作用于張力補償的重量應該為小車的重量減去配重塊的重量ΔG由生產機械決定為固定值。所以活套的重量補償值G為:
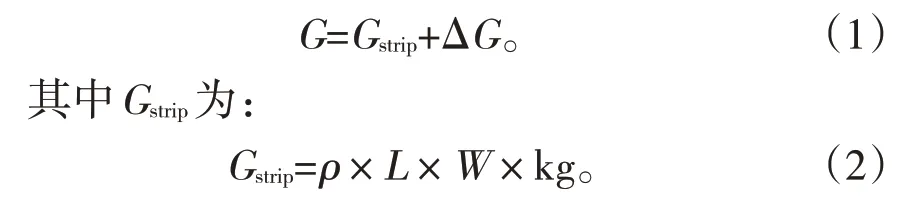
式中:ρ為帶鋼的密度,7 850 kg/m3;L為帶鋼的長度,由小車的實際位置決定;W為帶鋼的寬度,由生產實際確定;kg為重力加速度9.8 N/kg。對于電機而言,張力和電流成正比,很容易得出電機的電流補償值。
4 入口立式活套存在的問題
雖然項目中對入口活套的控制經過調試后,達到了很高的控制指標,基本能滿足生產需求,但仍存在一些不足和問題:
1)活套車的轉動慣量、摩擦損耗等補償值大多是在初期調試時采用采樣的方式獲得,在后續的生產中,由于機組的長期運行,工況改變,這些補償值會發生變化,需要用戶重新測量。
2)立式活套的控制是張力和速度的耦合控制,需要對其進行解耦,同時工藝人員要根據不同的鋼種規格,來總結與之匹配的張力設定值,尤其在充放套階段的控制更加困難,需要不斷地總結生產經驗來達到更好的控制效果。
5 結 語
該連續退火生產線入口活套機械上采用立式結構,電氣控制采用日本TMEIC 公司的位置控制,張力控制等先進算法以及精確的張力補償,位置精度達到0.01%,動態過程中的張力波動能達到8%以內,滿足了高精品板材對張力的要求,保證了高速穩定的生產需求,為其他連續退火生產線和酸軋生產線等多條項目提供了的經驗。
