
寬厚板軋機機架輥故障分析與改善措施
2021-07-09 00:57:38董杰
山東冶金 2021年3期
董 杰
(萊蕪鋼鐵集團銀山型鋼有限公司寬厚板事業部,山東 濟南271104)
1 前 言
寬厚板軋機機架輥復雜的機械結構導致故障點增多,軋機機架輥故障頻發且更換困難,造成巨大的停機浪費和故障損失。國內多條寬厚板生產線的機架輥結構形式總體相近,稍有差別,普遍存在故障率高的缺點。如山鋼萊蕪鋼鐵寬厚板采用單臺電機帶動3根輥道的機構齒輪箱為分體式,頻繁出現齒輪、軸承損壞狀況,平均使用壽命4個月;濟鋼寬厚板箱體潤滑方式為外置管路,出現過齒輪軸承損壞,平均使用壽命8 個月;湘潭寬厚板機架輥齒輪箱為整體式,同樣采用1 臺電機帶3 根輥道的傳動方式,主要故障點是進水故障,其精軋機平均使用壽命9 個月。針對萊鋼寬厚板產線機架輥存在的兩種主要故障,通過對比各個產線機架輥結構,通過細致分析萊鋼機架輥在密封、軸承箱、鎖緊機構等結構上存在的缺點,確定主要故障原因、制定改善措施。通過改善,萊鋼機架輥的使用壽命延長到9個月。
2 機架輥潤滑油泄露故障原因及改善措施
機架輥潤滑油泄露導致潤滑油量不夠或潤滑油進水,造成潤滑不良,誘發軸承、齒輪損壞。幾種泄露故障介紹如下。
萊鋼寬厚板機架輥軸承箱采用分體式結構,“分體式箱體”結構中的結合面位置潤滑油泄露,是泄露故障發生的主要形式。在分體式箱體結構中,稀油端的進油孔在下箱體,油道通過結合面,經過上箱體才能到達各個潤滑點。油道出現“易漏點”,在上下結合面部位,通過在油道中安裝3個O型圈來密封。機架輥長時間使用后,特別是其所處的環境溫度較大的情況下,O 型圈老化硬化,此處泄露經常發生且不易消除。
摒棄分體式箱體,采用整體式箱體結構可以有效解決這一問題。萊鋼寬厚板進行了設備結構改造,將分體式箱體改造為整體式箱體,見圖1。整體式箱體的設計主要以安裝尺寸、潤滑油路布局、惰齒的裝配方案等為設計重點,改造后取得了良好的治漏效果。
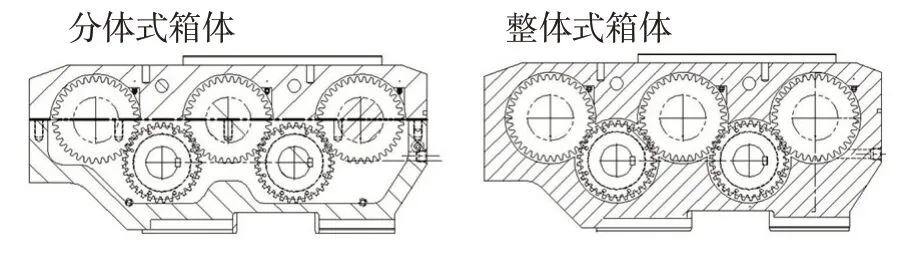
圖1 機架輥整體式軸承箱改造圖示
針對整體式箱體惰輥無法安裝的缺陷,可以采用設計加工定位軸套的方法,用于安裝和定位軸承與齒輪。
軸承箱結合面泄露是機架輥潤滑油泄露最主要的故障形式,除此之外,還有幾種泄露故障可以通過簡單的更換易損件、恢復零件尺寸精度來消除,如軸承密封處的泄露,原因主要是唇封與軸套磨損出間隙、端面密封墊壓縮量不夠,可以通過定期更換唇封、密封墊、軸套的措施進行消除;表面油道、螺栓孔泄露,可以通過在線焊補的方式進行消除。
在齒輪箱改造的同時,對與之配合的密封及端蓋進行結構性改造,增強密封效果,見圖2。設計密封裝置,利用機架輥轉動時的離心力,以機械裝置輔助導流,防止高壓水沿輥子軸進入箱體,同時防止油脂泄漏。采用雙層密封,以及密封之間設計管路和油室,提供雙向的油壓來增強密封性,抑制空氣和水汽的進入并防止油脂泄漏。
3 機架輥齒輪斷裂故障的原因和改善措施
機架輥齒輪負載高,受沖擊大,長期使用后安裝精度變差,多條產線出現過齒輪斷裂的故障,分析其主要原因及改善措施如下。

圖2 機架輥密封改造示意圖
1)機架輥鎖緊裝置失效。無論是萊鋼選用的液壓式鎖緊裝置,還是濟鋼等產線選用的斜鐵式機械鎖緊,都會發生液壓缸內泄、斜鐵磨損等故障,導致鎖緊失效。鎖緊裝置失效直接導致機架輥的振動,使軸承齒輪處于惡劣的運行環境下,造成損壞。萊鋼寬厚板針對機架輥鎖緊失效故障,自主研發了一種自動補償鎖緊裝置,見圖3,借助液壓缸的補償功能和斜鐵的自鎖功能,實現了機架輥的有效鎖緊。
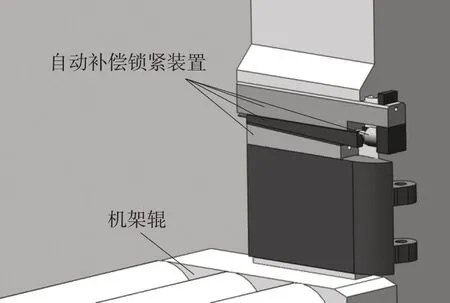
圖3 一種自動補償鎖緊裝置
2)機架輥安裝位置的尺寸精度失效。隨著機架輥震動和環境的腐蝕,機架輥安裝位置的牌坊及附著的滑板出現磨損。安裝尺寸失效使機架輥齒輪不能良好的嚙合,出現局部接觸和交變應力,降低齒輪壽命。另外機架輥本體備件,如輥子、齒輪箱的局部尺寸精度下降,對軸承、齒輪的定位精度、密封性產生不良影響,繼而造成故障發生。上述牌坊、輥子、齒輪箱等位置的磨損可以通過定期測量和修復進行精度恢復,消除故障因素。
3)惰齒結構的缺陷與改善。萊鋼寬厚板機架輥,齒輪箱內的惰齒與軸的連接采用帶錐度的軸孔結構,這種結構在裝配時,受齒輪的熱裝溫度、軸孔的過盈量等因素影響,齒輪和軸不能實現穩定的定位。在軸線方向,齒輪和軸靠零件間的過盈配合實現定位。在運行過程中的交變載荷、沖擊等因素的影響下,齒輪沿著齒輪軸的軸線方向發生竄動。一旦發生竄動,齒輪的傳動精度完全失效,將迅速損壞。針對此項缺陷,重新設計圓柱軸孔的結構形式,在齒輪兩端采用臺階和定位軸套對齒輪進行定位,消除齒輪竄動的條件,消除故障隱患。圓錐軸孔與圓柱軸孔結構齒輪軸裝配見圖4。
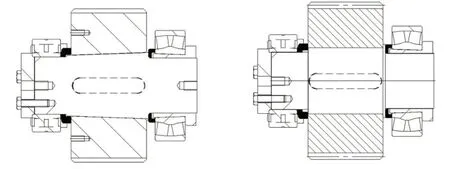
圖4 圓錐軸孔與圓柱軸孔結構齒輪軸裝配比較
4 結 語
通過對機架輥軸承箱、密封、鎖緊機構、齒輪等多處結構的改善,萊鋼寬厚板機架輥的故障明顯減少。機架輥的潤滑油泄露、齒輪斷裂等故障得到了有效遏制,其使用壽命由原來的4 個月延長到9 個月以上。對維護成本的降低、生產的連續性提高起到良好的促進作用。多項改善方法和經驗對同類產線的設備結構改善、故障消除具有推廣借鑒意義。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
汽車維修與保養(2019年7期)2020-01-06 03:30:42
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
現代企業(2015年9期)2015-02-28 18:56:50
