加力調(diào)節(jié)器故障檢測(cè)在線測(cè)試系統(tǒng)設(shè)計(jì)
2021-07-21 01:06:44王一舒陸小龍黃玉波
航空發(fā)動(dòng)機(jī) 2021年3期
王一舒 ,陸小龍 ,黃玉波 ,張 濤
(1.四川大學(xué)錦城學(xué)院智能制造學(xué)院,成都611731;2.四川大學(xué)機(jī)械工程學(xué)院,成都610065)
0 引言
隨著“德國(guó)工業(yè)4.0”,“美國(guó)工業(yè)互聯(lián)網(wǎng)”和“中國(guó)制造2025”戰(zhàn)略中智能制造相關(guān)概念的提出,以及新型感知技術(shù)和自動(dòng)檢測(cè)技術(shù)的應(yīng)用,制造業(yè)正發(fā)生著巨大轉(zhuǎn)變,先進(jìn)制造技術(shù)正在向信息化、自動(dòng)化和智能化的方向發(fā)展[1]。航空發(fā)動(dòng)機(jī)被譽(yù)為制造業(yè)的“皇冠”,是國(guó)家國(guó)防實(shí)力和科技水平的重要象征之一[2]。航空發(fā)動(dòng)機(jī)在服役過(guò)程中需要經(jīng)歷多次維修,這些維修工作是保證發(fā)動(dòng)機(jī)服役質(zhì)量的關(guān)鍵過(guò)程,事關(guān)整個(gè)飛行器的飛行安全[3]。航空發(fā)動(dòng)機(jī)維修涉及到上萬(wàn)個(gè)零部件,其業(yè)務(wù)流程非常復(fù)雜,技術(shù)狀態(tài)管理難度大,精度和質(zhì)量要求嚴(yán)格,對(duì)工藝管理和生產(chǎn)管理都提出了更高的要求[4-6]。
傳統(tǒng)的人工管理和紙質(zhì)履歷模式已經(jīng)不能滿(mǎn)足航空發(fā)動(dòng)機(jī)維修業(yè)務(wù)管理的需求。武三栓等[7]針對(duì)航空發(fā)動(dòng)機(jī)維修業(yè)務(wù)過(guò)程的數(shù)字化管理問(wèn)題,提出航空發(fā)動(dòng)機(jī)維修數(shù)字化管理系統(tǒng)的應(yīng)用架構(gòu);鐘詩(shī)勝等[8]考慮到航空發(fā)動(dòng)機(jī)維修數(shù)據(jù)管理中服務(wù)通告狀態(tài)控制的復(fù)雜性,提出以主要件為中心的服務(wù)通告狀態(tài)控制模型;李聯(lián)輝等[9]為了解決面向全壽命周期的航空發(fā)動(dòng)機(jī)技術(shù)狀態(tài)數(shù)字化管理問(wèn)題,將裝配與維護(hù)、維修、大修結(jié)合起來(lái),提出航空發(fā)動(dòng)機(jī)裝配/維護(hù)/維修/大修支持系統(tǒng)整體框架。然而已有的研究主要集中在航空發(fā)動(dòng)機(jī)維修業(yè)務(wù)過(guò)程的數(shù)字化管理系統(tǒng)研發(fā)方面,而對(duì)維修現(xiàn)場(chǎng)故檢環(huán)節(jié)零部件幾何參數(shù)在線測(cè)試及數(shù)據(jù)管理方面的研究報(bào)道較少。
噴口-加力調(diào)節(jié)器作為航空發(fā)動(dòng)機(jī)加力控制系統(tǒng)重要的組成部件,直接影響發(fā)動(dòng)機(jī)的推力控制。本文根據(jù)航空發(fā)動(dòng)機(jī)加力調(diào)節(jié)器故障檢測(cè)維修工藝的要求,在現(xiàn)有測(cè)量方法的基礎(chǔ)上采用帶有通信端口的高精度氣動(dòng)量?jī)x、數(shù)顯比較儀和帶表卡規(guī),基于計(jì)算機(jī)自動(dòng)控制技術(shù)實(shí)現(xiàn)對(duì)加力調(diào)節(jié)器故障檢測(cè)中零部件(襯套和活門(mén))的內(nèi)徑與外徑參數(shù)在線測(cè)量、數(shù)據(jù)管理及分析和報(bào)表生成。
1 測(cè)試系統(tǒng)總體方案
1.1 測(cè)試方法
航空發(fā)動(dòng)機(jī)噴口-加力調(diào)節(jié)器故障檢測(cè)工藝環(huán)節(jié)主要涉及不同型號(hào)、規(guī)格的軸孔類(lèi)零件內(nèi)、外徑的測(cè)量,如圖1所示。
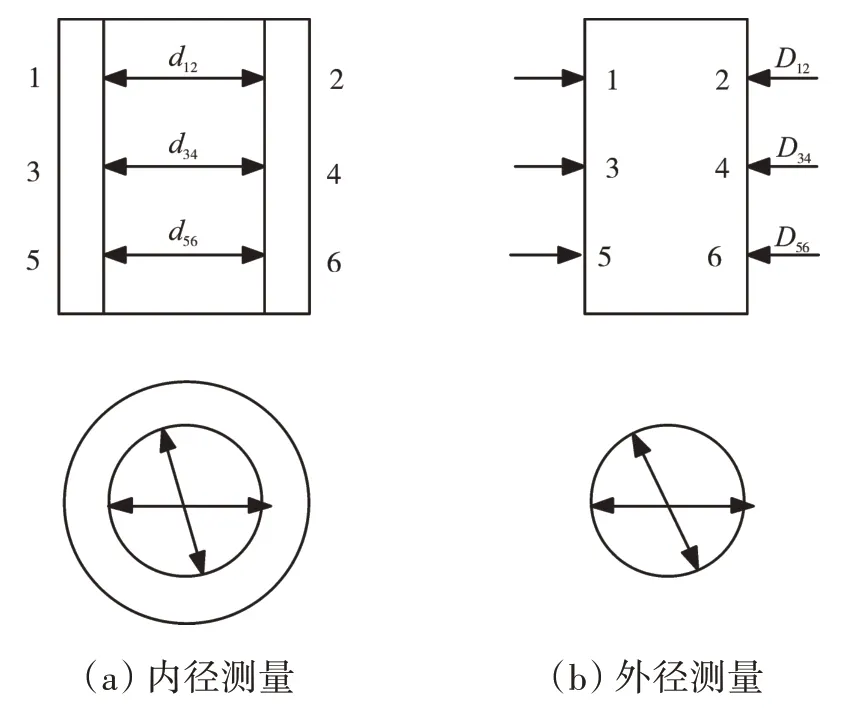
圖1 產(chǎn)品內(nèi)、外徑測(cè)量
目前,相關(guān)維修企業(yè)對(duì)這類(lèi)零件內(nèi)、外徑測(cè)量主要采用如下方法。
1.1.1 內(nèi)徑測(cè)量
如圖1(a)所示,將電子塞規(guī)插入校準(zhǔn)件進(jìn)行校準(zhǔn);校準(zhǔn)后,將與位置(1,2)配套的限位環(huán)裝入電子塞規(guī)后插入工件,讀取位置(1,2)處的測(cè)量值d12;然后將工件旋轉(zhuǎn)一定角度再讀取位置(1,2)處的另外1 個(gè)測(cè)量值拔出電子塞規(guī),將(1,2)位置限位環(huán)取下,換上(3,4)位置限位環(huán)后按前述步驟取得位置(3,4)處的測(cè)量值d34和再拔出電子塞規(guī),將(3,4)位置限位環(huán)取下,換上(5,6)位置限位環(huán)后按前述步驟取得(5,6)位置處的測(cè)量值d56和基于前面獲得的12 組數(shù)據(jù),利用式(1)計(jì)算出零件內(nèi)孔的橢圓度和錐度,并判斷其是否在規(guī)定的公差范圍內(nèi)。
1.1.2 外徑測(cè)量
如圖1(b)所示,首先用標(biāo)準(zhǔn)件對(duì)帶表卡規(guī)進(jìn)行校準(zhǔn);校準(zhǔn)后,將帶表卡規(guī)卡在工件(1,2)位置讀取1個(gè)測(cè)量值D12,旋轉(zhuǎn)工件轉(zhuǎn)動(dòng)一定角度,得到另1 個(gè)測(cè)量值重復(fù)以上步驟可分別得到工件(3,4)、(5,6)位置處的測(cè)量值基于前面獲得的12 組數(shù)據(jù),利用式(2)計(jì)算出軸類(lèi)零件的橢圓度和錐度,并判斷其是否在規(guī)定的公差范圍內(nèi)。

1.2 系統(tǒng)總體方案
根據(jù)發(fā)動(dòng)機(jī)噴口-加力調(diào)節(jié)器故障檢測(cè)維修工藝要求,該測(cè)試系統(tǒng)應(yīng)具備:(1)準(zhǔn)確測(cè)量零部件(襯套或活門(mén))的內(nèi)、外徑參數(shù);(2)計(jì)算機(jī)自動(dòng)讀取和保存測(cè)量數(shù)據(jù),計(jì)算零件的橢圓度和錐度,以及組合件的間隙,并判斷合格與否;(3)系統(tǒng)軟件需采用模塊化設(shè)計(jì),便于擴(kuò)展。為此,提出如圖2所示的設(shè)計(jì)方案。
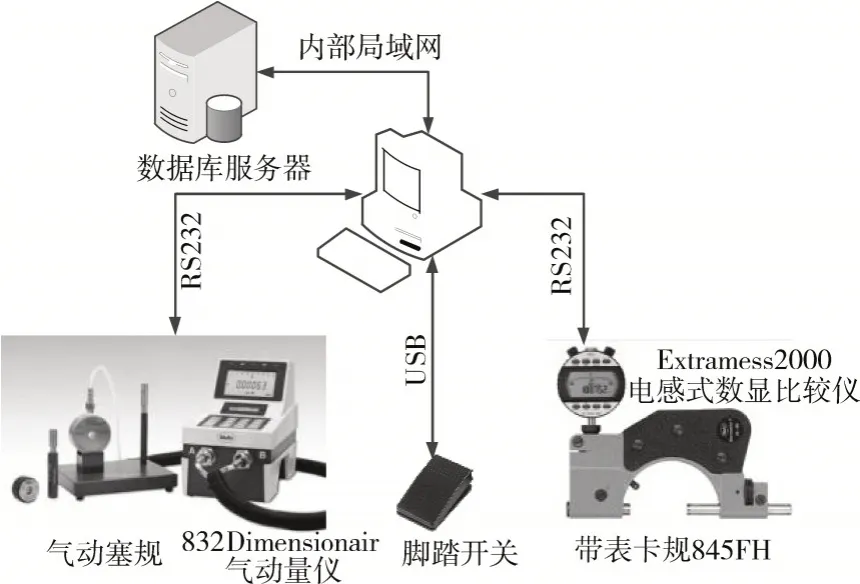
圖2 測(cè)試系統(tǒng)總體方案
該測(cè)試系統(tǒng)主要由內(nèi)徑測(cè)量模塊、外徑測(cè)量模塊和計(jì)算機(jī)控制模塊3部分組成。
(1)內(nèi)徑測(cè)量模塊。為了避免在測(cè)量過(guò)程中塞規(guī)劃傷待測(cè)零件,采用德國(guó)Mahr 公司生產(chǎn)的832 Di?mensionair氣動(dòng)量?jī)x。其具有固定分辨力和穩(wěn)定氣動(dòng)系統(tǒng)確保氣動(dòng)量?jī)x在維修車(chē)間惡劣環(huán)境中保持性能穩(wěn)定。系統(tǒng)內(nèi)已設(shè)定了正確的放大比,僅需1 個(gè)校正標(biāo)準(zhǔn)即可置零。測(cè)量范圍和分辨力適合各種氣動(dòng)測(cè)頭,包括2、3、4和6個(gè)噴射孔的氣動(dòng)塞規(guī),氣動(dòng)接觸式測(cè)頭或筆形測(cè)頭。同時(shí)帶有RS232 串口通信接口用于連接數(shù)據(jù)采集器、電腦或打印機(jī),以便進(jìn)行統(tǒng)計(jì)過(guò)程控制。
(2)外徑測(cè)量模塊。對(duì)于加力調(diào)節(jié)器故障檢測(cè)工藝環(huán)節(jié)中零件外徑測(cè)量采用德國(guó)Mahr公司生產(chǎn)的帶表卡規(guī)840FH 和Extramess2000 電感式數(shù)顯比較儀組合完成。帶表卡規(guī)840FH主要用于對(duì)軸、螺栓及絲桿等圓柱形工件的檢測(cè);采用非接觸式的定位方式,最大程度減小了測(cè)量面的磨損;內(nèi)置彈簧提供恒定的測(cè)量力,以消除人為因素的影響。Extramess 2000 電感式數(shù)顯比較儀測(cè)量分辨率為0.005 mm,示值誤差為1 um。同時(shí),該比較儀帶有USB、OPTO RS232C 和Digimatic 3 種通信接口,可以利用Mahr 公司提供的MarConnect軟件對(duì)比較儀進(jìn)行遠(yuǎn)程控制。
(3)計(jì)算機(jī)控制模塊:采用圖形化編程語(yǔ)言Lab?VIEW 2014完成測(cè)試系統(tǒng)上位機(jī)控制程序設(shè)計(jì),借助NI公司提供的LabVIEW 數(shù)據(jù)庫(kù)工具包和報(bào)告生成工具包完成上位機(jī)程序中數(shù)據(jù)庫(kù)模塊和報(bào)表生成模塊設(shè)計(jì)。利用SQL語(yǔ)言與數(shù)據(jù)庫(kù)服務(wù)器進(jìn)行數(shù)據(jù)交換。
2 測(cè)控系統(tǒng)設(shè)計(jì)
2.1 硬件部分
測(cè)控系統(tǒng)主要由工業(yè)控制計(jì)算機(jī)IPC,832 氣動(dòng)量?jī)x、氣動(dòng)塞規(guī)、帶表卡規(guī)845FH、Extramess 2000 電感式數(shù)顯比較儀、USB腳踏開(kāi)關(guān)以及與之配套的校準(zhǔn)塊組成。832 氣動(dòng)量?jī)x、帶表卡規(guī)845FH、Extramess 2000 電感數(shù)顯比較儀和USB 腳踏開(kāi)關(guān)構(gòu)成下位機(jī),負(fù)責(zé)加力調(diào)節(jié)器故障檢測(cè)工藝環(huán)節(jié)中零件內(nèi)、外徑測(cè)量。USB 腳踏開(kāi)關(guān)用于告知計(jì)算機(jī)本次測(cè)量是否完成,類(lèi)似“確定”鍵,將測(cè)量人員雙手解放出來(lái),有助于提高測(cè)量效率。上位機(jī)與832 氣動(dòng)量?jī)x、Extramess 2000電感數(shù)顯比較儀通過(guò)RS232串口進(jìn)行數(shù)據(jù)交換。上位機(jī)主要負(fù)責(zé)完成人機(jī)交互任務(wù),如待測(cè)零件參數(shù)設(shè)置、狀態(tài)監(jiān)控,數(shù)據(jù)顯示,數(shù)據(jù)管理以及報(bào)表生成。
2.2 軟件部分
根據(jù)加力調(diào)節(jié)器故障檢測(cè)在線測(cè)試系統(tǒng)項(xiàng)目要求,項(xiàng)目組提出系統(tǒng)軟件總體設(shè)計(jì)方案,如圖3 所示。程序采用圖形化編程語(yǔ)言LabVIEW 2014 開(kāi)發(fā),主要包括3部分:通信模塊、測(cè)試控制模塊和數(shù)據(jù)處理模塊。
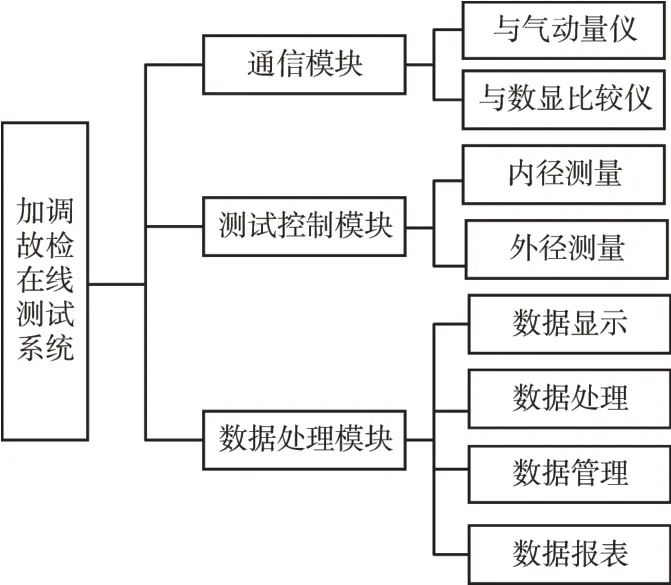
圖3 控制系統(tǒng)軟件總體設(shè)計(jì)方案
加力調(diào)節(jié)器故障檢測(cè)在線測(cè)試系統(tǒng)通過(guò)通信模塊分別與832 氣動(dòng)量?jī)x和Extramess 2000 電感數(shù)顯比較儀進(jìn)行數(shù)據(jù)交換,實(shí)時(shí)讀取氣動(dòng)塞規(guī)和帶表卡規(guī)的測(cè)量值。用戶(hù)可以預(yù)先將所有待測(cè)零件的信息(如:令號(hào)、附件號(hào)、機(jī)型、零件號(hào)、測(cè)量參數(shù)、測(cè)量工藝要求等信息)錄入測(cè)試系統(tǒng),保存在數(shù)據(jù)庫(kù)中。
系統(tǒng)按照測(cè)試流程(如圖4 所示)完成加力調(diào)節(jié)器故障檢測(cè)中零部件內(nèi)、外徑測(cè)試。首先用戶(hù)需在程序界面中新建測(cè)試組或選擇已有測(cè)試組;啟動(dòng)測(cè)量后,系統(tǒng)將按照零件信息對(duì)測(cè)試組所有待測(cè)零件進(jìn)行自動(dòng)排序;系統(tǒng)從測(cè)試組第1 個(gè)待測(cè)零件開(kāi)始讀取其測(cè)量參數(shù)判斷是內(nèi)徑測(cè)量還是外徑測(cè)量,提示用戶(hù)選擇相應(yīng)量具,依次完成該零件所有測(cè)量位置內(nèi)徑或外徑測(cè)量,并自動(dòng)計(jì)算出對(duì)應(yīng)的橢圓度和錐度;然后對(duì)測(cè)量組中第2 個(gè)零件進(jìn)行測(cè)量,按照前述步驟依次完成測(cè)量組中所有零件參數(shù)的測(cè)量,并將數(shù)據(jù)存入數(shù)據(jù)庫(kù)。在整個(gè)測(cè)量過(guò)程中,用戶(hù)以USB腳踏開(kāi)關(guān)作為輸入設(shè)備,告之系統(tǒng)是否記錄當(dāng)前測(cè)量值,是否進(jìn)入下一步。當(dāng)測(cè)試組中所有零件測(cè)量結(jié)束后,用戶(hù)可以在“測(cè)試數(shù)據(jù)管理”界面從數(shù)據(jù)庫(kù)中調(diào)取當(dāng)前測(cè)試結(jié)果和歷史測(cè)量數(shù)據(jù),并生成報(bào)表。
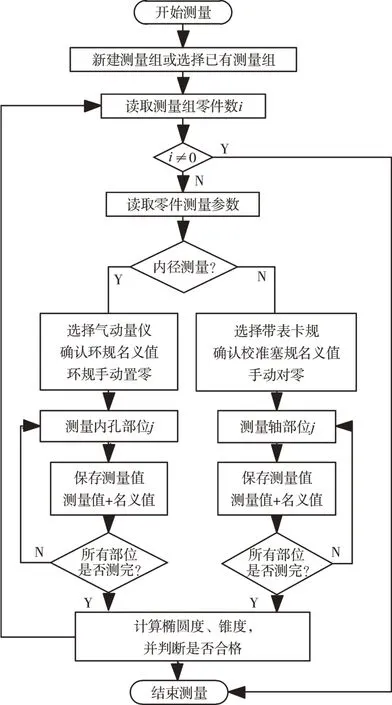
圖4 測(cè)量軟件操作流程
3 通信模塊程序設(shè)計(jì)
在現(xiàn)代控制系統(tǒng)中,由工業(yè)控制計(jì)算機(jī)與二次儀表構(gòu)成的分布式控制系統(tǒng)獲得了廣泛應(yīng)用。上位機(jī)與下位機(jī)的通信是該類(lèi)控制系統(tǒng)的難點(diǎn)。而在加力調(diào)節(jié)器故障檢測(cè)在線測(cè)試系統(tǒng)中氣動(dòng)量?jī)x832、Ex?tramess 2000電感數(shù)顯比較儀以及腳踏開(kāi)關(guān)與上位機(jī)IPC 間通過(guò)串口采用不同的通信協(xié)議進(jìn)行數(shù)據(jù)通信。在測(cè)試過(guò)程中需要實(shí)時(shí)讀取氣動(dòng)量?jī)x、電感數(shù)顯比較儀的測(cè)量值。腳踏開(kāi)關(guān)的信號(hào)能否保證下位機(jī)與上位機(jī)間的可靠通信是該測(cè)試系統(tǒng)的關(guān)鍵。上位機(jī)同時(shí)訪問(wèn)串口讀寫(xiě)程序,容易發(fā)生邏輯沖突與競(jìng)爭(zhēng),出現(xiàn)丟數(shù)現(xiàn)象,降低系統(tǒng)的穩(wěn)定性。
3.1 生產(chǎn)者/消費(fèi)者模式
生產(chǎn)者/消費(fèi)者問(wèn)題是線程模型中的經(jīng)典問(wèn)題:生產(chǎn)者和消費(fèi)者在同一時(shí)間段內(nèi)共用一存儲(chǔ)空間,生產(chǎn)者向空間里生產(chǎn)數(shù)據(jù),而消費(fèi)者取走數(shù)據(jù)。該模式從主/從設(shè)計(jì)模式發(fā)展而來(lái),將生產(chǎn)和消費(fèi)數(shù)據(jù)速度不同的任務(wù)分開(kāi)處理,大幅提高了不同速率的多個(gè)循環(huán)之間數(shù)據(jù)共享能力,解決了程序循環(huán)周期長(zhǎng)、執(zhí)行效率低等問(wèn)題,且具有系統(tǒng)響應(yīng)快、執(zhí)行效率高等優(yōu)點(diǎn)。尤其是對(duì)于多任務(wù)處理和實(shí)時(shí)性、連續(xù)性要求嚴(yán)格的程序設(shè)計(jì),生產(chǎn)者/消費(fèi)者設(shè)計(jì)模式更是不錯(cuò)的選擇[12]。
3.2 通信程序設(shè)計(jì)
氣動(dòng)量?jī)x832 Dimensionair 通過(guò)RS-232 端口與上位機(jī)間進(jìn)行數(shù)據(jù)通信,其內(nèi)置的通信協(xié)議為X-ON/X-OFF 協(xié)議(通信速率匹配協(xié)議)。該協(xié)議是1 種非同步串列連接的計(jì)算機(jī)和其他設(shè)備之間的數(shù)據(jù)流控制協(xié)議,用于數(shù)據(jù)傳輸速率大于等于1200 b/s 時(shí)進(jìn)行速率匹配。其方法是控制發(fā)送方的發(fā)送速率以匹配雙方的速率。 Extramess 2000 電感數(shù)顯比較儀通過(guò)Opto RS232C端口與上位機(jī)間進(jìn)行數(shù)據(jù)交換。USB腳踏開(kāi)關(guān)之間通過(guò)USB串口總線,利用其自帶的驅(qū)動(dòng)程序與上位機(jī)進(jìn)行數(shù)據(jù)通信。上位機(jī)同時(shí)訪問(wèn)串口讀寫(xiě)程序,容易發(fā)生邏輯沖突與競(jìng)爭(zhēng),出現(xiàn)丟數(shù)現(xiàn)象,降低系統(tǒng)的穩(wěn)定性。
本文采用生產(chǎn)者-消費(fèi)者模式來(lái)解決加力調(diào)節(jié)器故障檢測(cè)在線測(cè)試系統(tǒng)中上位機(jī)與下位機(jī)間的數(shù)據(jù)通信問(wèn)題。Extramess 2000電感數(shù)顯比較儀與上位機(jī)間的通信程序模塊如圖5所示。
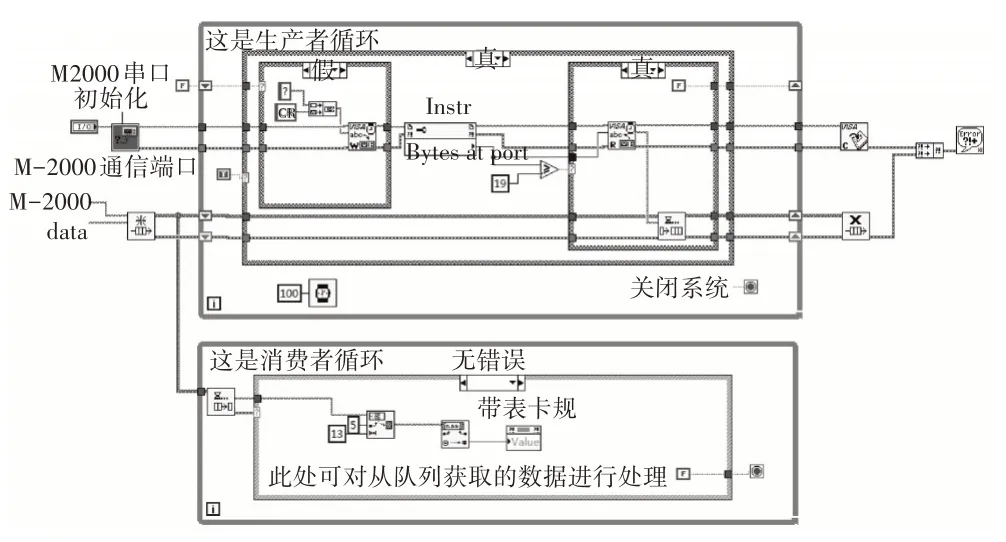
圖5 基于生產(chǎn)者消費(fèi)者模式串口通信程序
運(yùn)用生成者/消費(fèi)者程序設(shè)計(jì)模式,使生產(chǎn)者循環(huán)完成向電感數(shù)顯比較儀通信端口寫(xiě)入“?CR”指令,讀取電感數(shù)顯比較儀的測(cè)量值,消費(fèi)者循環(huán)對(duì)從隊(duì)列中獲取的數(shù)據(jù)進(jìn)行處理并顯示。將電感數(shù)顯比較儀測(cè)量數(shù)據(jù)讀取與顯示分配給2 個(gè)并行循環(huán)來(lái)完成,這樣可以依次連續(xù)讀取數(shù)顯比較儀的測(cè)量結(jié)果,大幅提高信號(hào)采集與處理的效率。氣動(dòng)量?jī)x832 與上位機(jī)間的通信程序設(shè)計(jì)與電感數(shù)顯比較儀類(lèi)似,不再贅述。
4 調(diào)試與試驗(yàn)
基于前文設(shè)計(jì)方案,項(xiàng)目組完成了加力調(diào)節(jié)器故障檢測(cè)在線測(cè)試系統(tǒng)樣機(jī)試制。采用圖形化編程語(yǔ)言LabVIEW 2014 完成系統(tǒng)軟件設(shè)計(jì),如圖6 所示;選用 Mahr 氣動(dòng)量?jī)x 832 Di?mensionair、Extramess 2000電感數(shù)顯比較儀、帶表卡規(guī)、腳踏開(kāi)關(guān)以及計(jì)算機(jī)完成了系統(tǒng)樣機(jī)設(shè)計(jì),如圖7所示。

圖6 加力調(diào)節(jié)器故障檢測(cè)在線測(cè)試系統(tǒng)軟件界面
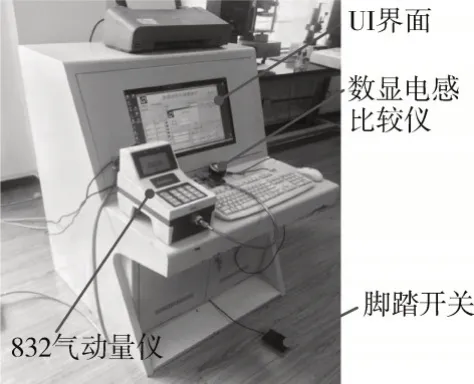
圖7 加力調(diào)節(jié)器故障檢測(cè)在線測(cè)試系統(tǒng)樣機(jī)
經(jīng)過(guò)現(xiàn)場(chǎng)測(cè)試,根據(jù)用戶(hù)反饋意見(jiàn)對(duì)系統(tǒng)軟件反復(fù)修改,加力調(diào)節(jié)器故障檢測(cè)在線測(cè)式系統(tǒng)能夠順利實(shí)現(xiàn)零件幾何參數(shù)批量測(cè)試和測(cè)量數(shù)據(jù)自動(dòng)讀取、保存、報(bào)表生成等功能。現(xiàn)場(chǎng)試驗(yàn)表明:該加力調(diào)節(jié)器故障檢測(cè)在線測(cè)試系統(tǒng)運(yùn)行可靠、穩(wěn)定,極大地提高了加力調(diào)節(jié)器故障檢測(cè)效率和零部件測(cè)量數(shù)據(jù)管理水平。此外,在加力調(diào)節(jié)器故障檢測(cè)在線測(cè)試系統(tǒng)中,氣動(dòng)量?jī)x和氣動(dòng)測(cè)頭用于孔類(lèi)零件內(nèi)徑測(cè)量,電感數(shù)顯比較儀和帶表卡規(guī)840FH 用于軸類(lèi)零件外徑測(cè)量,確保了本系統(tǒng)的測(cè)試精度滿(mǎn)足加力調(diào)節(jié)器故障檢測(cè)工藝的要求。
5 結(jié)束語(yǔ)
本文基于LabVIEW 軟件平臺(tái),采用高精度氣動(dòng)量?jī)x 832 Dimensionair、Extramess 2000 電感數(shù)顯比較儀和帶表卡規(guī)研制了1 臺(tái)用于航空發(fā)動(dòng)機(jī)加力調(diào)節(jié)器故障檢測(cè)修理中產(chǎn)品零部件內(nèi)、外徑等參數(shù)在線測(cè)量的測(cè)試系統(tǒng)。將軟件設(shè)計(jì)中的生產(chǎn)者/消費(fèi)者模式應(yīng)用到氣動(dòng)量?jī)x、數(shù)顯比較儀、腳踏開(kāi)關(guān)與工控機(jī)間的通信程序設(shè)計(jì)中,顯著提高了測(cè)量數(shù)據(jù)讀取穩(wěn)定性和數(shù)據(jù)處理效率。系統(tǒng)自投入使用以來(lái),運(yùn)行穩(wěn)定可靠,能夠滿(mǎn)足企業(yè)生產(chǎn)的需要,同時(shí)也為類(lèi)似應(yīng)用提供借鑒。為進(jìn)一步降低人員的勞動(dòng)強(qiáng)度,今后將增加計(jì)算機(jī)與操作者的交互提示、機(jī)器部件的3 維圖像顯示等功能。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
汽車(chē)維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
汽車(chē)維護(hù)與修理(2016年10期)2016-07-10 08:17:41
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21