浸膠帆布靜態粘合力測試影響因素分析
2021-07-23 08:07:48湯小翠
橡膠科技 2021年12期
關鍵詞:影響
邵 靜,耿 娟,湯小翠,董 飛
(江蘇太極實業新材料有限公司,江蘇 揚州 225006)
浸膠帆布是橡膠輸送帶的骨架材料,不僅需要具備高強度、高伸長率、優良的耐熱性、長使用壽命等特點,還需要具有優異的粘合性能[1-5]。浸膠帆布粘合性能的檢測過程復雜,結果的影響因素多。本工作主要對浸膠帆布靜態粘合力測試過程中的影響因素進行分析。
1 實驗
浸膠帆布生產廠家進行產品質量檢測和輸送帶廠家進行原料入廠驗收時,通常參照GB/T 31334.1—2015《浸膠帆布試驗方法 第1部分:粘合強度》中6.2和6.3.1的規定分別進行取樣和粘合試樣制備。本工作研究操作過程中試樣切割、膠片厚度、測試膠料、模坯制作、光照、冷卻方式以及拉伸角度和速率等對浸膠帆布靜態粘合力測試結果的影響。所有試驗均在GB/T 6529—2008規定的標準大氣環境[溫度為(20±2) ℃,濕度為(65%±4%)]下完成。
2 結果與討論
2.1 試樣切割
GB/T 31334.1—2015 中規定試樣寬度為(25.0±0.5) mm,長度為200 mm。在切割試樣時,人工切割會出現歪斜、邊部毛刺等現象,影響測試結果。通過定制專用切刀模具、在專用設備上一次成型試樣可消除人工操作的不利影響。
2.2 膠片厚度
由于輸送帶廠家產品的系列化和個性化,品種規格越來越多。一般200型以下浸膠帆布使用8 mm厚度模具,200型以上使用9 mm厚度模具,400型以上選擇其他厚度模具。中間膠厚度變化對浸膠帆布粘合力和覆膠率測試結果的影響見表1。

表1 不同中間膠厚度浸膠帆布粘合性能測試結果
由表1可知,隨著中間膠厚度的增大,浸膠帆布粘合力測定結果增大,覆膠率均較好。因此應根據浸膠帆布的型號和厚度規定對應的模具和中間膠厚度,以減小對粘合力測定結果的影響。
2.3 測試膠料
膠料配方對浸膠帆布的粘合性能影響較大,帆布生產廠家通常固定一種配方膠料用于粘合力測試。新客戶開發時需要按客戶提供膠料以及硫化條件進行測試比較,考察浸膠帆布與客戶提供膠料的匹配性,必要時根據粘合力測試結果的差異進行調整。
測試膠料應保存在冷藏室中(最長保存時間為2.5個月),使用時取出煉制后在測試環境中平衡一段時間。煉好的膠料在空氣中裸露放置一段時間后粘合力會下降,因此在煉好的膠料表面覆蓋一層隔離膜,并控制在24 h內用完。
2.4 模坯制作
模坯制作過程中檢驗人員不可使用油性護膚類產品,以避免與樣品直接接觸導致污染、降低粘合效果。同時模坯制作時應選用無油墨、無污染的耐高溫隔離紙且放置在測試環境中。
2.5 光照
浸膠帆布裸露在日光燈或自然光的條件下,紫外線、臭氧的輻射會影響粘合性能。
將不同浸膠帆布垂直置于日光燈下2 m處,每隔24 h跟蹤測試其粘合性能,結果如表2所示。

表2 日光燈照射時間對浸膠帆布粘合性能的影響
由表2可知,EP帆布在光照下粘合力下降最嚴重,NN帆布粘合力受光照影響最小。因此樣品放置過程中需要用黑色塑料袋包裝防護,以減小光照對其粘合性能的影響。
2.6 冷卻方式
硫化后試樣的冷卻方式對粘合力也有影響。選取不同規格試樣,分別放置于冰箱(-25 ℃)和純水(室溫)中冷卻1 h后進行粘合力測試,結果見表3。
由表3可知,純水冷卻EE帆布試樣的覆膠率比冰箱冷卻試樣大幅下降,其他兩種規格帆布試樣受冷卻方式的影響不大。目前造成此情況的機理尚未完全明確,初步推測可能為部分游離狀態的水通過裁切邊滲入纖維內部,對EE帆布的粘合性能產生負面影響。
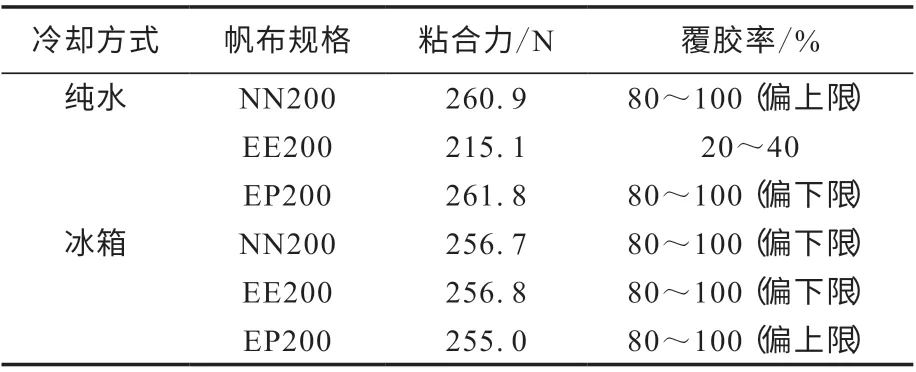
表3 不同冷卻方式下浸膠帆布粘合性能測試結果
2.7 拉伸角度
標準中規定試樣上下膠片夾持角度為180°,且垂直于末端未拉開膠片部分,而實際操作中由于夾持張力波動、上下蓋膠厚度偏差、夾持模具打滑等因素,拉伸角度可能存在一定偏差,直接影響剝離面兩側覆膠量從而影響最終測定結果,一般是拉伸角度小的一面覆膠量小。因此如果測試時出現拉伸角度偏差,需要對樣品夾持角進行調整后重新測試。
2.8 拉伸速率
標準要求拉力試驗機動夾持器的移動速率為(100±10) mm·min-1,實際測試中有部分廠家為追求測試效率會提高拉伸速率。選取NN300,EE300,EP300帆布用同一模板壓制的3個試樣進行100,200,300 mm·min-1拉伸速率下的測試,其粘合性能測試結果如表4所示。

表4 不同拉伸速率下浸膠帆布粘合性能測試結果
由表4可知,EP帆布試樣在不同拉伸速率下的粘合性能測試結果略有差別,其他兩種規格帆布試樣變化不大。為了減少貿易爭議,目前國家標準統一要求拉力試驗機動夾持器的移動速率為(100±10) mm·min-1。
2.9 其他
浸膠帆布規格多、結構復雜,不同結構設計對其粘合性能也有影響。為消除不良影響,建議在遇到以下情況時重新制作試樣進行復測。
(1)經密度低,經紗邊易松散,同時橡膠粘性較大,拉伸完成后一側邊紗部分區域被拉到對面側,如圖1(a)所示,此時的粘合力低于實際值,應進行復測。復測前可用刀片將中間膠兩側適當切開一定深度,利用附著在布上的橡膠將邊側經紗固定住再進行拉伸試驗,同時檢測結果必須根據試樣切割后的有效寬度重新進行換算。
(2)試樣中存在油經線,如圖1(b)所示,此時的粘合力略低于實際值,也應進行復測。
(3)部分厚型帆布試樣切割后易造成邊部經線紊亂的現象,如圖1(c)所示,此時也應進行復測。也可采用略寬的試樣進行測試以減小誤差范圍,最終數據也必須根據試樣切割后的有效寬度重新進行換算。

圖1 不同情況下的剝離試樣
3 結論
結合浸膠帆布粘合試樣制備過程對浸膠帆布靜態粘合力的影響進行了一系列探討,同時對檢測過程中易出現的干擾因素進行了歸納。結果表明,試樣采用專用切刀一次成型,備測試樣放置在黑色塑料袋中避光保存,測試膠料也應明確存放條件和使用周期。在模坯準備過程中按照帆布的規格型號選用合適的膠片厚度和模具,制樣過程中減少油性物質的污染,采用無油墨、無污染的耐高溫隔離紙。試樣制備必須規范冷卻方式。拉伸測試應嚴格按照國家標準規定的拉伸角度和速率,規范操作方法,發現問題及時做出調整。以上措施可提高浸膠帆布靜態粘合力測試結果的準確性。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00