遺傳算法優(yōu)化BP神經(jīng)網(wǎng)絡(luò)的紡熔無(wú)紡布性能預(yù)測(cè)
2021-07-26 01:22:58張偉國(guó)陳長(zhǎng)潔
紡織報(bào)告 2021年6期
關(guān)鍵詞:優(yōu)化實(shí)驗(yàn)
張偉國(guó),陳長(zhǎng)潔
(1.南通醋酸纖維有限公司紡絲生產(chǎn)部,江蘇 南通 226000;2.東華大學(xué) 紡織學(xué)院,上海 201620)
紡熔復(fù)合無(wú)紡布(Spunbond Meltblown Spunbond Nonwovens,SMS)是由外層紡黏無(wú)紡布和中間層熔噴無(wú)紡布經(jīng)過(guò)復(fù)合加工而成,是醫(yī)療和衛(wèi)生的主體材料,綜合了紡黏和熔噴二者的優(yōu)勢(shì):既具有較高的機(jī)械性能(高強(qiáng)度),對(duì)微小的固體顆粒、液體等也有著較高的阻隔性[高耐靜水壓(HSH)][1-2]。紡熔復(fù)合無(wú)紡布的性能受到原料特性、紡絲溫度、擠出量、熱軋機(jī)溫度、熱軋機(jī)壓力、冷卻風(fēng)溫度、冷卻風(fēng)風(fēng)壓等參數(shù)的影響,各因素之間相互作用,通過(guò)重復(fù)實(shí)驗(yàn)的方式對(duì)工藝進(jìn)行優(yōu)化,效率低且難度大[3-5]。
BP神經(jīng)網(wǎng)絡(luò)(Back Propagation Neural Network)即反向傳播神經(jīng)網(wǎng)絡(luò),是以互連的神經(jīng)元來(lái)模擬大腦的學(xué)習(xí)過(guò)程。本研究選取對(duì)SMS產(chǎn)品性能影響較大的紡黏計(jì)量泵轉(zhuǎn)速、熔噴計(jì)量泵轉(zhuǎn)速、熱軋溫度、熱軋壓力和克重5種工藝參數(shù)作為輸入值[6],機(jī)械方向斷裂強(qiáng)力(以下簡(jiǎn)稱MD強(qiáng)力)和耐靜水壓(以下簡(jiǎn)稱HSH)等作為輸出值,通過(guò)BP神經(jīng)網(wǎng)絡(luò)構(gòu)建預(yù)測(cè)模型,并在已經(jīng)建立的 BP網(wǎng)絡(luò)基礎(chǔ)上通過(guò)GA優(yōu)化,討論對(duì)兩大輸出性能的預(yù)測(cè)效果。
1 紡熔無(wú)紡布實(shí)驗(yàn)
1.1 生產(chǎn)設(shè)備
實(shí)驗(yàn)中,紡熔無(wú)紡布生產(chǎn)設(shè)備為萊芬豪舍的RF4型SMMMS五模頭紡熔無(wú)紡布生產(chǎn)線,5個(gè)模頭依次編號(hào)為A、B、C、D、E,其中,A、E為兩個(gè)紡黏頭,B、C、D為中間的熔噴頭。
1.2 材料
實(shí)驗(yàn)的原材料為聚丙烯,紡黏料的熔融指數(shù)為(36±3)g/10 min;熔噴料熔融指數(shù)為(950±50)g/10 min。
1.3 測(cè)試方法
實(shí)驗(yàn)樣品的斷裂強(qiáng)力和耐靜水壓測(cè)試分別參照GB/T 3923.1—2013《紡織品 織物拉伸性能 第1部分:斷裂強(qiáng)力和斷裂伸長(zhǎng)率的測(cè)定(條樣法)》和GB/T 4744—2013《紡織品 防水性能的檢測(cè)和評(píng)價(jià) 靜水壓法》。
2 BP神經(jīng)網(wǎng)絡(luò)構(gòu)建
使用MATLAB建立預(yù)測(cè)模型,輸入向量是A/E擠出量、B/C/D擠出量、熱軋機(jī)溫度、熱軋機(jī)壓力和克重,是七維向量;輸出向量是MD(Machine Direction)強(qiáng)力和HSH(High Hydrostatic Pressure Resistance),是二維向量。隱含層單元數(shù)根據(jù)kolmogorov定理的參考公式(1)[7]確定:

式中:a為1~10的常數(shù),m為輸入層神經(jīng)元的數(shù)量,n為隱含層節(jié)點(diǎn)數(shù),k為輸出層神經(jīng)元數(shù)量。
經(jīng)實(shí)驗(yàn)確定,隱含層節(jié)點(diǎn)數(shù)取13較為合適。所以,在這里引入了“7-13-2”結(jié)構(gòu)的網(wǎng)絡(luò)模型,輸入層到隱含層使用“tansig”函數(shù)傳遞,隱含層到輸出層使用“purelin”函數(shù)傳遞。實(shí)驗(yàn)共采用114組原始數(shù)據(jù),隨機(jī)抽取22組數(shù)據(jù)進(jìn)行驗(yàn)證,其余92組數(shù)據(jù)用來(lái)構(gòu)建神經(jīng)網(wǎng)絡(luò)。
3 遺傳算法優(yōu)化
遺傳算法根據(jù)每組實(shí)驗(yàn)數(shù)據(jù)對(duì)應(yīng)的適應(yīng)度函數(shù)值的大小來(lái)判斷實(shí)驗(yàn)數(shù)據(jù)質(zhì)量的優(yōu)劣。如果個(gè)體的適應(yīng)度值大,則有較大可能繁衍至下一代,一般選擇超過(guò)群體平均適應(yīng)度值的個(gè)體進(jìn)行交叉、低于這一值的個(gè)體進(jìn)行變異。通過(guò)交叉和變異,后代的平均適應(yīng)度值得到持續(xù)提高,即后代個(gè)體的性能變得更優(yōu)。實(shí)驗(yàn)使用式(2)作為適應(yīng)度函數(shù),以真實(shí)值與預(yù)測(cè)值的誤差矩陣的范數(shù)作為輸出[8]。

式中:h(x)(i)為模型預(yù)測(cè)輸出值,y(i)為實(shí)驗(yàn)值。
遺傳算法先進(jìn)行參數(shù)的初始化操作,如代溝概率、進(jìn)化代數(shù)、交叉概率等(圖1)。實(shí)驗(yàn)期間,各個(gè)參數(shù)的選擇:算法結(jié)束的條件—100代;變異概率—0.01;代溝概率—0.95;交叉概率-0.7;種群規(guī)模—40。

圖1 遺傳算法優(yōu)化流程
以式(3)的值來(lái)討論神經(jīng)網(wǎng)絡(luò)的預(yù)測(cè)效果,絕對(duì)百分比誤差為:

4 結(jié)果與分析
實(shí)驗(yàn)測(cè)得的MD強(qiáng)力值和預(yù)測(cè)的MD強(qiáng)力值對(duì)比結(jié)果如圖2所示,可以看到兩種網(wǎng)絡(luò)模型的預(yù)測(cè)值均與實(shí)驗(yàn)值接近或重合,表明兩種網(wǎng)絡(luò)對(duì)MD強(qiáng)力均能實(shí)現(xiàn)較好的預(yù)測(cè)。
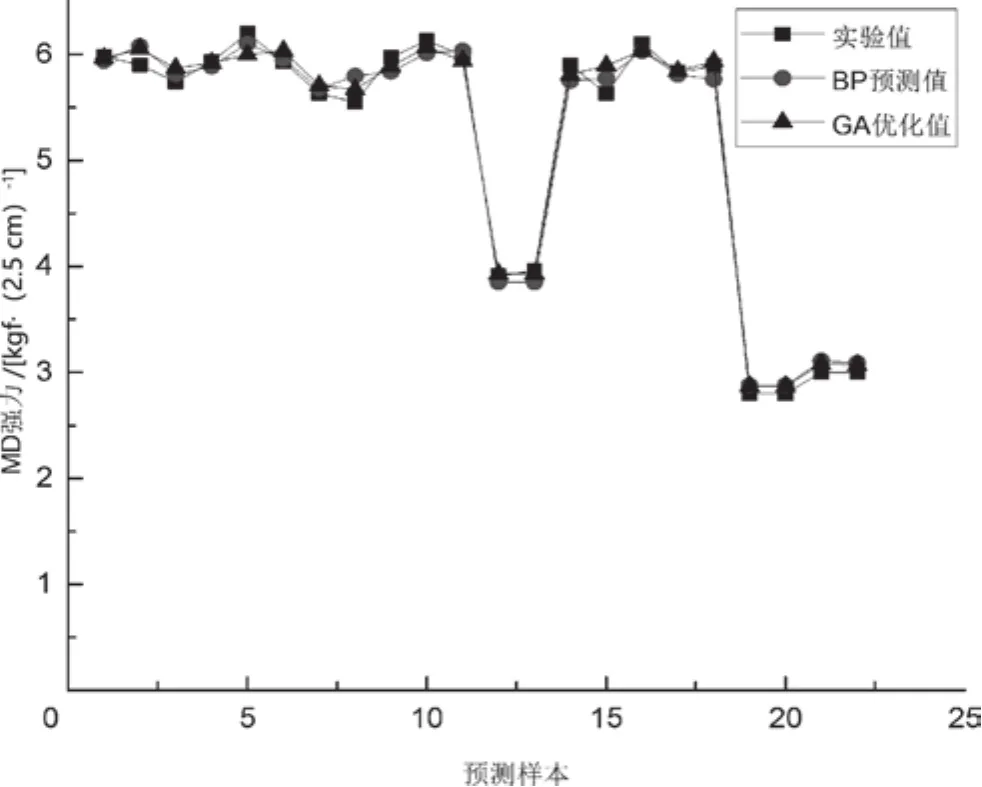
圖2 MD強(qiáng)力的真實(shí)值和預(yù)測(cè)值
引入實(shí)驗(yàn)測(cè)得的HSH值和GA優(yōu)化后的神經(jīng)網(wǎng)絡(luò)、BP神經(jīng)網(wǎng)絡(luò)預(yù)測(cè)值,結(jié)果如圖3所示,可以看到預(yù)測(cè)值也與實(shí)驗(yàn)值有很高的吻合度。BP神經(jīng)網(wǎng)絡(luò)預(yù)測(cè)時(shí),實(shí)驗(yàn)值與預(yù)測(cè)值最小誤差為0.72;GA優(yōu)化后再預(yù)測(cè)時(shí),最小誤差為0.23,兩種網(wǎng)絡(luò)對(duì)HSH均能實(shí)現(xiàn)較好的預(yù)測(cè)。
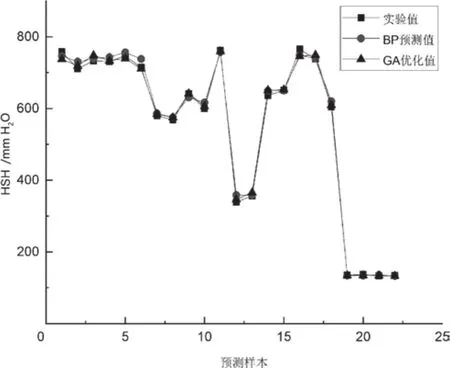
圖3 HSH的測(cè)試結(jié)果和預(yù)測(cè)結(jié)果
從圖4~5可以得出,BP神經(jīng)網(wǎng)絡(luò)和GA優(yōu)化后的神經(jīng)網(wǎng)絡(luò)預(yù)測(cè)值與實(shí)際值的絕對(duì)百分比誤差,BP神經(jīng)網(wǎng)絡(luò)對(duì)紡熔非織造材料的MD強(qiáng)力和HSH的測(cè)試結(jié)果的最大絕對(duì)百分比誤差均小于6%;GA優(yōu)化神經(jīng)網(wǎng)絡(luò)對(duì)MD強(qiáng)力和HSH的測(cè)試結(jié)果的最大絕對(duì)百分比誤差均小于5%。兩種預(yù)測(cè)方式均能滿足實(shí)驗(yàn)產(chǎn)品開(kāi)發(fā)和生產(chǎn)的需要,GA優(yōu)化后的模型具有更強(qiáng)的適用性。

圖4 BP神經(jīng)網(wǎng)絡(luò)與GA優(yōu)化神經(jīng)網(wǎng)絡(luò)預(yù)測(cè)MD強(qiáng)力絕對(duì)百分比誤差對(duì)比

圖5 BP神經(jīng)網(wǎng)絡(luò)與GA優(yōu)化神經(jīng)網(wǎng)絡(luò)預(yù)測(cè)HSH絕對(duì)百分比誤差對(duì)比
5 結(jié)語(yǔ)
就紡熔復(fù)合無(wú)紡布來(lái)看,通過(guò)對(duì)工藝參數(shù)、性能指標(biāo)的對(duì)比分析,可以引入隱含層神經(jīng)元數(shù)為13的3層結(jié)構(gòu)的BP神經(jīng)網(wǎng)絡(luò)來(lái)預(yù)測(cè)。未經(jīng)優(yōu)化的BP神經(jīng)網(wǎng)絡(luò)模型預(yù)測(cè)的紡熔無(wú)紡布MD強(qiáng)力和HSH平均誤差不超過(guò)6%。通過(guò)遺傳算法優(yōu)化權(quán)值和閾值后,BP神經(jīng)網(wǎng)絡(luò)預(yù)測(cè)結(jié)果變得更加精確,相應(yīng)的預(yù)測(cè)MD強(qiáng)力、HSH平均誤差不會(huì)大于5%。因此,經(jīng)過(guò)遺傳算法優(yōu)化的BP神經(jīng)網(wǎng)絡(luò)能更好地滿足紡熔無(wú)紡布在開(kāi)發(fā)和生產(chǎn)中的需求。
猜你喜歡
小獼猴智力畫(huà)刊(2022年9期)2022-11-04 02:31:42
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
中學(xué)生數(shù)理化·中考版(2022年11期)2022-02-16 07:01:20
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55