熱連軋機(jī)板厚預(yù)測綜述
2021-08-03 08:26:46孫麗杰黎建華朱俊飛
臺州學(xué)院學(xué)報
2021年3期
孫麗杰,李 靜,黎建華,朱俊飛
(1.臺州學(xué)院 電子與信息工程學(xué)院,浙江 臨海 317000;2.遼寧大學(xué) 信息學(xué)院,遼寧 沈陽 110036;3.國網(wǎng)浙江玉環(huán)市供電有限公司,浙江 玉環(huán) 317600)
0 引言
厚度是板帶鋼最主要的尺寸質(zhì)量指標(biāo)之一[1],熱連軋機(jī)厚度精度分為兩種:一批同規(guī)格帶鋼的厚度異板差和每一條帶鋼厚度同板差,本文研究內(nèi)容為后者,以下簡稱板厚精度。板厚精度直接影響產(chǎn)品的使用性能,并且對節(jié)約金屬成本產(chǎn)生巨大作用。帶鋼連軋機(jī)生產(chǎn)效率高、軋制過程連續(xù)、易于實現(xiàn)機(jī)械化和自動化,對熱連軋生產(chǎn)過程進(jìn)行精確的板厚控制可以大幅度提高產(chǎn)量、改善產(chǎn)品質(zhì)量,具有顯著經(jīng)濟(jì)效益。
帶鋼熱連軋機(jī)由粗軋和精軋兩個軋區(qū)構(gòu)成,由如圖1所示的唐山國豐620 mm熱連軋生產(chǎn)線軋線布置[2]可知鋼板軋制過程。精軋機(jī)是熱連軋機(jī)生產(chǎn)過程中的重要組成部分,是影響出口產(chǎn)品質(zhì)量的主要工序,為了獲得優(yōu)良產(chǎn)品,在精軋機(jī)組大量采用新設(shè)備、新技術(shù)、新工藝以及高精度的檢測儀表。因此,本文以熱連軋精軋機(jī)組為研究對象,分析帶鋼在精軋機(jī)組部分的厚度預(yù)測問題。
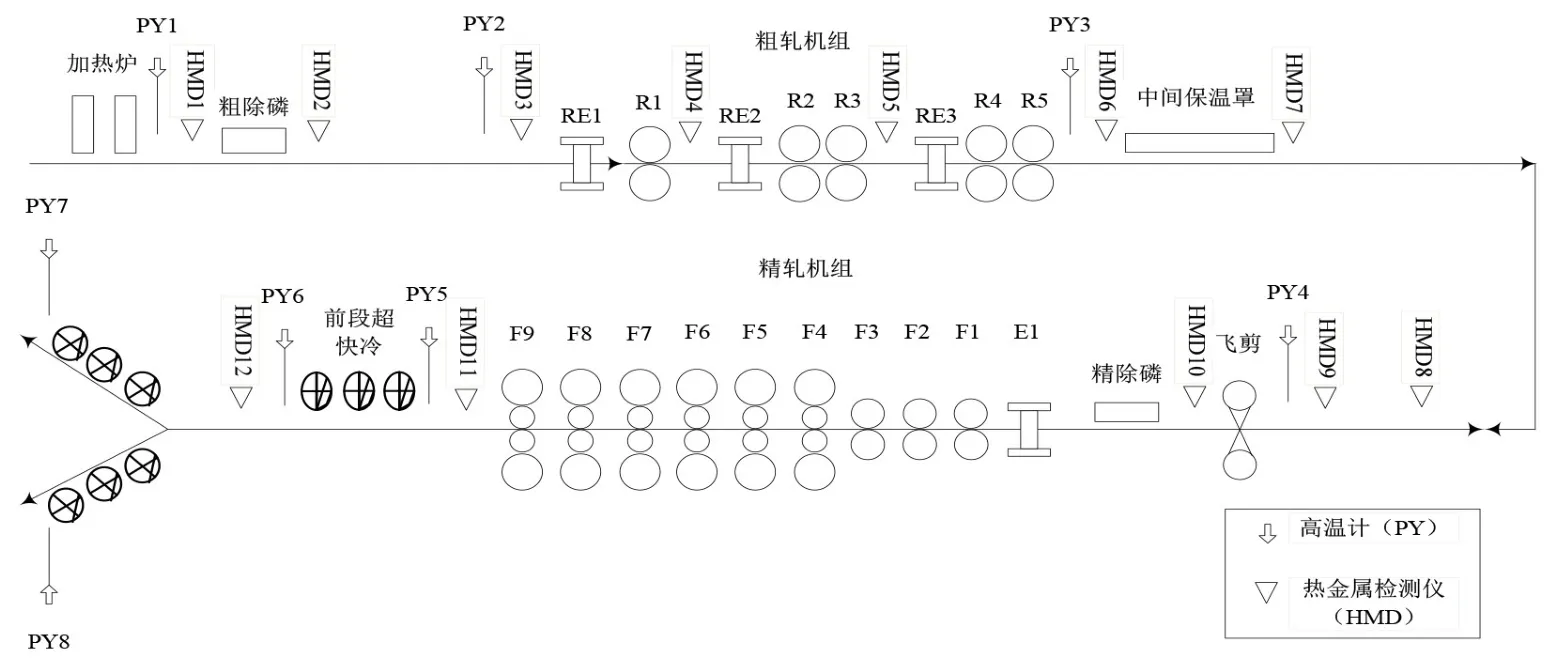
圖1 國豐620 mm熱連軋生產(chǎn)線軋線布置
帶鋼軋制過程中,各個機(jī)架出口處的板厚是十分重要的參數(shù)[3],但出于成本等因素的考慮,并非每個機(jī)架都配備測厚儀,中間機(jī)架通常未安裝測厚儀,這時需要對該機(jī)架的出口板厚進(jìn)行預(yù)測,通過分析板厚參數(shù)來達(dá)到提高厚度自動控制精度的目的;在軋機(jī)入口和出口……
登錄APP查看全文
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
數(shù)學(xué)物理學(xué)報(2020年2期)2020-06-02 11:29:24
兒童故事畫報(2019年5期)2019-05-26 14:26:14
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
Coco薇(2016年2期)2016-03-22 02:42:52
核科學(xué)與工程(2015年4期)2015-09-26 11:59:03
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
中學(xué)數(shù)學(xué)雜志(初中版)(2006年1期)2006-12-29 00:00:00
