兩種成型工藝碳纖維/環氧樹脂復合材料的拉壓力學性能與破壞機制
2021-08-04 06:08:36鐘正程從前孟憲明曹鐵山黃亞烽趙杰
高科技纖維與應用 2021年3期
鐘正,程從前,孟憲明,曹鐵山,黃亞烽、趙杰
(1.大連理工大學材料科學與工程學院,大連 116024;2.中國汽車技術研究中心有限公司,天津 300300)
0 引言
碳纖維(CF)/環氧樹脂(EP)復合材料是一種具有高比強度、高比剛度以及較強耐腐蝕性的輕量化材料,在汽車、航空航天、軍工武器、高速動車等行業具有良好的應用前景[1-4]。CF/EP復合材料在汽車輕量化中的應用,可降低材料的生產成本,提高生產效率,已成為近年來碳纖維復合材料制備與應用研發中的重要內容[5-7]。其中,高壓-樹脂傳遞模塑(HP-RTM)和濕法壓膜(WCM)這兩種成型工藝,與手糊成型等傳統成型工藝相比,能在相對較短時間內實現低成本、大規模零部件的生產[8]。
在這些碳纖維部件使用過程中不可避免地要受到拉伸、沖擊、彎曲、剪切等作用[9]。為了評價復合材料的好壞和適用性,作為一個重要指標,越來越多的研究者開始對同種工藝、不同工藝參數制作的復合材料的力學性能進行研究。李曄[10]等研究了不同纖維體積含量的國產T800級碳纖維增強復合材料的力學性能,結果表明,采用RTM工藝成型的AC520RTM/U-8190復合材料纖維體積含量上限為68%,厚度越厚纖維體積含量越低,0 °拉伸強度越低,90 °壓縮強度越高。MasakazuMigaki和Keisuke Ono[11]等研究了手糊成型中,各階段工作時間和復合材料拉伸性能的關系,結果表明脫氣階段對玻璃纖維增強塑料的拉伸性能影響較大。王英男和劉國峰[12]等研究了WCM工藝中浸潤時間和固化壓力兩個工藝參數對制備碳纖維復合材料層合板的微觀形貌和力學性能的影響,結果表明,當浸潤時間為4 min、固化壓力1 MPa時,層合板的成型質量最好,界面缺陷較少,力學性能優良,相對提高5%~11.45%;隨著浸潤時間的增加,力學性能先迅速增大后趨于平緩,隨著固化壓力的增加,層合板的纖維體積含量和力學性能都逐漸增加,在浸潤時間10 min/固化壓力1.5 MPa時,纖維體積分數和拉伸模量達到最大值為66.12%和86.5 GPa。
相較于傳統材料,碳纖維增強復合材料因組織和性能的各向異性特點,其力學性能和斷裂形式更為復雜,需從拉、壓等不同角度開展測試和分析[13-14]。目前不同成型工藝制造CF/EP層合板力學性能對比的研究鮮有報道。本文通過對比HP-RTM工藝和WCM工藝制備的碳纖維復合材料單向帶層合板拉伸和壓縮力學性能,評價不同工況下二者力學性能的優劣程度并分析其原因,為其在工業工程上的應用提供理論依據。
1 試驗材料與方法
1.1 原材料及成型工藝
本文研究的兩種不同成型工藝制備方法得到的樹脂基碳纖維增強復合材料單向帶層合板均由凱勒(南京)新材料科技有限公司生產,分別采用高壓-樹脂傳遞成型工藝(HP-RTM)和濕法壓膜成型工藝(WCM)制備。兩種碳纖維復合材料單向帶層合板除成型工藝不同外,其所使用的碳纖維和環氧樹脂等原材料均一致。下文用其成型工藝名稱HP-RTM和WCM進行編號和區分。
1.2 試驗與表征方法
樹脂基碳纖維復合材料板材經取樣和砂紙打磨拋光后,采用LEICA DMi8型金相顯微鏡進行組織觀察;樹脂基碳纖維復合材料層合板力學性能測試標準見表1,依照測試需求加工式樣和粘貼加強片。試驗設備為CMT5205型電子萬能材料試驗機,試驗速度設定為2 mm/min,測試精度為0.5%級,最大測試載荷為200 kN;采用SUPARR 5503010702型掃描電鏡對試樣破壞后形貌進行觀察。
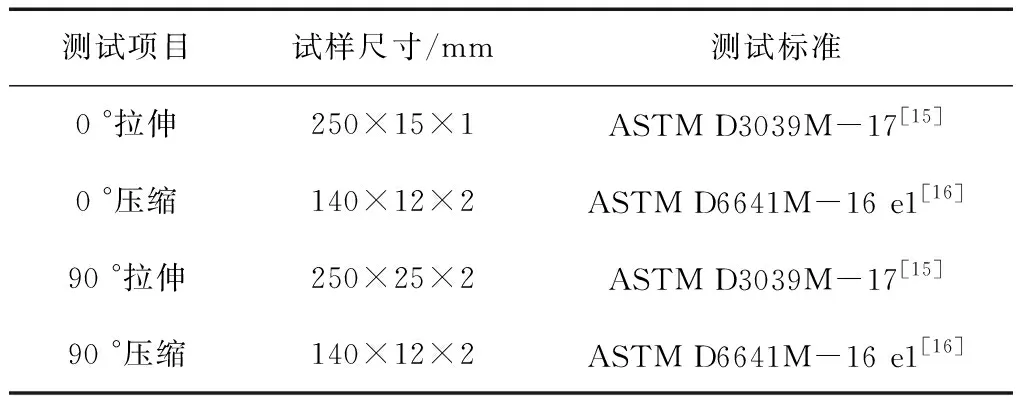
表1 CF/EP復合材料力學性能測試標準
2 結果與討論
2.1 兩種成型工藝制備的CF/EP復合材料金相組織對比
圖1為HP-RTM工藝和WCM工藝制備的CF/EP復合材料組織對比圖。HP-RTM工藝制備的CF/EP復合材料中,纖維分布相對密集并且具有良好的一致性,樹脂分布均勻,無明顯缺陷,但是其纖維與樹脂基體結合處存在大量小裂紋和孔洞等微觀缺陷,如圖1(a)所示。WCM存在局部的纖維錯位現象,纖維朝向一致性較差,纖維分布不均勻,導致部分地區纖維密度較低,樹脂基體存在相對較大的孔洞;但纖維樹脂結合較好,界面處沒有明顯的裂紋等缺陷。該結果表明,HP-RTM工藝制備的CF/EP復合材料整體組織的一致性和均勻性要優于WCM工藝,但是其纖維和樹脂相結合的界面要劣于WCM。
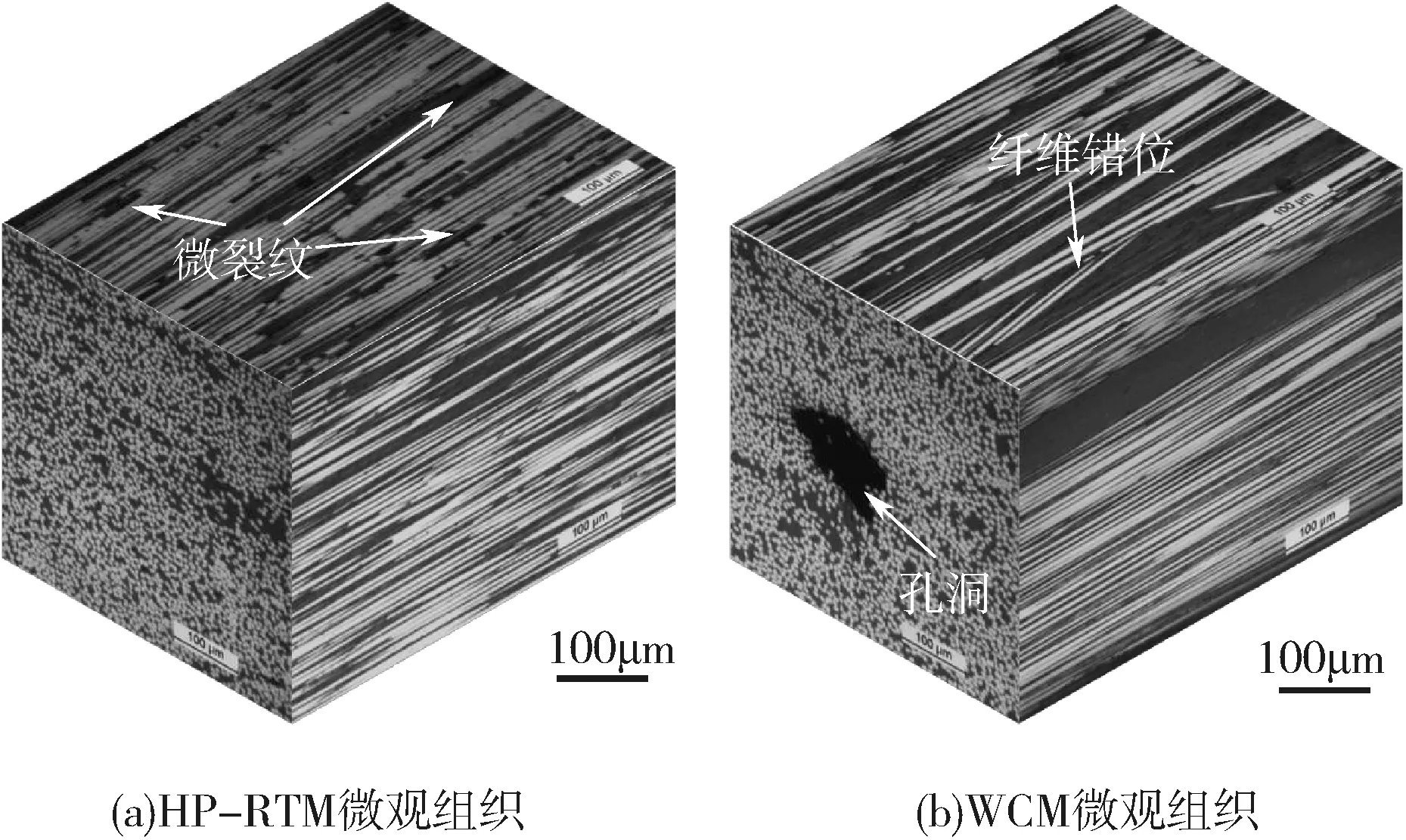
圖1 兩種工藝制備的CF/EP復合材料組織對比
研究表明[17],HP-RTM采用樹脂的高壓注入和高溫固化成型同時進行的方式,在成型過程中有足夠的樹脂補充,從而使樹脂基體分布均勻,但是這也造成了纖維與基體的浸潤時間不足,從而在結合界面處產生缺陷。而WCM工藝采用噴淋樹脂后再經高溫高壓成型的方法,在纖維和基體有足夠浸潤時間條件下,形成了良好的接觸界面;但是由于沒有后續樹脂補充,碳纖維和樹脂不同固化收縮率使樹脂基體中出現孔隙或孔洞等缺陷。
2.2 兩種成型工藝制備的CF/EP復合材料力學性能對比
圖2所示為兩種成型工藝制備的CF/EP復合材料單向板在準靜態拉壓試驗下的載荷-位移曲線。兩種工藝制備CF/EP復合材料層合板在拉伸載荷作用下,力與位移響應呈線性關系,表明該復合材料拉伸斷裂行為具有脆性材料特征[18],如圖2(a)和(b)所示。其中HP-RTM樣品0 °拉伸中在快速斷裂前還呈現了一定的鋸齒狀波動,文獻[19]表明,該鋸齒狀與纖維間裂紋的擴展有關。在壓縮條件下,兩種層合板壓縮力-位移響應在到達極限位移的一半之前,基本保持呈線性關系;在靠近極限位移時,響應變為非線性,破壞時的切向斜率低于初始部分切向斜率,如圖2(c)和(d)所示。

圖2 拉壓試驗載荷-位移曲線
根據圖2的載荷-位移曲線并結合DIC的應變結果,綜合分析拉壓過程中的力學性能指標,結果如圖3所示。在0 °拉伸載荷下,HP-RTM工藝制備的單向碳纖維復合材料平均拉伸強度為1 367.2 MPa,平均拉伸模量為118.9 GPa,而WCM工藝的平均拉伸強度為1 246.7 MPa,平均拉伸模量為115.4 GPa;在90 °拉伸載荷下,HP-RTM工藝的平均拉伸強度為36.4 MPa,平均拉伸模量為5.6 GPa,WCM工藝的平均拉伸強度為31.3 MPa,平均拉伸模量為5.3 GPa。在0 °壓縮載荷下,HP-RTM工藝的平均壓縮強度為630.8 MPa,平均壓縮模量為99.6 GPa,而WCM工藝的平均壓縮強度為556.2 MPa,平均拉伸模量為99.8 GPa;在90 °壓縮載荷下,HP-RTM工藝的平均壓縮強度為110.7 MPa,平均壓縮模量為5.4 GPa,WCM工藝的平均壓縮強度為103.4 MPa,平均拉伸模量為5.3 GPa。

圖3 兩種工藝制備CF/EP復合材料力學性能
由圖3可知,兩種材料在0 °拉壓載荷下的強度和模量均高于90 °,表明單向層合板力學性能具有典型的各項異性特性[20];HP-RTM工藝制備的單向層合板各項拉壓力學性能高于WCM工藝。結合圖2曲線還發現,在0 °單軸拉壓載荷下,HP-RTM工藝制備的單向板力學性能具有較大的波動性。
2.3 CF/EP單向復合材料拉伸破壞形式
圖4為兩種工藝制備樣件的宏觀破壞形貌對比。根據圖像可知,HP-RTM工藝制備的單向層合板在0 °拉伸的宏觀破壞模式為測試段呈現爆炸破壞模式 (XGM型)[15],纖維與基體界面完全崩裂破碎;WCM 試樣的0 °拉伸宏觀破壞模式為測試段劈裂破壞模式(SGM型)[15],試樣測試段沿著纖維方向出現纖維與基體界面縱向劈裂破壞,并且在夾持端附近發生橫向纖維斷裂,斷裂位置呈無序分布[21]。在90 °拉伸條件下兩種試樣宏觀破壞模式均為測試段橫向斷裂模式(LGU型)[15],但斷裂位置不確定。在壓縮條件下,兩種材料宏觀壓縮破壞模式一致,均以測試段橫向剪切失效模式(HAT)[16]型為主,即在測試段由于壓縮應力引起具有一定傾斜角的斷裂面橫向剪切失效模式[22],但是在0 °壓縮時,WCM工藝的破壞形貌存在輕微的開裂現象。
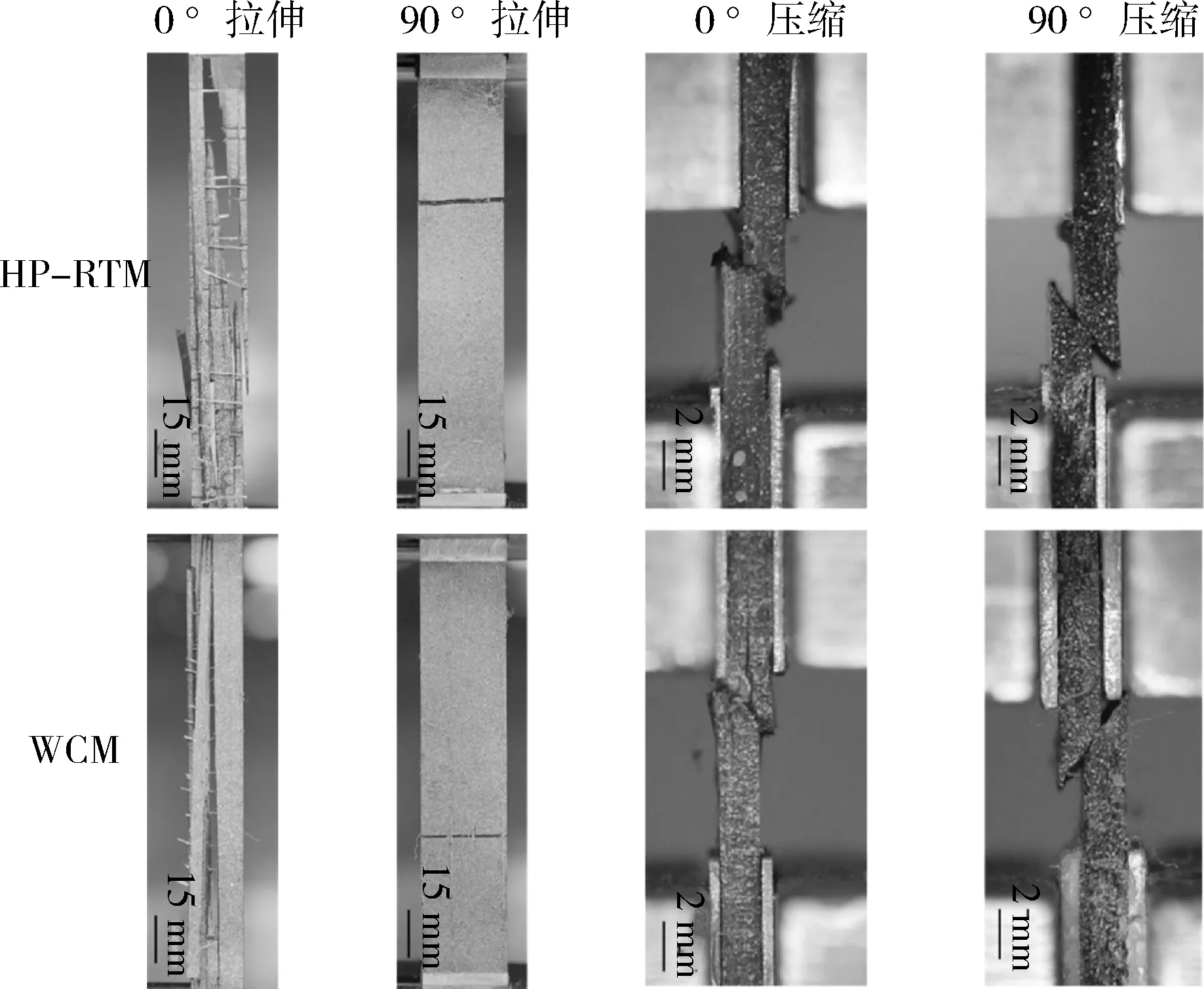
圖4 宏觀破壞形貌對比
在纖維增強復合材料的使用過程中,設計者往往采用0 °纖維方向為主要受力方向,因此在受到0 °方向載荷的破壞形貌更加值得關注。為了進一步了解0 °載荷下的微觀破壞形貌區別,采用掃描電鏡對試樣破壞斷口進行觀察。圖5為兩種成型工藝制備的CF/EP復合材料0 °破壞后端口形貌SEM圖像。在受到0 °拉伸載荷時,HP-RTM成型試樣斷口形貌發現,其整個斷面高度落差較大,纖維束斷面中呈現纖維絲脫粘拔出的現象,在高倍放大條件下發現整個纖維束的邊界模糊,有黏連的樹脂碎片,如圖5(a)所示;WCM成型試樣斷口盡管也呈現纖維束脫粘拔出;但是在高倍放大下,整個纖維束斷面平整、沒有發生纖維絲的脫粘拔出,如圖5(b)所示。該結果表明HP-RTM成型材料的纖維和樹脂界面結合相對較差。
在0 °壓縮載荷時,HP-RTM成型試樣斷口上的層間樹脂基體并不明顯,也沒有明顯的裂紋產生,如圖5(c)所示;而由WCM成型工藝制作的試樣斷口上的層間樹脂與纖維有明顯的界限,并且在層間樹脂基體附近有裂紋產生,如圖5(d)所示。這表明,WCM工藝試樣纖維層與纖維層之間結合不緊密,層間性能較差。
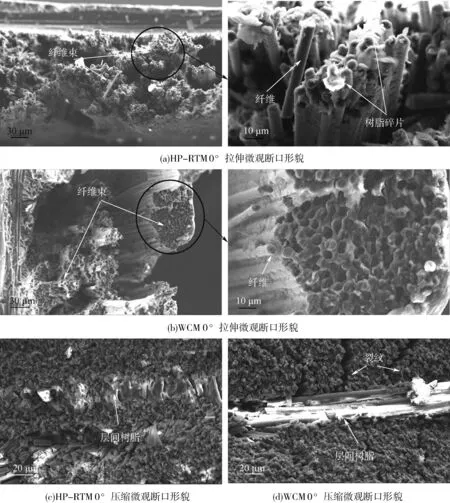
圖5 兩種工藝制備的CF/EP復合材料0 °拉伸和壓縮斷口形貌SEM圖像
結合力學測試和組織觀察結果分析,兩種工藝斷裂模式差異是因為碳纖維的強度和模量均高于樹脂基體,在受到沿纖維方向的拉伸載荷時,碳纖維為主要承力組織,樹脂基體和纖維與樹脂基體的結合界面負責傳遞載荷,由于HP-RTM工藝制備的CF/EP復合材料纖維和樹脂界面存在較多缺陷,導致載荷傳遞性能較差并且容易形成平行與纖維方向的損傷擴展,使得載荷-位移曲線波動、力學性能穩定性差,并且隨著損傷累計在到達破壞峰值時,產生爆破破壞;而WCM工藝制備的CF/EP復合材料雖然纖維和樹脂界面缺陷較少但是樹脂基體存在空洞缺陷,容易誘發縱向劈裂,最后造成劈裂破壞[21]。在受到壓縮載荷時,斷裂形式類似于混凝土和灰鑄鐵等脆性材料的壓縮斷裂模式[23],其本質為在與軸線成45 °的斜面上具有最大的剪應力,特別在沿纖維方向壓縮時會在斷裂位置由于纖維微屈曲和樹脂塑性變形,形成一個扭結帶,最后因為纖維和基體的抗剪性能差造成斷裂失效[24-25],而由于WCM工藝層間性能較差,在受到0 °壓縮時,斷口附近存在輕微的層間開裂現象。
3 結論
(1)對HP-RTM和WCM工藝制備的CF/EP復合材料層合板組織分析表明,HP-RTM成型材料的纖維分布一致性和樹脂基體均勻性均優于WCM成型材料;兩種材料在0 °和90 °拉壓載荷下均具有明顯的各向異性;其中HP-RTM成型材料的平均拉壓強度和模量均高于WCM成型材料,但0 °拉壓載荷測試結果的離散程度相對較高。
(2)結合力學性能測試結果對比顯示,由于HP-RTM工藝制備的CF/EP復合材料的纖維分布的一致性和樹脂基體的均勻性,使得其綜合力學性能優于WCM工藝;界面性能低于WCM,使其在受到0 °拉壓載荷時測試結果離散程度較高,力學性能穩定性差。
(3)對0 °拉壓條件下樣品斷裂宏觀和斷口微觀形貌分析表明,在拉伸測試條件下,HP-RTM成型材料破壞模式為爆炸破壞,纖維束和束間纖維絲均呈現爆炸式斷裂;WCM成型材料為劈裂破壞型,斷口形貌呈現纖維束間縱向劈裂破壞;在壓縮條件下,盡管兩種材料破壞模式均為受剪斷裂破壞型,但相比于WCM材料,HP-RTM材料層間性能更好,在斷口附近沒有明顯的層間裂紋產生。
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年6期)2016-06-27 06:34:16
焊接(2015年9期)2015-07-18 11:03:53
應用化工(2014年10期)2014-08-16 13:11:29
