基于圖像識別的攝像頭自動調焦檢測系統(tǒng)的設計與實現(xiàn)
2021-08-04 21:22:04王震彭剛張曉歡
中國新通信 2021年8期
王震 彭剛 張曉歡
【摘要】? ? 針對智能終端攝像頭模組調焦問題,設計并實現(xiàn)了一套基于圖像識別的鏡頭自動調焦檢測系統(tǒng)。該系統(tǒng)擯棄傳統(tǒng)由人工作業(yè)方式,采用八工位六過程的設計方案,將上料、檢測、調焦、點膠、烘干和分揀下料集成一起,簡化了操作過程,提高了生產(chǎn)效率,并保證了產(chǎn)品一致性。
【關鍵詞】? ? 攝像頭模組? ? 自動調焦? ? 對比傳動? ? 圖像識別
引言:
近年來,隨著智能終端產(chǎn)業(yè)的快速發(fā)展,攝像頭模組作為智能終端不可缺少的部件,這個產(chǎn)業(yè)也在飛速前進[1]。作為一個集聚了大量資金技術密集型產(chǎn)業(yè),中國作為智能終端攝像頭模組生產(chǎn)的重要基地,在全球整個智能終端行業(yè)的供應鏈中位于不可或缺的位置。但是,相比于攝像頭模組產(chǎn)業(yè)蓬勃發(fā)展的景象,攝像頭模組測試方面的發(fā)展卻相對緩慢,存在著自動化程度不高,和國外廠家相比有很大的差距,而成熟的自動化測試卻受限于國外廠家[2]。 國內現(xiàn)階段攝像頭模組測試產(chǎn)業(yè)發(fā)展的現(xiàn)狀主要表現(xiàn)為,雖然規(guī)模很大,但是測試自動化程度卻很低,有的產(chǎn)線還依賴于人眼檢查判斷,導致攝像頭模組生產(chǎn)過程中測試不嚴格而導致次品流出的結果。為了改變現(xiàn)狀、提高品質,本項目設計了一個基于圖像識別的鏡頭自動調焦檢測系統(tǒng)。
一、結構設計
筆記本/平板電腦等設備在生產(chǎn)時,需要加上攝像頭模組。該攝像頭模組在出廠后并沒有調好焦距,所以不能直接安裝到設備上。因此,在安裝到設備上面之前,需要完成:1.檢測該模組是否為合格品;2.調整焦距到合適位置;3.檢測調焦后的產(chǎn)品是否符合品質要求;4.點膠固定;5.UV燈照射固化膠水。目前,在生產(chǎn)車間,上述五個步驟均為人工完成。人工會產(chǎn)生若干問題,如產(chǎn)品品質的不穩(wěn)定性,不良品過高,品質不一致,人員流動性引起的相關問題等。且人工成本過高。基于上述原因,設計出了攝像頭自動調焦生產(chǎn)系統(tǒng),如圖1所示。
該系統(tǒng)主要有如下功能和步驟。
1.1自動上料
鏡頭模組板(一般一板為40個攝像頭模組)經(jīng)過激光切割后,放到該生產(chǎn)線的自動上料機構上,該生產(chǎn)線可以完成自動上料,即采用自動機械手將單個攝像頭模組夾取到工位盤上的工位上面,并進行固定。自動上料機構單次可以裝填10個攝像頭組板,每板40個攝像頭,共計400個攝像頭。
1.2姿態(tài)檢測
攝像頭放置到工位盤上之后,工位盤會自動轉動到檢測調味工位,同時檢測攝像頭是否放置正確。若放置位置不正確(如攝像頭放歪等情況)則系統(tǒng)會自動跳過該攝像頭后續(xù)步驟。
1.3智能調焦
攝像頭轉到調焦工位,該生產(chǎn)線會自動連接攝像頭觸點并將調焦盤卡到攝像頭花瓣上,同時從攝像頭讀取取景信息。系統(tǒng)軟件和算法會判斷取景信息并轉到調焦盤,直到攝像頭五個區(qū)域(四個角和中心點區(qū)域)MTF值綜合最優(yōu)為止。并判斷該調焦后的攝像頭是否符合品質要求。如不符合,則跳過后續(xù)步驟。
1.4自動點膠
該系統(tǒng)自動判斷攝像頭花瓣缺口,并從六個缺口中選擇各不相臨的三個缺口進行噴膠固定[6]。
1.5 UV烘干
對膠水進行UV烘干固定。
1.6分揀下料
系統(tǒng)將符合品質的攝像頭依次擺放到下料盤,對于不符合要求的攝像頭分為三種情況,即臟污/焦距不準/其他,分別放到三個不良品下料盒中。
二、軟件設計
攝像頭自動調焦生產(chǎn)線的軟件系統(tǒng)主要分為兩部分。第一部分為PLC控制部分。該部分依據(jù)時序和反饋,主要控制機械部分的移動。第二部分為攝像頭調焦和檢測算法[3],采用MTF算法檢測攝像頭的成像結果并對其進行分析,同時反饋給PLC控制部分驅動調焦機構進行調焦和檢測[4,5]。本文主要分析第二部分軟件系統(tǒng)的設計和實現(xiàn)。
如圖1中,當攝像頭模組轉動到工位3時,系統(tǒng)會連接上攝像頭模組,同時從攝像頭模組讀取成像數(shù)據(jù)。攝像頭正上方放置一張網(wǎng)格白板,算法依據(jù)攝像頭的成像判斷攝像頭焦距是否調整到位。初始時,攝像頭的調焦花瓣在最內側(逆時針方向)。系統(tǒng)調焦時,需要將攝像頭調焦花瓣順時針轉動,直到最佳焦距。但是實際調焦時,花瓣持續(xù)順時針轉動,系統(tǒng)會記錄下每個位置的成像數(shù)據(jù),直到轉動到最佳位置。
本算法中,根據(jù)對比傳動函數(shù)CTF的值判定調焦情況。
定義:CTF 對比傳遞函數(shù)
其中:Imax和Imin表示所選區(qū)域的最強和最弱的亮度值。
起始點定位情況:
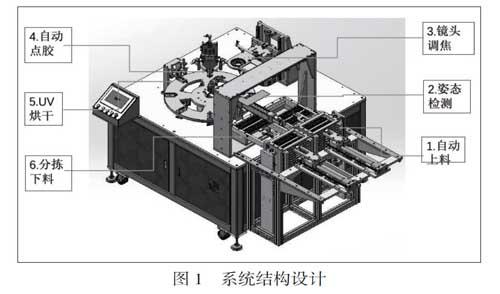
情況1. 起始點定位在區(qū)域左邊,此時CTF值可以穩(wěn)定增長到最大值。這種情況一般用于新的還沒有調整過的鏡頭。如圖2.A所示。
情況2. 起始點定位在區(qū)域中,此時CTF值穩(wěn)定增長到最大值。如圖2.B所示。
情況3. 起始點定位在定位在區(qū)域右邊,此時CTF值穩(wěn)定從最大值下降。如圖2.C所示。
為了避免損壞已經(jīng)調焦過的鏡頭,或者試圖重新調整焦距不準確的鏡頭,一般需要使用情況2和情況3過程。
調焦算法步驟如下:
1.檢查初始CTF值。如果CTF>10%,(這種情況可能會出現(xiàn)在上面情況1和情況2),逆時針旋轉L1,否則,跳過這步。2.設置高速旋轉速度值(從S1加速到S2), 順時針旋轉到當前CTF值超過10%為止。旋轉圈數(shù)不能超過L1。如果超過了限制圈數(shù),而仍然CTF<10%, 則終止調焦并標記該鏡頭為不良品。如果在此步驟之前已經(jīng)CTF>10%,則跳過這步。3.設置一個較低的穩(wěn)定旋轉速度,順時針旋轉。旋轉過程中,保存CTF最大值到一個變量中,并同時記錄該值所對應的位置(旋轉的位置)。繼續(xù)旋轉,一旦當前CTF值小于最大CTF值90%時,停止旋轉。記錄硬限制旋轉值(圈數(shù))為L2。4.逆時針返回到最大CTF值并加上Lgap圈(以便松開齒輪與鏡頭的咬合)。
需要注意的是,調焦結構在將齒輪嚙合調焦花瓣時,采用齒輪旋轉的方式進行調焦時,無法完全確定當齒輪轉動到什么角度才能夠完全卡上鏡頭的花瓣(即鏡頭圓周邊緣)。同時,也無法確定齒輪再被旋轉模塊咬緊時所處的初始位置。為了確定當齒輪回轉到CTF最大值時的齒輪位置,需要對齒輪咬合間隙進行補償。圖2.D中,“a”表示小的(鏡頭的)齒輪厚度,“g”表示調焦齒輪的兩個齒之間的距離,“x”鄙視齒輪所在的初始位置(當鏡頭被咬合時)。
當旋轉機構往一個方向(如順時針)移動時,齒輪背隙(即兩個齒輪咬合時,兩個咬合的齒輪的間隙)對應于x。 當向相反方向(如逆時針)移動時,背隙為“g-a-x”。我們并不知道x的值,但是為了精確調焦,當齒輪移動時需要考慮該背隙的值。在上述提到的算法中,我們采用相對定位方式,且在第一次順時針旋轉后重置當前坐標為0。所以我們確定順時針旋轉是背隙為0, 逆時針旋轉式背隙為g-a。 在后面的步驟中,所有的移動距離均大于g-a。 然后再最后的步驟我們加上“g-a”到對應的距離上面。
根據(jù)上述算法,即可完成攝像頭的調焦動作。
三、測試分析
依據(jù)上述設計方案,設計出了攝像頭自動調教檢測系統(tǒng)樣機。經(jīng)過測試運行,該系統(tǒng)能夠用來對手機鏡頭進行自動調焦,測試,刷選優(yōu)良品和不良品。手機鏡頭放置在上料區(qū),由機械手自動上料、分板,然后進行調焦,不良品分揀;點膠、烘干,下料裝箱,全流程自動化。正常情況下,該系統(tǒng)完成一個單個攝像頭整個流程約14s。目前人工僅調焦一個攝像頭時間約12s左右,加上其他步驟與機器相當,但是需要四個人工同時工作。即一臺機器可以完全取代至少四個人工。若全部取代人工,則一個工人可以看管至少十臺機器(依據(jù)工廠具體情況變化),每臺機器僅需每兩個小時進行依次上料下料盤更換即可。系統(tǒng)測試結果達到了設計預期。
四、結束語
攝像頭自動調焦檢測系統(tǒng)是惠州學院計算機科學與工程學院研發(fā)一套手機鏡頭、電腦鏡頭、平板鏡頭等自動調焦檢測的生產(chǎn)線。該生產(chǎn)線能夠依據(jù)適用于不同的鏡頭類型,根據(jù)預先設定好的參數(shù)進行自動調焦、檢測、判優(yōu),其檢測與調焦結果可以存儲于計算機中,并能夠標示出合格品與不良品,及不良品質類型。引進該設備后,企業(yè)將大大提供生產(chǎn)效率的同時,能夠提高優(yōu)良率,降低人工不穩(wěn)定導致的不良情況,降低人工成本,提高產(chǎn)品品質。
參? 考? 文? 獻
[1]肖強. 智能手機的圖像傳感器及其應用[J]. 集成電路應用, 2017, 034(003):64-66.
[2]韓鑫. 攝像頭模組組裝及成像質量一站式檢測方法的研究[D]. 江西理工大學.
[3]王竑舒. 基于圖像處理的小鏡頭自動調焦調心系統(tǒng)研究[D]. 長春理工大學, 2019.
[4]張命令, 羅宏, Zhang,等. 交通攝像頭手動鏡頭自動調焦控制系統(tǒng)的研究[J]. 機械制造, 2017, 10(No.503):47-51.
[5]郭彥珍, 邱宗明, 李信,等. 圖像測量技術中一種調焦的判別方法[J]. 西安理工大學學報, 2001, 17(1):18-19.
[6]基于手機攝像頭模組封裝制造的精密點膠工藝應用[C]// 2018中國高端SMT學術會議論文集. 2018.