紅外線加熱在塑料焊接技術中的應用與研究
2021-08-04 18:21:52滕志浩
時代汽車 2021年11期
滕志浩
摘 要:本文詳細介紹了紅外焊接技術的基本原理,及其核心部件—紅外發生器。闡述了該技術在儀表板焊接領域中的應用情況,并通過案例分析找出影響外觀不平的主要因素,通過數據歸納找到優化方向:優化產品結構、優化工藝參數,最終改善了產品的外觀質量。
關鍵詞:紅外線加熱 塑料焊接 紅外發生器 外觀不平
Application and Research of Infrared Heating in Plastic Welding Technology
Teng Zhihao
Abstract:This article describes in detail the basic principles of infrared welding technology and its core component-infrared generator. The application of this technology in the field of instrument panel welding was explained, and the main factors affecting the uneven appearance were found through case analysis, and the optimization direction was found through data induction: optimizing product structure, optimizing process parameters, and finally improving the appearance quality of the product.
Key words:infrared heating, plastic welding, infrared generator, uneven appearance
隨著汽車技術的不斷進步,人們對汽車儀表板的需求也從常規功能延伸到安全性、可靠性、舒適性等諸多方面,人/車界面的復雜化使得儀表板的設計越發天馬行空;而隨著工程塑料在汽車領域應用的比重不斷增加,選擇合適的焊接方式實現塑料零件之間的連接就顯得尤為重要。傳統焊接工藝的局限性對設計本身提出了諸多要求,嚴重限制了產品設計的自由度。
紅外線加熱技術適用于復雜曲面的零件及大型結構性塑料零件的焊接,它可以在不接觸產品的情況下熔化熱塑性塑料,經紅外焊接后的兩個部件間的焊縫可達100%氣密性,不會在焊縫處出現焊渣或飛邊等,其特有的優勢越來越受到諸多汽車廠商的喜愛,在如今眾多車型中均有應用,如上汽大眾的凌度和明銳車型、沃爾沃XC60車型等。
1 紅外焊接技術原理
1.1 紅外線介紹
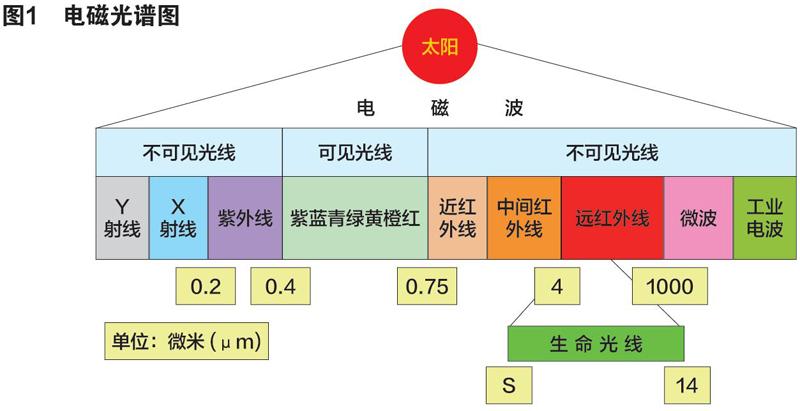
紅外線是太陽光線中眾多不可見光線中的一種,是波長介于微波與可見光之間的電磁波,波長在1mm到760納米之間,分為短波(0.75~1.50μm)、中波(1.50~3.0μm)和長波(3.0~1000μm)3個區域,如圖1所示。
1.2 紅外線加熱原理
紅外線頻率較低,只能穿透物質原子、分子的間隙中,使原子、分子的振動加快、間距拉大,從而增加熱運動能量。從宏觀來看,物質受熱熔化、汽化,但物質本質沒有發生改變,這就是紅外加熱的原理。
1.3 紅外焊接
紅外焊接采用非接觸式的輻射型加熱方法,通過由能量控制的紅外發生器來焊接塑料件。紅外線照射在被加熱零件上發生反射、吸收和傳輸3種傳導方式(如圖2),零件通過吸收紅外輻射熱量達到一定溫度從而使材料熔化進行焊接。
產品經紅外焊接時,紅外發生器插入兩個塑料件之間,當工件靠近紅外發生器時,零件開始熔化。到達預先設置的加熱時間后,焊筋熔融充分,此時紅外發生器迅速撤離,隨后左、右兩個工件合并在一起,當達到一定的焊接時間和焊接深度后,焊接過程完成。具體焊接流程如圖3所示:①放件、紅外發生器插入至指定加熱位置;②加熱,使焊接筋呈熔融狀;③胎模后退,紅外發生器回到初始位置;④合模,焊接并冷卻;⑤胎模打開,取出零件。
2 紅外發生器
2.1 紅外發生器介紹
目前,紅外焊接工藝已廣泛應用于儀表板產品制造中。紅外焊接焊胎具由三部分組成:上胎具/或左胎具、紅外線發生器和下胎具/或右胎具(如圖4),紅外線發生器是其核心部件。如前所述,紅外線分為短波、中波和長波,每個區域各具特點:短波,穿透力較強,可被物質內部吸收;中波,穿透力較淺,大部分被物質表面吸收;長波,大部分被反射,極少量被物質表層吸收。因此,應用于儀表板制造的紅外線發生器主要有兩種形式:石英玻璃燈管(短波)和金屬箔(中波),如圖5所示。
2.1.1 石英玻璃燈管
石英玻璃燈管由鎢絲外套帶有反射層的石英玻璃管組成。石英玻璃管具有極強的紅外線穿透率,能夠在1000℃以上持續穩定地工作,并具有較好的耐腐蝕性。同時,為了更好地將發生器的輻射能量聚集在被加熱材料上,石英管外壁會添加鍍金反射涂層,可以使超過90%以上的紅外光定向輻射,以提高紅外加熱效率。
石英玻璃燈管分為標準管和異形管。標準管又分為雙管和單管,如圖6所示。
2.1.2 金屬箔
金屬箔發生器由陶瓷模和鑲嵌在陶瓷模凹槽中的鎳制金屬薄片組成,如圖7所示。陶瓷模的熱絕緣性可以有效阻隔加熱器之間的熱輻射影響,從而確保產品加熱的均勻性;陶瓷可以做到更佳的隨形度,以確保產品整個區域加熱距離的一致性。鎳制金屬薄片常作折彎處理,以便于在陶瓷模中安裝、固定。
相比普遍使用的石英玻璃加熱燈管,金屬箔發生器的有效輻射功率與材料吸收率更加匹配,對能量的利用效率也更高;由于輻射的能級密度遠低于紅外加熱燈管,也大大降低了過度烘烤對零件造成的塑料件變形的風險。
2.2 紅外發生器選擇
短波發生器表面溫度可達1800~2200℃,可用于塑料零件的焊接。由于吸收率低,熱輻射能更深入地滲透到材料內部,從而確保均勻加熱。同時,使用短波發生器,達到材料表面分解溫度的速度也會慢一些,從而避免熱破壞。中波發生器的的表面溫度在800~950℃之間,由于大部分熱輻射被最表層材料所吸收,因此,中波發生器主要用來加熱表層材料,如塑料薄膜的焊接和油漆的干燥等。
因此,針對不同材料、不同工藝方法選擇合適的紅外發生器是非常必要的。發生器波長的選擇應與材料的吸收光譜相一致,這樣會使得在沒有任何額外環境和設備加熱的條件下,加熱產品更快。選擇合適的紅外線發生器,能很大程度上降低工廠的設備能耗。
3 紅外焊接產品外觀不平問題研究
在紅外焊接過程中,零件會經歷高溫和逐漸冷卻的過程,由于兩個零件材料、尺寸、特征結構等諸多因素的差異,會導致其冷卻速度和收縮變形程度出現不一致,焊接完產品會因為內應力的存在而產生凹凸不平等外觀問題。此外,紅外焊接工藝參數設置的不合理,以及紅外焊接設備、模具的結構設計缺陷也會影響到零件的外觀狀態。
某車型儀表板(骨架壁厚2.5 mm)通過紅外焊接(紅外加熱燈管發生器)與風道骨架連接在一起(如圖8),焊接完后,在氣囊區域呈現不同程度的凸起,觸感明顯。
紅外焊接在國內是一種比較成熟的塑料焊接工藝,已經在多個車型項目上均有使用,此前也沒有反饋有類似明顯凸起的缺陷。為了研究引起該缺陷的原因,我們選取前道發泡件外觀良好的儀表板零件A和外觀有明顯不平的零件B為研究對象。兩個零件其余因素:材料牌號、骨架壁厚、焊筋形狀/數量等均一致。
3.1 零件變形量分析
使用三維白光掃描設備對焊接后的零件A和B進行掃描,結果如圖9所示。
紅色區域表示測量點產品位置高于理論值,用“+”表示;藍色區域表示測量點產品位置低于理論值,用“-”表示。顏色越深表明變形量越大。兩個零件的變形量如表1所示。
從表中可以看出,A零件在區域1內的變形量均小于0.45mm,目視及觸感均沒有明顯的不平;在區域2內的變形量在0.45~0.62之間,目視不平明顯,觸感亦明顯。B零件在區域1內的變形量大部分在0.45mm以內,個別點在0.45mm上下波動,目視及觸感有輕微的不平;在區域2內的變形量在0.45~0.52之間,目視不平明顯,觸感亦非常明顯。上述統計表明,零件經紅外焊接后,表面變形量控制在0.45mm以內,產品表面就不會出現明顯的凸起及不平。
3.2 紅外焊接外觀不平的影響因素分析
影響紅外焊接的關鍵工藝參數有兩個:加熱管功率和加熱時間。加熱管功率越大、加熱時間越長,零件所吸收的熱量就越多,冷卻后產品內應力也會越大,變形趨勢也就越明顯。這種紅外焊接形式為了減少對零件非焊接區域的熱輻射影響,往往會在胎模內使用遮光板,并在焊筋位置開孔以使紅外線照射在焊筋上進行加熱。遮光板與焊筋之間的距離也會影響紅外線照射在零件上的輻射區域大小,從而影響產品變形區域的大小。此外,零件壁厚、加強筋結構及數量以及焊接方式(筋對筋焊接/筋對面焊接)的選擇等因素也會影響零件的抗變形能力。
為研究紅外焊接的外觀不平問題,我們制作了試驗工裝,工裝由紅外加熱燈管、遮光板、千分表等組成。利用加熱燈管(功率可調節)對零件焊接區域進行加熱;遮光板到零件的距離可以根據試驗需要進行高度調節;千分表則用來測量零件焊接后外觀不平位置的變形量。
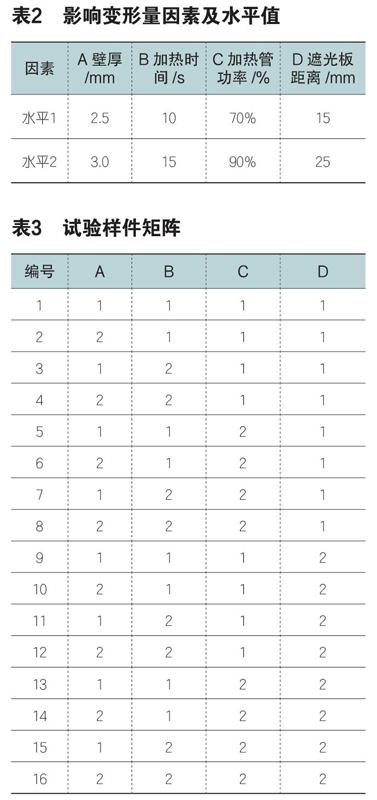
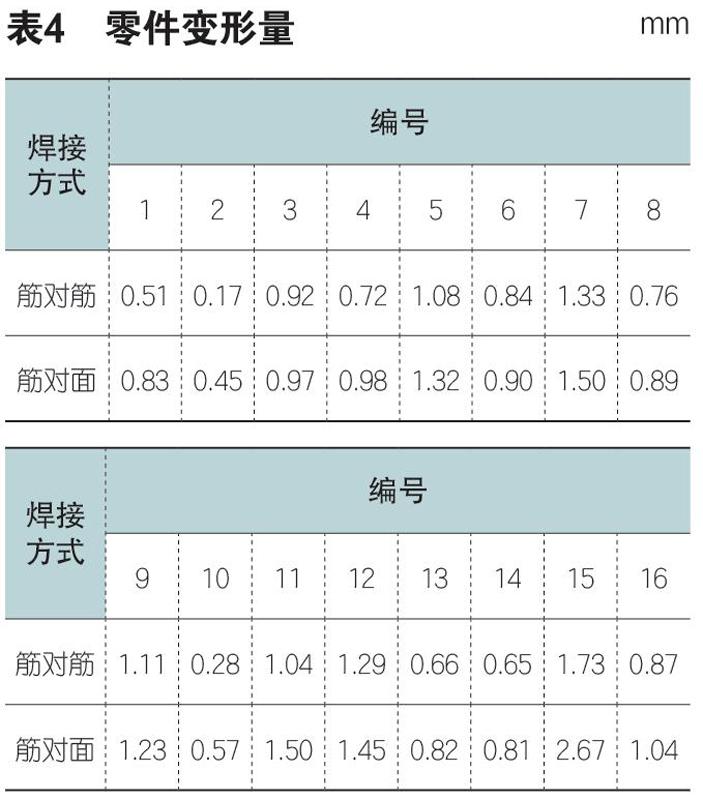
為了研究不同因素組合下的零件變形量,我們選取壁厚、加熱時間、加熱管功率、遮光板距離4個因素,并賦予每個因素2個水平值,如表2所示。將各因素用DOE進行分析得到16組試驗樣件,如表3所示。在兩種焊接方式(筋對筋、筋對面)下進行了組合試驗,零件變形量結果如表4所示。
從表中可以看出:采用筋對筋的焊接方式要比筋對面的焊接方式變形量要小。對比16種各因素組合下的零件變形量,編號2組合(A2B1C1D1)下,即壁厚為3mm,加熱時間為10s,加熱管功率為70%,且遮光板至焊筋的距離為15mm時,零件的變形量為最小。
根據以上驗證結果,將產品壁厚由原先的2.5mm增至3.0mm,同時調整焊接工藝參數:縮短加熱時間,適當降低加熱管功率,并且將遮光板至焊筋的距離調至15mm,優化后的產品表面不平問題得到改善,三維白光掃描結果如圖10所示。
4 結語
紅外線發生器工作時表面溫度可達800~2200℃,零件經紅外焊接時會吸收大量的熱量。在冷卻過程中由于諸多因素的影響導致冷卻速度和變形的不同步,造成內應力的產生而引起產品表面不平現象的發生。在實際生產中可從兩方面入手:一是從產品結構設計出發,增加零件壁厚,采用筋對筋焊接方式來提高零件自身的抗變形能力;其次,可以從減少焊接過程中零件吸收熱量著手,減少焊接時間、適當降低加熱管功率等。通過兩種方式的結合、互補,來獲得比較滿意的產品外觀狀態。
