激光切割在汽車軟內飾領域的應用
2021-08-04 18:22:48趙霖
時代汽車 2021年11期
關鍵詞:工藝
趙霖
摘 要:隨著汽車行業的不斷發展,整車廠汽車內飾件的質量要求也在不斷提升,尤其是軟內飾件,其切割工藝關系到零件之間的匹配效果,甚至會影響到最終整車的內飾體驗。因此汽車零部件企業在選擇切割工藝時往往會從各維度綜合考慮,慎重選擇。近些年激光切割作為較新穎的工藝,已經在很多行業得到了應用并推廣,但在汽車內飾領域還沒有得到大范圍普及,本文將介紹一種國外引進的激光切割設備,在汽車內飾儀表板的制造應用,并分析其優缺點,給出其使用推廣的一些意見。
關鍵詞:汽車內飾件 激光切割
Application of Laser Cutting in the Field of Automotive Soft Interior Decoration
Zhao Lin
Abstract:With the continuous development of the automotive industry, the quality requirements of automotive interior parts of OEMs are constantly improving, especially for soft interior parts. The cutting process is related to the matching effect between parts, and even affects the final integration and the interior experience of the car. Therefore, auto parts companies often consider comprehensively from various dimensions when choosing a cutting process, and choose carefully. In recent years, laser cutting, as a relatively new process, has been applied and promoted in many industries, but it has not been widely popularized in the field of automotive interiors. This article will introduce a laser cutting equipment imported from abroad, which is used in automotive interiors, the manufacturing and application of the dashboard, and analyze its advantages and disadvantages, and give some opinions on its use and promotion.
Key words:automotive interior parts, laser cutting
1 引言
隨著汽車行業的不斷發展,汽車整車廠對于零部件尤其是內飾件的質量要求也在不斷提升,零件之間的相互匹配除了對成型模具的精度和成型工藝的要求有所提高外,對于一些成型后需要后切割加工的工藝要求也在不斷提升,切割工藝的制造精度和穩定性直接影響到零件之間的間隙、面差匹配。目前絕大部分汽車零部件生產廠商使用到的切割工藝主要有沖切、水刀切割、銑刀切割以及激光切割。沖切是一種精度和穩定性相對較好的一種切割工藝,但成本又受制于沖切設備及沖切胎模,一般都是用在量高、節拍要求較快的車型上。水刀、銑刀及激光切割是一種使用工業機器人或數控機床對零件進行切割的工藝,只是切割使用的能量源不同,但整體成本投入和柔性化都較沖切具有一定的優勢,只是切割的精度及穩定性不及沖切工藝。以下主要就激光切割工藝做一下相關論述,并與另三種切割工藝做一個簡單的優劣勢對比。
2 工藝概述
激光切割是利用一種高密度的激光束(一般由激光發生器產生),對工件指定位置進行聚焦照射,迅速將材料加熱至幾千攝氏度,使其氣化,并通過高壓氣體將氣化物從切縫中吹走并經處理排出,以達到切割產品目的的一種工業技術。
激光切割與傳統的切割技術的主要差異點,是其激光頭的機械部分不與產品接觸,不會對產品施加任何外界力,也不會對工件表面造成劃傷;激光切割的速度較快,切口較平整,切割熱影響區較小,板材變形小,切口沒有機械應力,無剪切毛刺。其加工精度和重復精度均較傳統切割工藝如銑刀或水刀切割工藝好,且不損傷材料表面。
激光切割的幾項關鍵技術主要由以下兩點:
(1)焦點位置的控制。一般激光的焦點是其能量最高的區域,透鏡焦深越小,焦點光斑直徑就越小,其切割的能量就會越集中,因此控制焦點在材料表面的位置十分重要。(2)激光噴嘴設計及氣流控制技術。激光切割材料時,在被切割工件表面會產生大量的氣化物,噴嘴吹出的氣流不僅需要及時將氣化物排出,還需要提供足夠的氧氣使切口材料充分進行燃燒反應,因此氣流的控制技術也會顯得極為重要。
3 設備硬件介紹
3.1 設備簡介
設備所屬公司:Jenoptik(德國)
功率:2KW
設備組成:激光發生系統、機器人系統、冷卻過濾系統、安全系統。
可切割產品厚度:6mm(激光頭至切割點的距離)
激光發生系統:
制造商:ROFIN
激光氣體組成:Helium、Stickstoff (nitrogen)、CO2、Xenon、Sauerstoff (oxygen)、CO
機器人系統:St?ubli TX90
TX90機器人采用6自由度的多關節機械手臂,具有高度靈活性,球形工作區域可以最大限度地利用工作單元空間。史陶比爾的創造性技術,集成了無間隙的齒輪減速系統,結合了高性能的控制器,從而保證了精確的軌跡控制和最佳的過程參數管理。全封閉式的機械臂結構(防護等級IP65)適用于嚴苛的環境中。
主要參數
TX90機器人
自由度 6
額定負載7kg
最大負載*20kg
工作行程? 1000mm
可重復精度±0.03mm
保護等級 (*手腕)IP65 (*IP67)
安裝方式 置地式/壁掛式/置頂式
史陶比爾CS8系列控制器 CS8C
安全系統:除了設備很多位置設有急停開關外,激光頭上另設置了防撞感應,一旦激光頭和產品表面發生碰撞,operating console顯示撞擊報警,機器人立即停止運動。
3.2 胎具簡介
胎具名稱:COD儀表板激光切割胎具
Sucker:18
sensor:6
(B10、B12、B13、B15、B16、B17)
Frame point:3
(pTable1V1_0、pTable1V1_X、pTable1V1_Y)
Connector cable:1個
4 工藝過程介紹
4.1 程序解析
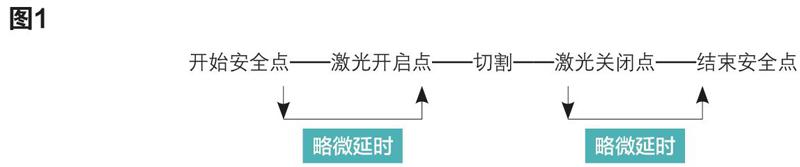
激光切割與傳統的CNC等銑切割不同,軌跡路徑如圖1:
因此:(1)激光開啟/關閉點并非真正的切割開始/結束點,且這段延時具體時間并不清楚。(2)在編切割程序時:在需要切割的位置前/后增加一個點,這個點即為激光開起/實際關閉點,以便切割的更精準。
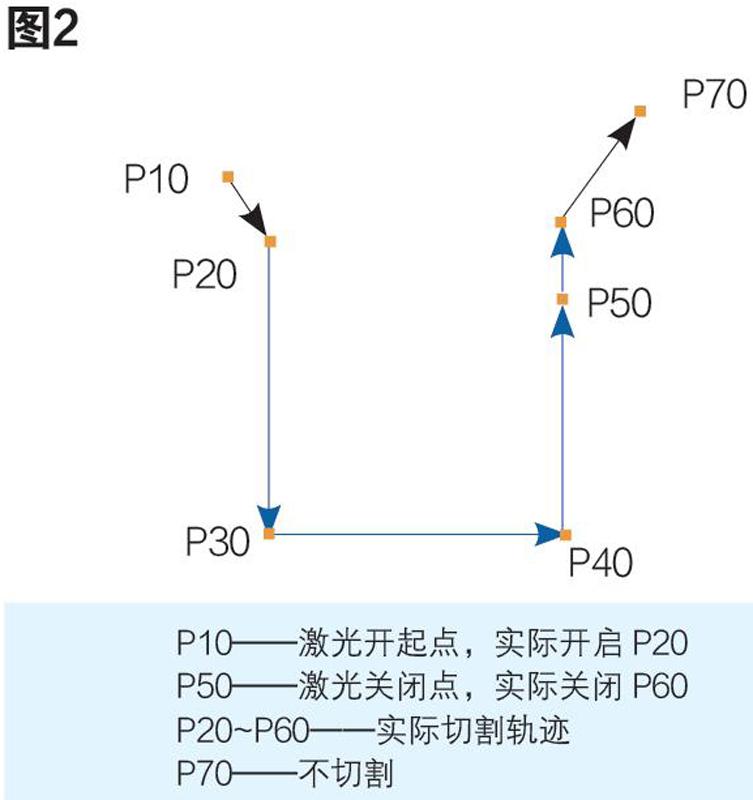
例如:見圖2
4.2 激光切割需要對焦距進行確認
激光切割的優點之一就是光束的能量密度高,所以焦點光斑直徑會盡可能的小,以便產生極微小的切縫。因為聚焦透鏡的焦深越小,焦點光斑的直徑就越小。對于高質量、高精度的切割,有效焦深還與透鏡直徑以及被切材料有關,因此控制焦點相對于被切材料表面的位置是十分重要的。
可以從三個方面來分析切割焦點因材料和要求的不同而做不同的選擇。
(1)切割焦點在工件表面,即0焦距,焦點選在貼近工件表面,這種模式下工件上下表面光滑度不一樣,一般而言貼近焦點的切割面相對很光滑,而遠離切割焦點的下表面顯得粗糙。這種模式一般用于表面要求比較高的零件上,如一些裝飾材料的切割;(2)切割焦點在工件內部,即正焦距,切割點在工件里面的模式。這種方式的一個缺點是,由于焦點遠離切割表面,表面的切割槽寬會比0焦距的模式要大,同時這種模式下需要的切割氣流要大,溫度相對也較高,切割速度需適當放慢。因此這種焦點的選取一般用于金屬件上,如不銹鋼或鋁材;(3)切割焦點在工件上面,即負焦距,這種方式主要應用在較厚的工件切割上。之所以將焦點定位在切割材質的上方,主要是因為厚板需要的切幅大,否則噴嘴輸送的氧氣極容易出現不足而致使切割溫度下降。
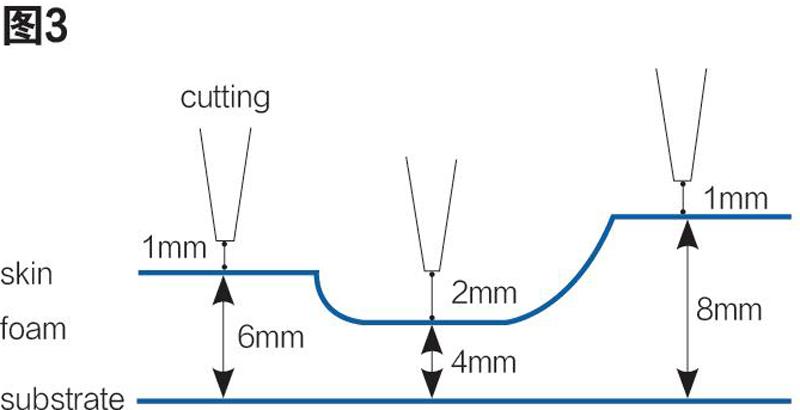
而我們一般用于汽車內飾件的激光切割工藝,所采取的焦距是介于1和3的模式,即焦點位于零件表面略偏上方,主要考慮表面外觀要求和產品壁厚較厚等要求,兩者需同時兼顧。
如下是該激光切割設備焦距選取對照表。
如下圖:
注意:切割軌跡中所有點都必須確定焦距,一切工藝調試均要基于焦距正確的情況下進行。(除個別特殊位置點)
5 工藝調試常見問題
5.1 切割后產品表面切割線附近有黃色粉塵,怎么辦?
解決辦法:可使用酒精擦拭去除;
具體分以下兩種情況:
A、局部位置:
激光頭至產品表面距離偏大,造成切割時吹氣效果不理想。
(1)確認該位置焦距是否正確。(2)如果焦距正確且還有可調空間時,減小焦距(如:原先焦距為1mm,可調整為0.5mm)
B、如果這種黃色粉塵出現在幾乎所有位置,可以先確認所有位置切割軌跡和焦距是否正確,另外在檢查鏡片受輕微污染(更換鏡片)。
5.2 有部分位置骨架未完全切穿,但不影響卸料,怎么辦?
(1)確認該位置焦距是否正確。(2)如果焦距正確且還有可調空間時,減小焦距。(3)如已無可調空間,可適當減低切割速度(如:mlaser=150,調正為140)。
5.3 泡沫燒灼明顯,怎么辦?
(1)確認該位置焦距是否正確;(2)適當減低切割速度;(3)適當降低切割能量。
5.4 發現切割軌跡上均有兩條切割線(雙眼皮現象),且產品未切穿怎么辦?
(1)激光光路偏(如遇到此問題,建議聯系供應商調整鏡片角度);(2)需考慮安置在機器人內部的鏡片是否存在碎裂或嚴重污染的情況,如遇到此問題,可能需要更換鏡片。
5.5 某段子程序對應位置切割偏位,怎么辦?
通過frame對該子程序進行整體偏移。
路徑:Menu——Val3 applications——打開子程序——Global——frame Table——frame fTable——更改其中的x.y.z數值
6 設備常見問題
6.1 激光光路偏位,怎么辦?
遇到此問題,可能是兩種情況導致,一是機器人在運動中,內部鏡片上的冷卻水管不斷干涉鏡片調節螺母,使鏡片折射角度發生偏移,造成切割光路偏,可以考慮在管路和調節螺母之間加阻隔物,使之不再干涉;二是由于鏡片調節螺母確定位置后無法鎖死,故當機器人手臂發生嚴重撞擊后,可能會導致內部鏡片螺母松動、改變位置,造成切割光路偏。如果是此原因導致,目前還無有效措施,一旦問題發生,聯系供應商前來調整光路,一般國內還沒有可以對此種設備調節光路所需的儀器。
6.2 激光頭撞擊報警了,怎么辦?
首先需確認激光頭是否接觸到切割產品:
A、如果接觸到產品,則考慮在設備上進行調整,在operating console上進行切換AUTO-ROBOT,再使用示教器進行機器人復位,如碰撞嚴重機器人無法運動,則使用電器柜內的Robot collision protection switch由0調節至1,解除防撞報警后再進行復位,復位完成后切記將其調回0。
B、如未接觸到產品,則檢查激光頭上防撞光纖是否有效。如出現失效問題,則更換。
6.3 過濾器粉位低報警,怎么辦?
可以加入新的過濾粉,以及清除過濾后的廢棄粉末。
6.4 “water flow”報警,怎么辦?
更換或清潔循環冷卻水過濾器(filter for coolant circulation)
6.5 激光頭nozzle tip遺失,怎么辦?
原因:(1)產品切割過程中,tip與儀表板表面有摩擦,導致掉落遺失。(2)tip內壁某位置長期被激光燒灼,致使螺紋爛牙,tip掉落遺失。
由于該零件遺失,會導致切割吹起效果不佳,產品表面出現黃色粉塵,影響產品表面質量,更換新激光頭噴嘴。
6.6 guard報警,怎么辦?
(1)檢查卷簾門是否正常。(維修)
(2)檢查entry guard 是否正常。(維修)
7 模具常見問題
由于激光切割后,廢氣污染嚴重,且氣化物具有嚴重腐蝕性,除了對設備電氣元器件有很大損傷,使用壽命大大減少,同樣也對模具造成很大的影響。
7.1 無法感應到胎具,怎么辦?
(1)當設備內僅有1副胎具時,該報警屬于正常現象,消除后即可生產。(2)檢查胎具內側下部左右感應信號是否失效、松動、位置偏移。(維修)
7.2 胎具sensor失效,怎么辦?
(1)查看失效sensor具體位置,維修或更換。(2)感應信號頭與信號線連接位置包覆不良。
7.3 胎具內氣管破損,怎么辦?
由于氣管排布位置正好在切割軌跡上,致使氣管破損。(維修,氣管從新排布定位)
7.4 真空度無法達到0.75MPa,或無真空,怎么辦?
(1)氣管堵塞、破損(修復)
(2)氣接頭松動,老化(修復)
(3)真空泵失效,老化(更換)
(4)吸盤老化,變形(更換)
(5)產品變形嚴重。
8 結語
8.1 激光切割優點
(1)切割速度快,目前COD總切割時間132s,相比銑刀切割360s,提升了63%。(2)切割時不接觸產品,切割面無毛刺。
8.2 激光切割缺點
(1)氣味性差:切割儀表板后,氣味性差,廢氣嚴重;目前廢氣過濾僅起到部分作用。(2)易碰撞報警:由于該設備產品切割允許厚度只有6mm,切割時大部分位置激光頭至產品表面距離只有1mm,如發泡件產品厚度波動稍大,就會造成撞到報警,影響生產節拍。(3)嚴重腐蝕性:雖然目前排氣能力已大大提升,長期使用,強腐蝕性仍舊會對各電氣元件及管路有很大破壞力,各備件需充足,維修成本極高,由于很多零件均需要有好的耐高溫及腐蝕性要求。
8.3 激光切割與傳統其它切割方式對比如下表
激光切割相比于傳統的切割工藝,有其獨特的優越性,如切割速度快,不接觸產品無額外施力,比較適合高精度且對表面要求比較高的零件做切割。
但也有其局限性,比如氣味性和設備內部的腐蝕性,因此對于汽車內飾件的應用性還有待考察,目前還沒有大范圍內推廣使用。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
