模具鑄鐵刃口堆焊
2021-08-04 18:22:48彭擁軍
時代汽車 2021年11期
關鍵詞:裂紋
彭擁軍
摘 要:在汽車模具里,把堆焊技術應用于修邊刃口的焊接,應用于拉延模和成形模的拉延筋或磨損面的堆焊,可以大大降低模具制造成本和制造周期,便于模具的維修制件精度的提高,在鑄件的表面堆焊一層耐磨材料,焊層硬度可以達到HRC55左右,從而滿足模具的刃口修邊或拉延成形的工藝要求。
關鍵詞:堆焊 裂紋 淬火
Die Cast of Iron Cutting Edge Surfacing
Peng Yongjun
Abstract:In automobile molds, the application of surfacing welding technology to the welding of trimming edges, to the surfacing of the drawing bead or wear surface of the drawing die and the forming die, can greatly reduce the mold manufacturing cost and manufacturing cycle, and improve the precision of mold repair parts. A layer of wear-resistant material is deposited on the surface of the casting, and the hardness of the welding layer can reach about HRC55, so as to meet the process requirements of cutting edge trimming or drawing forming of the mold.
Key words:surfacing, cracks, quenching
1 引言
隨著汽車產品開發周期縮短與力度的加強,都希望新產品盡早上市占領市場份額;汽車生產廠商也在要求縮短模具制造周期,降低模具制造成本,其中最有效的辦法就是刃口堆焊技術。本文重點介紹一下鑄鐵刃口堆焊工藝。
2 鑄鐵的特性
我公司模具采用的灰口鑄鐵,牌號為HT300,其材料成分,包含碳C=2.9-3.2%,硅Si=1.0-2.5%,錳Mn=0.5-1.4%,硫S=0.12%,磷P=0.15%等等。其特點:①HT300鑄鐵為珠光體類型,金相組織為鐵素體+片狀石墨+珠光體,由于鑄鐵中石墨有利于潤滑及儲油,其耐磨性好。由于石墨的存在,灰口鑄鐵的消震性優于鋼,適合制作底座。②工藝性能好,由于灰口鑄鐵含碳量高,接近于共晶成分,其熔點較低,流動性好,收縮率小,適應于鑄造結構復雜或薄壁鑄件,由于其內在石墨使得灰口鑄鐵的加工性優于鋼。③灰口鑄鐵由于成分中碳與硫,磷雜質高,其力學性能的特點是強度低,基本無塑性,使其焊接接頭發生裂紋的敏感性增加。這些特點,決定了灰口鑄鐵的焊接性不良。其表現有兩點;一是焊接接頭易形成白口鑄鐵與高碳馬氏體組織(即片狀馬氏體),焊接接頭表現為硬脆。二是焊接接頭容易產生裂紋。
3 常規鑄鐵的焊接應用
常規鑄件焊接應用主要有,鑄造缺陷的焊接修復;已損壞鑄件成品的焊接修復;零部件的焊接加工等。
4 鑄鐵刃口堆焊的優點
由于大型汽車覆蓋件模具的刃口形狀一般都很不規則,多為三維立體尺寸,采用鑄鐵刃口堆焊方式可以有以下優點:
(1)采用數控加工銑削獲得三維立體輪廓,可以節省合金鋼鍛件,降低模具成本。
(2)模具維修方便,更改修邊線形狀或刃口損壞后,可以重新堆焊后加工。
(3)采用堆焊,省去鑲塊的拼裝與熱處理,減少制造工序,縮短制造周期。
(4)把鑄鐵堆焊技術應用在拉延模和成形模中的拉延筋及磨損面的焊接,可以有效的延長模具的壽命。
5 鑄鐵刃口堆焊工藝
根據生產實踐,鑄鐵刃口堆焊工藝如下:
5.1 鑄件堆焊前準備
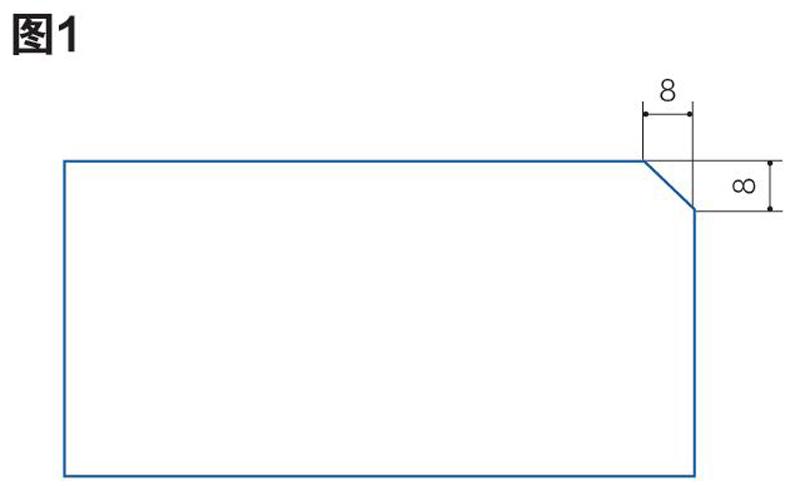
焊前準備(倒坡口,去污,清除裂紋等);刃口堆焊前應在待焊部位銑出8-10的坡口,坡口形式見圖(1)。
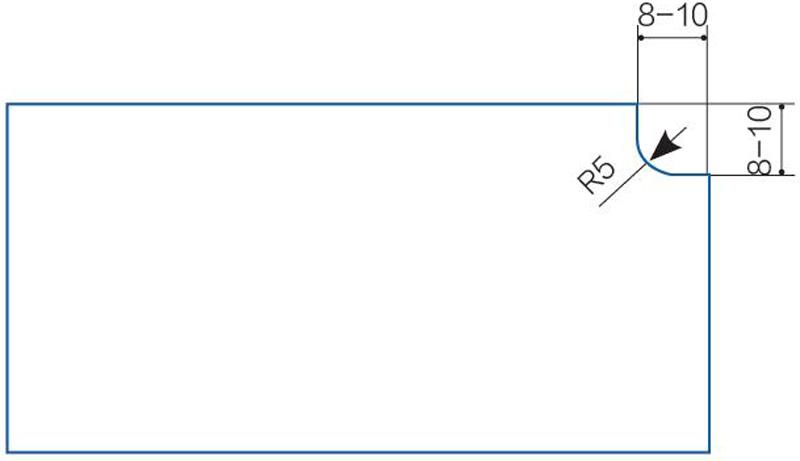
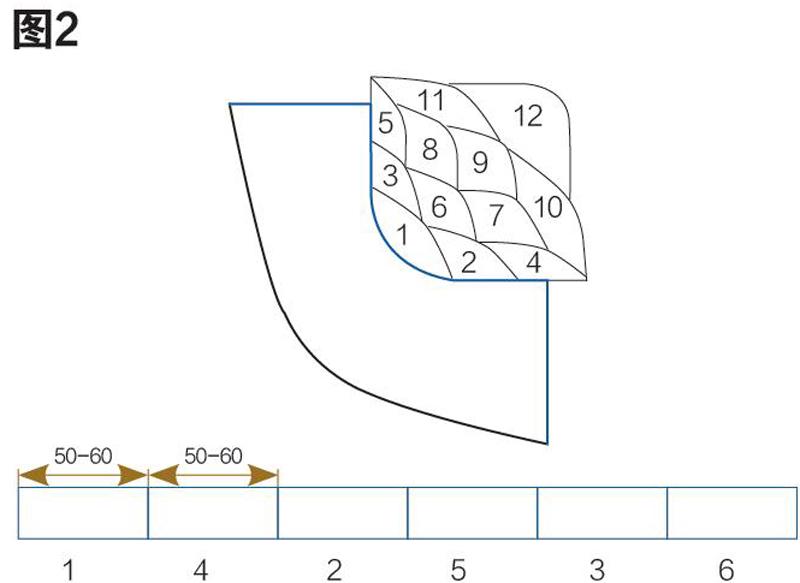
3.2 堆焊的工藝順序見圖(2)
按圖中順序數字1-5層為打底層,6-7為填充層,選用HRC40的焊材,8-12層為堆焊硬化層,完成坡口橫向堆焊順序。其中縱向順序按數值1,2,3順序分段跳焊退焊,每段50-60mm,每層長度相同,這樣可以減少鑄件變形應力,減少焊縫發生裂紋的可能。同時采用分散焊接避免被焊工件局部過熱增加焊接熱應力。
5.2 堆焊注意事項
(1)堆焊常用的一種焊接方法為焊條電弧焊,上圖1,2,3,4,5層是打底焊,打底焊一定要控制電流,采用焊材規定所允許的最小電流值,若是鑄鐵油脂、雜物較多,在焊接區域20-30mm范圍內,用氧-乙炔火焰烘烤,烘烤時間不能過長,烘烤溫度在100-150℃,打底層熔敷金屬由于母材的熔透吸收碳形成具有韌性的奧氏體組織。7-8層為填充層,注意控制層間溫度(150℃左右))直線運條,不擺弧,垂直,短弧焊接,層間溫度過高,熔透深度會加大,容易出現氣孔,翻漿現象,且增加焊接應力。填充層與第一層熔透形成奧氏體和馬氏體混合組織,耐磨耗性能優良,洛氏硬度能達到HRC40。9.10.11.12層為蓋面層,蓋面層留足加工余量,特別是輪廓處,每焊50mm長度,由收弧處向起弧處敲擊在壓邊處,見圖(3),不能用力敲擊,防止咬邊,蓋面層通過和填充層的熔透形成高硬度的馬氏體組織,洛氏硬度能達到HRC55,耐磨耗性能優良,嚴格按照堆焊注意事項施焊,熔敷金屬耐腐蝕,耐磨耗,耐沖擊性能,在模具上可以耐久性使用。
(2)堆焊常用另一種焊接方法為手工鎢極氬弧焊,優點是保護氣體為惰性氣體,不與金屬發生任何化學反應,也不溶于金屬,明弧,能很好地觀察電弧及熔池,焊接過程無飛濺,成形美觀,不需要去除焊渣且熔深交淺,避免氣孔,翻漿現象能獲得高質量的焊縫。若是焊接時產生氣孔裂紋,必須馬上磨掉,重新焊接,否則容易造成強度不夠,硬化層至少兩層,才能很好地保護刃口強度。
6 堆焊工藝方式選擇
(1)堆焊量特別大時,首選焊條電弧焊,嚴格按照堆焊注意事項進行施焊。
(2)堆焊量一般或較少時,首選鎢極氬弧焊,堆焊完成后見圖(4),圖(5)。
堆焊區加工后刃口面見圖(6)。
在采用兩種堆焊方式時,為了防止起防時產生氣孔,需采用回焊法。焊條使用前250-300℃,30-60分鐘烘干,層間溫度控制在150℃,各焊道,焊層敲擊去除應力,保持盡可能短弧,垂直焊接,不擺弧,焊后緩冷。
另外,無論采用哪種堆焊方式,必須根據鑄件母材成分選擇合適的焊材,根據焊接位置,焊接方法選擇焊材直徑。
7 刃口堆焊層的質量檢測
刃口堆焊后,為確保堆焊層的質量達到沖裁模的要求,需要對堆焊層進行檢查,一般有以下方式:
(1)外觀檢查,通過肉眼觀察焊縫應平整,均勻光滑,不得有氣孔和夾渣現象。肉眼觀察焊縫與母材基體應該圓滑過渡,不存在咬邊,缺肉等缺陷。
(2)高度檢查,堆焊高度必須高出基體2mm,不允許有缺口現象。
(3)裂紋檢查,堆焊層經過機械加工的刃口面出現的裂紋條數100mm內不允許超過2條,裂紋長度不超過2mm。
(4)硬度檢查,采用硬度計測量加工后的堆焊層的硬度要達到HRC55-58。
8 結語
模具刃口堆焊技術改變了傳統的模具整體采用工具鋼制造的工藝,這是一項節省工時,節省模具鋼材,縮短模具制造周期的快速經濟的制造技術。近幾年,公司為廣本項目和濟南輕卡項目都采用了模具刃口堆焊技術,使模具總噸位降低了近百噸,節約材料費,人工裝配周期及加工費近千萬。用戶對我公司的模具刃口堆焊技術都予以了好評。
參考文獻:
[1]王娟等.表面堆焊與熱噴涂技術[M].北京:化學工業出版社,2004.
[2]任雪巖.日本汽車模具的刃口堆焊.焊接技術,2000(12).
[3]杜國華.實用工程材料焊接手冊[M].北京:機械工業出版社,2004.
[4]周振豐,張文鉞.焊接冶金與金屬焊接性[M].北京:機械工業出版社,1989.
[4]吳毅雄,焊接手冊.焊接方法及設備. 北京:機械工業出版社,2015.
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
