淺談發動機缸蓋氣門泄漏測試不合格問題的改進
2021-08-09 01:52:07黃子聰譚镕科周宇婷
時代汽車 2021年14期
黃子聰 譚镕科 周宇婷


摘 要:本文結合實際產品,介紹了汽車發動機缸蓋加工工藝的現狀,詳細分析了為解決發動機缸蓋氣門泄漏測試不合格問題,在過程控制以及工藝優化上的改進,并說明了改進方案的可實施性及效果,從而提高缸蓋氣門泄漏測試工位一次下線合格率,提升產品質量。
關鍵詞:氣門泄漏 過程控制 技術改進
Discussion on the Improvement of the Unqualified Problem of Engine Cylinder Head Valve Leakage Test
Huang Zicong Tan Rongke Zhou Yuting
Abstract:Combined with the actual product,the present situation of the automobile engine cylinder head processing technology,is analyzed in detail to solve the problem of engine cylinder head valve leakage test,the improvements on process control and process optimization,and explains the practical and the effect of the improved scheme to improve the qualified rate of cylinder head valve leak test station once rolled off the production line,and to improve the quality of the product.
Key words:valve leakage,process control,technical improvement
1 發動機缸蓋氣門泄漏測試不合格問題介紹
發動機對于汽車動力性能起著至關重要的作用,發動機質量直接影響了汽車在動力方面的駕駛體驗,因此,提升發動機的質量及品質尤為重要。本文主要以某車型的發動機缸蓋氣門泄漏測試不合格問題作為案例,結合問題的癥結,梳理末端因素,排查出問題的根本原因,并制定有效的解決措施,從而為解決問題提供思路及參考。
該車型發動機缸蓋氣門試漏標準為:-22.5~50sccm,超差零件的試漏值為:68sccm,不合符標準,統計出來連續5個月的一次下線合格率下降趨勢:
2 發動機缸蓋氣門泄漏測試不合格原因分析
對缸蓋氣門出現泄漏的缸蓋進行原因分析:
由原因分析圖可以明顯得出氣門泄漏問題的癥結是氣門鋁屑殘留。通過對潛在的要因進行分析,梳理出以下幾個末端因素:
(1)進氣面進氣歧管喉部毛刺殘留:
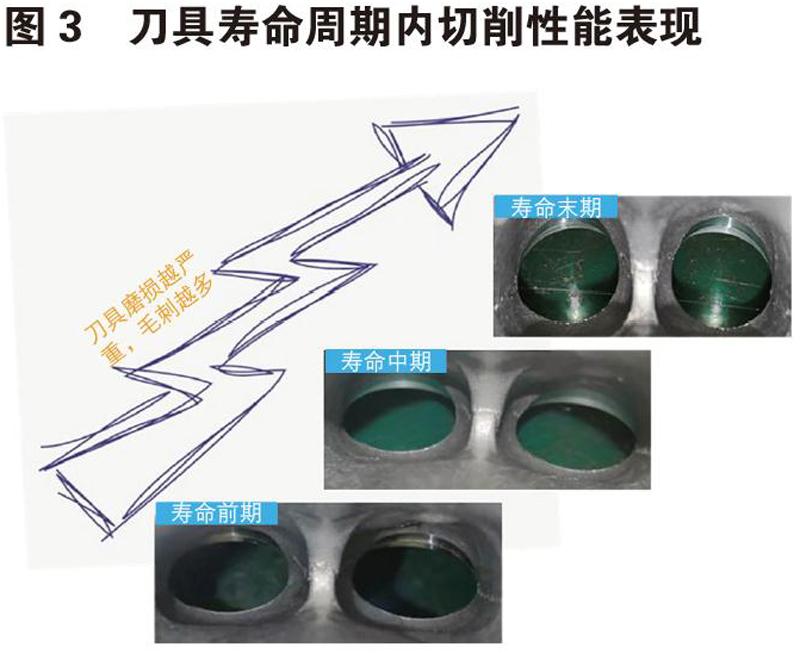
加工進氣面進氣歧管采用的刀具材質是硬質合金,刀具壽命末期易出現異常磨損,此時,刀具的切削性能變差,易出現毛刺殘留。
隨機抽檢成品庫20件缸蓋,發現進氣面喉部出現毛刺殘留的缸蓋9件,同步抽檢線上在制品,也發現有進氣面喉部毛刺殘留的情況。各收集5把壽命前期和末期的刀具,對比表面磨損狀態,發現:壽命末期刀尖磨損較嚴重;安排下線點工位員工100%去除毛刺,持續三天,零件集中送裝配上線驗證,缸蓋泄漏測試結果顯示:鋁屑引起氣門泄漏的情況明顯減少。由此可知,進氣歧管喉部毛刺殘留是導致問題的原因之一。
結論:進氣面進氣歧管喉部毛刺殘留是導致問題的原因之一。
(2)頂面火花塞平臺邊緣毛刺:
刀具加工表面形狀有突變,斷屑不完全且毛刷清潔效果不到位的情況下,可能在火花塞平臺邊緣殘留毛刺。隨機抽檢成品庫20件缸蓋,發現3件有毛刺殘留的情況;線上抽檢在制品,發現一些在制品也同樣存在毛刺殘留;調查發現線上正在使用的刀具切削效果不理想,加工完成后毛刷清潔不完殘留的毛刺。
更換另一家供應商的刀具上線使用,并優化毛刷壓刷量(從1um/件→4um/件),措施持續一周,加工成品連續送裝配上線,收集鋁屑導致的氣門泄漏表現情況,發現氣門鋁屑引起的泄漏數量也有明顯降低。由此我們可以得知,火花塞平臺邊緣毛刺殘留是導致問題的原因之一。
結論:頂面火花塞平臺邊緣毛刺殘留是導致問題的原因之一。
(3)氣門裝配工位手套更換頻次不合理:
氣門裝配工位員工佩戴手套從料框內取出氣門后將氣門逐一放入燃燒室內,再拍打氣門將氣門裝配到位,手套長時間不更換可能導致鋁屑堆積過多從而殘留在氣門上,影響氣門泄漏測試合格率。
調查發現氣門裝配工位員工約每4小時更換一副手套。臨時將手套更換頻次調整為每2個小時更換一次手套,措施實施一周,發現鋁屑導致的氣門泄漏從每班次20件左右降低到每班次4件左右,臨時措施有效。由此得知,氣門裝配工位手套更換頻次不合理是問題的原因之一。
結論:氣門裝配工位手套更換頻次不合理是問題的原因之一。
綜上所述,通過梳理末端因素得出問題的原因有三個:(1)進氣面進氣歧管喉部毛刺殘留;(2)頂面火花塞平臺邊緣毛刺;(3)氣門裝配工位手套更換頻次不合理。
3 發動機缸蓋氣門泄漏測試不合格問題解決措施
3.1 針對要因一:將進氣面進氣歧管喉部加工刀具從硬質合金材質更換為PCD材質的刀具,達到去除進氣面進氣歧管喉部毛刺的目的。
刀具切換后,持續跟蹤兩周,進氣面進氣歧管喉部毛刺未再次出現,缸蓋成品進氣面質量狀態效果良好,達到預期效果。
3.2 針對要因二:更換新供應商刀具,上線驗證銑削性能,同時進行清除毛刺的毛刷壓刷量階梯驗證,前期更換材質更優的刀具減少毛刺產生的同時,后期毛刷壓刷量增大再繼續降低毛刺的殘留。
壓刷量增大的同時,會影響火花塞平臺表面的粗糙度,經過對比驗證,當壓刷量為4μm時,具有較好的毛刺去除效果和良好的表面粗糙度(要求Wt≤14、Ra≤1.4、Rz≤11、Rzmax≤14)。
更換新供應商的刀具且毛刷壓刷量增大到4μm后,加工出來的缸蓋成品頂面火花塞平臺無毛刺殘留,且表面粗糙度數據合格,驗證效果良好,達到預期效果。
3.3 針對要因三:氣門裝配工位手套更換頻次不合理,將手套更換頻次優化為每2小時更換一次,措施持續一周,跟蹤氣門鋁屑的表現情況。手套更換頻次優化后,手套表面殘留的油污、鋁屑、雜質有明顯減少,且鋁屑導致氣門泄漏的問題點數下降,驗證效果良好,達到預期效果。
通過以上過程控制和工藝優化上的改進,經過驗證,有效解決了發動機缸蓋氣門泄漏測試不合格問題。
4 發動機缸蓋氣門泄漏測試不合格問題的總結與展望
本文主要結合汽車生產中出現的一些問題作為案例,通過逐一分析得出問題的根本原因,并有效的解決措施,為解決問題提供了思路及經驗分享。發動機對于汽車動力性能起著至關重要的作用,發動機質量直接影響了汽車在動力方面的駕駛體驗,由此提升發動機的質量及品質尤為重要。影響發動機密封性的因素較多,缸蓋的各裝配面加工要求高,加工過程涉及到的工藝比較多,工序復雜,使得在加工過程中的出現缺陷的因素復雜,因而需要對所有涉及的質量特征進行嚴格的控制。通過對各個因素進行逐一分析,采用更換刀具材質、增大毛刷壓刷量、優化操作標準的方式,提高缸蓋的加工質量,從過程控制以及工藝優化上解決缸蓋氣門泄漏問題。
參考文獻:
[1]莫達君. 淺談發動機缸蓋座圈泄漏潛在因素[J].《內燃機與配件》,2020(2).
[2]韓珍.發動機主油道錐堵泄漏問題研究[J].《汽車實用技術》,2018(7).
[3]陳燕.汽車發動機技術[M]. 北京:化學工業出版社,2015.