基于數(shù)字孿生的數(shù)控機(jī)床自動(dòng)上下料系統(tǒng)設(shè)計(jì)
2021-08-13 04:26:28汪浩劉樹(shù)青賈茜王坤汪木蘭
機(jī)械制造與自動(dòng)化 2021年4期
汪浩,劉樹(shù)青, ,賈茜, ,王坤,汪木蘭
(南京工程學(xué)院 a. 工業(yè)中心; b. 先進(jìn)數(shù)控技術(shù)江蘇省高校重點(diǎn)實(shí)驗(yàn)室,江蘇 南京 211167)
0 引言
汽車(chē)機(jī)油泵是將機(jī)油提高到一定壓力后,強(qiáng)制地壓送到汽車(chē)發(fā)動(dòng)機(jī)各零件運(yùn)動(dòng)表面上的一個(gè)部件,直接影響發(fā)動(dòng)機(jī)的整機(jī)性能。機(jī)油泵殼體是機(jī)油泵的主要部件,是汽車(chē)生產(chǎn)中大批量制造的一種典型殼體類(lèi)零件,也是影響機(jī)油泵生產(chǎn)效率的重要因素。機(jī)油泵殼體的毛坯采用鋁合金材料壓鑄而成,其主要加工工序?yàn)榇旨庸ざ嗣妗⒋蚩住姴酆途庸ざ嗣鎇1-2]。在進(jìn)入本文所設(shè)計(jì)的系統(tǒng)前,機(jī)油泵殼體已是半成品,本文所涉及的加工僅是2個(gè)Φ37mm和Φ19mm螺旋槽的銑削以及Φ6mm孔的粗精鏜。如圖1所示。
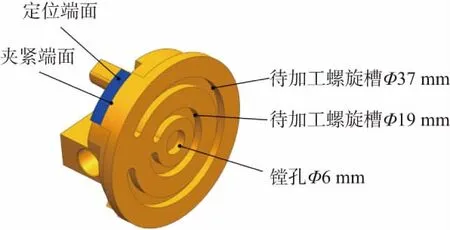
圖1 待加工機(jī)油泵殼體
經(jīng)測(cè)量,數(shù)控機(jī)床加工機(jī)油泵殼體的總時(shí)間約為1min/件。因現(xiàn)有的數(shù)控機(jī)床只能完成兩層托盤(pán)的交換,所以機(jī)床每加工完成一層托盤(pán),工人就要上料。工人上下料的節(jié)拍約為16min,每個(gè)工人只能完成2臺(tái)數(shù)控機(jī)床的上下料管理,工廠所需人工數(shù)量多,勞動(dòng)強(qiáng)度大。為了提高機(jī)油泵殼體的加工效率,本文設(shè)計(jì)了數(shù)控機(jī)床的自動(dòng)上下料系統(tǒng),并進(jìn)行了該系統(tǒng)的安裝、調(diào)試及生產(chǎn)信息管理。該系統(tǒng)由數(shù)控機(jī)床、桁架式機(jī)器人、自動(dòng)托盤(pán)庫(kù)等設(shè)備組成,可實(shí)現(xiàn)自動(dòng)上下料、自動(dòng)加工、成品入庫(kù)等功能。
1 控制要求和方案
效率是上下料系統(tǒng)設(shè)計(jì)的基本要求。提高效率就需要提高運(yùn)行速度,降低單件生產(chǎn)時(shí)間;其次是要提高定位精度。由于加工過(guò)程沒(méi)有人工參與,零件需要準(zhǔn)確定位以便自動(dòng)加工。通過(guò)設(shè)計(jì)一套自動(dòng)上下料裝置,可以對(duì)機(jī)油泵殼體的生產(chǎn)工藝進(jìn)行優(yōu)化,提高生產(chǎn)效率。
生產(chǎn)中常用的自動(dòng)上下料裝置有兩種:一是桁架機(jī)器人,結(jié)構(gòu)簡(jiǎn)單,運(yùn)動(dòng)速度快,動(dòng)作平穩(wěn)性較高,適合大批量生產(chǎn);二是關(guān)節(jié)機(jī)器人,其動(dòng)作靈活,適用性較強(qiáng)[3]。本文采用桁架機(jī)器人,既可以滿足功能要求又具有良好的經(jīng)濟(jì)性。
桁架機(jī)器人需要實(shí)現(xiàn)左右、上下兩個(gè)方向的運(yùn)動(dòng),通過(guò)伺服電機(jī)驅(qū)動(dòng)滾珠絲杠實(shí)現(xiàn)。這種傳動(dòng)方式結(jié)構(gòu)簡(jiǎn)單,可以實(shí)現(xiàn)精確定位。機(jī)器人手爪采用氣壓傳動(dòng),末端執(zhí)行器為夾緊氣缸,工作時(shí)反應(yīng)速度快,并且有很強(qiáng)的自保持能力。為進(jìn)一步節(jié)約時(shí)間,采用旋轉(zhuǎn)氣缸驅(qū)動(dòng)手爪旋轉(zhuǎn),實(shí)現(xiàn)換料操作。
為滿足機(jī)油泵殼體的加工工藝要求,在數(shù)控車(chē)床上增加了銑削動(dòng)力裝置和C軸功能,以滿足零件車(chē)銑復(fù)合加工要求。采用適合加工小型精密零件的排刀式刀架,排刀直接跟隨工作臺(tái)移動(dòng),能夠快速更換刀具,加工精度高、效率也比較高。綜合上述考慮,設(shè)計(jì)了如圖2所示的數(shù)控機(jī)床及上下料系統(tǒng)。

圖2 數(shù)控機(jī)床及上下料系統(tǒng)
2 上下料系統(tǒng)設(shè)計(jì)
2.1 桁架機(jī)器人機(jī)械結(jié)構(gòu)設(shè)計(jì)
本文設(shè)計(jì)的桁架機(jī)器人具有兩個(gè)自由度,采用交流伺服電機(jī)帶動(dòng)滾珠絲杠和滑臺(tái)實(shí)現(xiàn)運(yùn)動(dòng),并通過(guò)蓋板將電機(jī)以及絲杠密封。整個(gè)桁架機(jī)器人通過(guò)立柱與機(jī)床連接。圖3為機(jī)械手主要組成部件。

圖3 機(jī)械手及主要部件
該機(jī)械手由12個(gè)零部件組成,其中主要的部件為燕尾槽連接塊、旋轉(zhuǎn)關(guān)節(jié)以及末端氣爪。機(jī)械手通過(guò)滑塊連接板與豎直方向的滑臺(tái)固定;旋轉(zhuǎn)關(guān)節(jié)與旋轉(zhuǎn)氣缸相連接,實(shí)現(xiàn)手爪的轉(zhuǎn)位;由于氣缸的爪子伸出長(zhǎng)度較短,為保證夾取工件的要求,在氣缸的末端設(shè)計(jì)了專(zhuān)門(mén)的氣爪,從而增加機(jī)構(gòu)的柔性。
手爪的夾緊氣缸和旋轉(zhuǎn)氣缸均采用三位四通電磁換向閥。當(dāng)手爪到達(dá)取料位置時(shí),夾緊氣缸的鎖緊電磁閥通電,待完成取料動(dòng)作后,滑臺(tái)配合移動(dòng)至放料點(diǎn),旋轉(zhuǎn)氣缸動(dòng)作完成機(jī)器人毛坯爪與成品爪的位置轉(zhuǎn)換。夾緊氣缸的松開(kāi)電磁閥再通電,完成放料動(dòng)作。
2.2 上下料控制系統(tǒng)設(shè)計(jì)
該設(shè)備包括數(shù)控車(chē)削中心、桁架機(jī)器人、自動(dòng)升降料倉(cāng)等主要模塊。為保證各部分之間的協(xié)調(diào)運(yùn)行,對(duì)控制系統(tǒng)進(jìn)行了詳細(xì)設(shè)計(jì),包括西門(mén)子808D數(shù)控系統(tǒng)、S7-1200 PLC、V90伺服驅(qū)動(dòng)器、KTP700 Basic精簡(jiǎn)面板觸摸屏、M430步進(jìn)驅(qū)動(dòng)器等,控制系統(tǒng)的連接如圖4所示。在此基礎(chǔ)上,基于西門(mén)子博圖軟件完成PLC程序設(shè)計(jì)以及數(shù)據(jù)塊共享,實(shí)現(xiàn)自動(dòng)上下料控制要求。

圖4 控制系統(tǒng)連接圖
銑削裝置作為第二主軸由MM440變頻器直接驅(qū)動(dòng)電主軸,車(chē)削加工時(shí),主軸只需速度控制,銑削加工時(shí)需要切換到位置控制模式,即C軸功能,實(shí)現(xiàn)主軸周向任意位置控制并和其他伺服軸進(jìn)行聯(lián)動(dòng),配合動(dòng)力刀具實(shí)現(xiàn)螺旋槽等型面的加工。
采用西門(mén)子S7-1200PLC對(duì)桁架機(jī)器人橫向和縱向滑臺(tái)的V90伺服驅(qū)動(dòng)器進(jìn)行控制。S7-1200PLC具有穩(wěn)定性好、可靠性強(qiáng)的特點(diǎn),同時(shí)還具備強(qiáng)大的運(yùn)動(dòng)控制功能。V90伺服驅(qū)動(dòng)器具有極高的定位精度,完成機(jī)械手上下料的精確位置控制,具有PN接口,可方便實(shí)現(xiàn)設(shè)備的網(wǎng)絡(luò)連接,實(shí)現(xiàn)設(shè)備的參數(shù)設(shè)置與故障診斷[4]。通過(guò)Profinet總線通信,實(shí)現(xiàn)桁架機(jī)器人、數(shù)控機(jī)床及料倉(cāng)之間的信息交換。
上下料系統(tǒng)的PLC程序基于博圖軟件進(jìn)行結(jié)構(gòu)化設(shè)計(jì),包括組織塊OB、函數(shù)塊FB與FC、數(shù)據(jù)塊DB。整個(gè)控制程序由主程序和各功能模塊子程序組成,采用模塊化結(jié)構(gòu)。基于博途軟件,可以很方便地實(shí)現(xiàn)機(jī)器人運(yùn)動(dòng)控制程序的編寫(xiě)。西門(mén)子S7-1200PLC對(duì)V90伺服驅(qū)動(dòng)的基本定位控制功能塊為FB284,此功能塊的調(diào)用配合西門(mén)子標(biāo)準(zhǔn)報(bào)文可激活驅(qū)動(dòng)模塊中基本定位工藝功能,實(shí)現(xiàn)伺服電機(jī)的位置控制。
上下料系統(tǒng)的動(dòng)作流程如下:
第1步:機(jī)械手運(yùn)動(dòng)至毛坯料的正上方;
第2步:半成品料倉(cāng)上移,托盤(pán)移動(dòng)至指定位置;
第3步:機(jī)械手抓取半成品料;
第4步:機(jī)械手移動(dòng)至機(jī)床卡盤(pán)正前側(cè);
第5步:機(jī)械手完成和卡盤(pán)上的工件交換;
第6步:數(shù)控機(jī)床進(jìn)行加工;
第7步:機(jī)械手將加工完成的工件放回至托盤(pán)。
待整個(gè)托盤(pán)內(nèi)的零件全部加工完成后,同步帶模組將托盤(pán)移至成品料倉(cāng)內(nèi),即完成了一塊托盤(pán)內(nèi)零件的加工。重復(fù)以上動(dòng)作,完成所有托盤(pán)內(nèi)零件的加工。
在每個(gè)動(dòng)作完成后都設(shè)計(jì)了相應(yīng)的傳感器用來(lái)檢測(cè)動(dòng)作是否完成到位,并通過(guò)面板的狀態(tài)監(jiān)控實(shí)時(shí)反映系統(tǒng)的狀態(tài),從而保證了系統(tǒng)運(yùn)行的實(shí)時(shí)性。
3 機(jī)電一體化設(shè)計(jì)及仿真調(diào)試
基于NX軟件的MCD(mechatronics concept design)模塊實(shí)現(xiàn)機(jī)床上下料系統(tǒng)的機(jī)電一體化設(shè)計(jì)和仿真調(diào)試。MCD的半實(shí)物調(diào)試功能可以使三維數(shù)字模型與實(shí)物(PLC或數(shù)控系統(tǒng))聯(lián)合進(jìn)行調(diào)試,實(shí)現(xiàn)半實(shí)物的仿真調(diào)試與功能驗(yàn)證,即可以通過(guò)OPC或者內(nèi)存共享,實(shí)現(xiàn)實(shí)物與MCD系統(tǒng)的數(shù)據(jù)交換。具體實(shí)現(xiàn)方法涉及到工業(yè)以太網(wǎng)數(shù)據(jù)傳輸協(xié)議,從而可在MCD環(huán)境下顯示數(shù)字模型的運(yùn)動(dòng)和行為[5]。
具體實(shí)施步驟如下:首先,基于NX軟件建立數(shù)控機(jī)床上下料系統(tǒng)的三維模型,相當(dāng)于數(shù)字孿生技術(shù)中的數(shù)字模型[6];然后在MCD模塊中對(duì)所建立的數(shù)字模型進(jìn)行配置,賦予其必要的物理、力學(xué)屬性;再通過(guò)SIMIT軟件以共享內(nèi)存的方式,實(shí)現(xiàn)MCD與控制軟件的數(shù)據(jù)交換,完成類(lèi)似于實(shí)物真實(shí)運(yùn)行的模擬調(diào)試,從而達(dá)到對(duì)所設(shè)計(jì)的上下料系統(tǒng)進(jìn)行測(cè)試、優(yōu)化的目的。
3.1 MCD配置
MCD中的配置包括各運(yùn)動(dòng)部件的剛體、碰撞體設(shè)置、運(yùn)動(dòng)副設(shè)置、傳感器配置等。將桁架機(jī)器人水平移動(dòng)的軸命名為U軸,設(shè)置為移動(dòng)副;將上下移動(dòng)的軸命名為V軸,也設(shè)置為移動(dòng)副;將手爪旋轉(zhuǎn)的軸命名為W軸,設(shè)置為鉸鏈副。對(duì)這些運(yùn)動(dòng)副進(jìn)行相應(yīng)的位置控制。
3.2 SIMIT配置
SIMIT是一款用于自動(dòng)化項(xiàng)目虛擬仿真測(cè)試的軟件,可以實(shí)現(xiàn)輸入/輸出信號(hào)的仿真、現(xiàn)場(chǎng)設(shè)備的仿真以及整個(gè)工廠工藝的仿真[7]。數(shù)控機(jī)床自動(dòng)上下料系統(tǒng)的虛擬調(diào)試主要使用SIMIT完成PLC輸入輸出信號(hào)的處理、共享內(nèi)存的建立以及信號(hào)的傳輸,從而將PLC信號(hào)映射到MCD中的機(jī)床上下料系統(tǒng)數(shù)字模型,完成仿真運(yùn)行測(cè)試。
為了實(shí)現(xiàn)這一功能,首先要將PLC程序中設(shè)置的I/O信號(hào)地址加載到SIMIT平臺(tái)并進(jìn)行分類(lèi)。SIMIT平臺(tái)與軸控制相關(guān)的數(shù)據(jù)為雙字型,而從PLC中導(dǎo)入的為字型,因此需要將數(shù)據(jù)類(lèi)型進(jìn)行整合。其次是建立共享內(nèi)存模塊,共享內(nèi)存中的數(shù)據(jù)將用于MCD中模型的信號(hào)輸入,從而實(shí)現(xiàn)仿真調(diào)試。圖5所示為共享內(nèi)存中的數(shù)據(jù)。
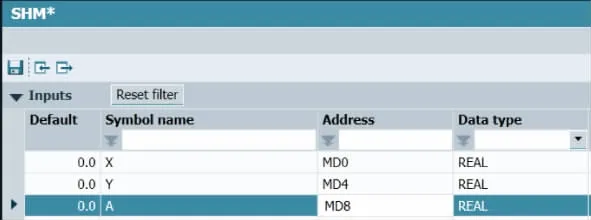
圖5 共享內(nèi)存中的數(shù)據(jù)
最后,通過(guò)ADAS模塊將PLC 的I/O控制信號(hào)轉(zhuǎn)化為MCD能夠識(shí)別的軸運(yùn)動(dòng)信號(hào),實(shí)現(xiàn)數(shù)字模型中軸的虛擬運(yùn)動(dòng)。整個(gè)虛擬調(diào)試系統(tǒng)的信息循環(huán)流程如圖6所示。
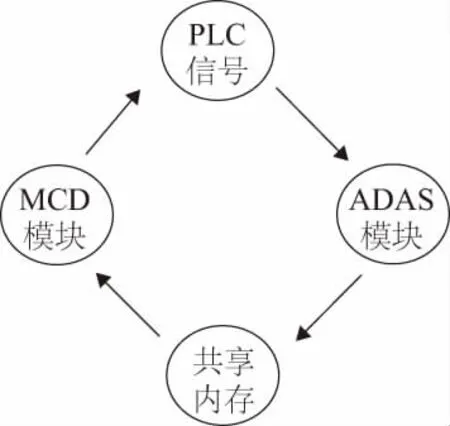
圖6 虛擬調(diào)試信息傳輸鏈
3.3 虛擬調(diào)試
在完成數(shù)字模型的相關(guān)設(shè)置以及與控制信號(hào)的連接后,可以在機(jī)電一體化平臺(tái)上進(jìn)行基于數(shù)字孿生模型的虛擬調(diào)試,從而達(dá)到高效驗(yàn)證模型、優(yōu)化系統(tǒng)設(shè)計(jì)的目的。例如,通過(guò)對(duì)桁架機(jī)器人水平方向運(yùn)動(dòng)的虛擬調(diào)試,可以對(duì)其運(yùn)行速度、所能到達(dá)的位置范圍等進(jìn)行監(jiān)控,并根據(jù)虛擬調(diào)試的結(jié)果對(duì)桁架機(jī)器人的結(jié)構(gòu)以及驅(qū)動(dòng)控制系統(tǒng)進(jìn)行優(yōu)化調(diào)整,以滿足產(chǎn)品的設(shè)計(jì)要求。
4 結(jié)語(yǔ)
本文結(jié)合數(shù)控機(jī)床上下料系統(tǒng)的設(shè)計(jì),闡述了數(shù)字孿生技術(shù)在制造自動(dòng)化裝備開(kāi)發(fā)過(guò)程中的應(yīng)用。通過(guò)對(duì)機(jī)油泵殼體這一制造業(yè)中典型零件的加工效率進(jìn)行研究,設(shè)計(jì)了一套以桁架機(jī)器人為中心的上下料系統(tǒng)。通過(guò)對(duì)桁架機(jī)器人的結(jié)構(gòu)設(shè)計(jì)以及控制系統(tǒng)的設(shè)計(jì),使汽車(chē)機(jī)油泵殼體的加工生產(chǎn)效率大大提高,節(jié)約了人力成本。基于數(shù)字孿生技術(shù)的機(jī)電一體化設(shè)計(jì)及虛擬調(diào)試,有效縮短了新產(chǎn)品開(kāi)發(fā)周期,同時(shí)又降低了新產(chǎn)品研發(fā)風(fēng)險(xiǎn)和研發(fā)投入。可以預(yù)見(jiàn)數(shù)字孿生技術(shù)將在智能制造時(shí)代發(fā)揮重要的作用。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
電子制作(2018年12期)2018-08-01 00:47:44
制造技術(shù)與機(jī)床(2017年6期)2018-01-19 02:41:21
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
電子制作(2017年19期)2017-02-02 07:08:38
