壁式空調壁掛板下料翻轉機械手設計
2021-08-27 05:37:00詹玉新
淮北職業技術學院學報 2021年4期
詹玉新
(滁州職業技術學院 電氣工程學院,安徽 滁州 239000)
0 引言
壁掛板是壁式空調安裝的必備件,而鉚接是壁掛板生產的一道重要工序。目前,鉚接后的壁掛板大多采用人工下料方式,不僅生產效率低,勞動強度大,而且從鉚接機中取料危險性大,嚴重影響生產安全。近年來,為了降低勞動強度,提高生產效率,實現產品生產自動化,翻轉機械手在各行各業中應用越來越廣泛.胡傳松研究了翻轉機械手在沖床行業中的應用,[1]劉波等研究了翻轉機械手在瓷磚打包生產線中的應用,[2]王慰軍等研究了一種用于防撞梁抓取的翻轉機械手的應用。[3]
根據實際產品的生產工藝,提高壁掛板在取料和放料過程中的效率與精準度,設計一種用于壁掛板鉚接生產過程中的下料翻轉機械手,實現了機械手下料的自動化,提高了生產效率,減少了人工勞動強度。
1 生產工藝分析
該下料翻轉機械手是對在鉚接機上鉚接后的成品橫板與豎板組合件進行自動下料使用,下料后自動放置在下料小車上,完成壁掛板的鉚接生產。其生產流程為:兩個橫板和一個豎板鉚接后為一個成品,兩個橫板與豎板分別通過上道工序放置到鉚接機的模具中,鉚接機進行鉚接,橫板與豎板鉚接完成后,下料翻轉機械手運動,抓手部件到達工件上,自動吸取鉚接完成后的壁掛板成品,并返回下料放置到下料小車上,為提高生產效率,抓手部件一次吸取兩個成品。
根據下料翻轉機械手的生產工藝,其下料翻轉機械手與鉚接機及下料小車的工作位置布置圖如圖1所示。
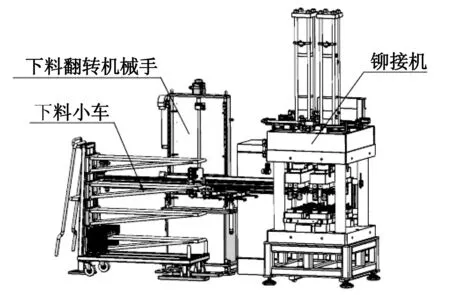
圖1 下料翻轉機械手工作位置布置圖
當鉚接機完成橫板與豎板的鉚接過程后,下料翻轉機械手向右運動,進入到鉚接機中,并進行吸料,并返回下料,把工件放置到下料小車中。為使機械手準確進到鉚接機工件上方,設置了機械手具有上下、前后方向移動的功能。根據工件地擺動要求,機械手在下料后放置在下料小車上,機械手末端具有翻轉動作。
2 結構設計
2.1 總體結構與工作原理
鉚接后的壁掛板成品組件規格有多種,但產品尺寸相差不大,該翻轉機械手具有多規格兼容性,下面以產品尺寸長寬550×210為例。
根據生產工藝及下料翻轉機械手功能要求,設計該翻轉機械手由1底座部件、2升降機構部件、3機械手左右移動部件、4抓手翻轉部件組成,其總裝圖如圖2所示。
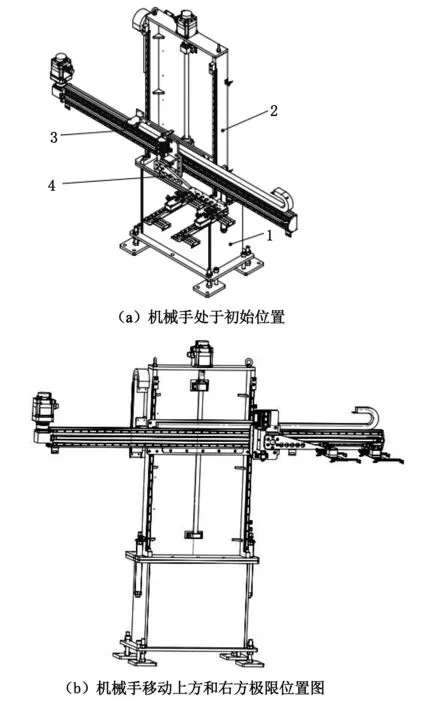
圖2 機械手總裝圖
下料翻轉機械手總體采用立式結構,保證設備在高速運行過程中整體的剛度與強度,升降部件由電機帶動滾珠絲杠傳動,從而使其前后移動部件和手部翻轉部件能夠整體上下移動。前后移動部件由電機帶動同步帶傳動,滑軌滑塊機構起承載與導向作用,從而使手部翻轉部件在滑軌滑塊機構導向下隨同步帶運動。在工件下料擺放時,下料小車上下四層,前后擺放沿著桿子的長度,故升降移動電機和前后電機均采用伺服電機。由于盛放工件的小車上下桿均互相平行,翻轉出料抓手在放料翻轉工件時角度固定,故手部翻轉部件采用氣缸驅動,齒輪齒條傳動,將氣缸的直線運動轉化為齒輪的擺動,從而使得固定在齒輪上的連桿帶動工件能夠實現翻轉,并放料到下料小車上。其機械手翻轉后的動作圖如圖3所示,擺放工件的下料小車結構圖如圖4所示。擺放工件的下料小車包括:5腳輪導向板、6可固定腳輪、7阻擋桿插管、8小車框架、9支撐桿、10工件、11阻擋桿。
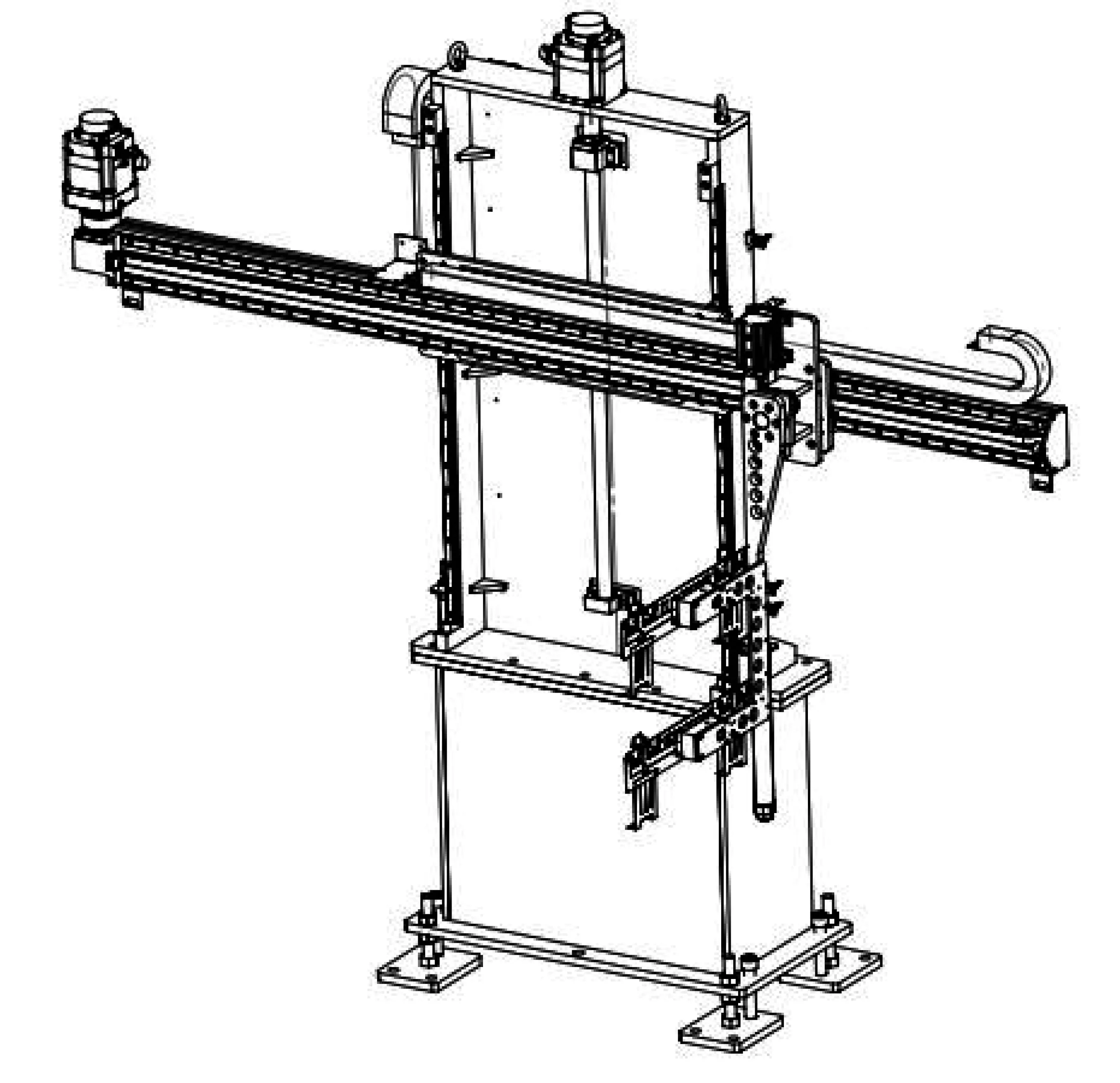
圖3 機械手翻轉后動作圖
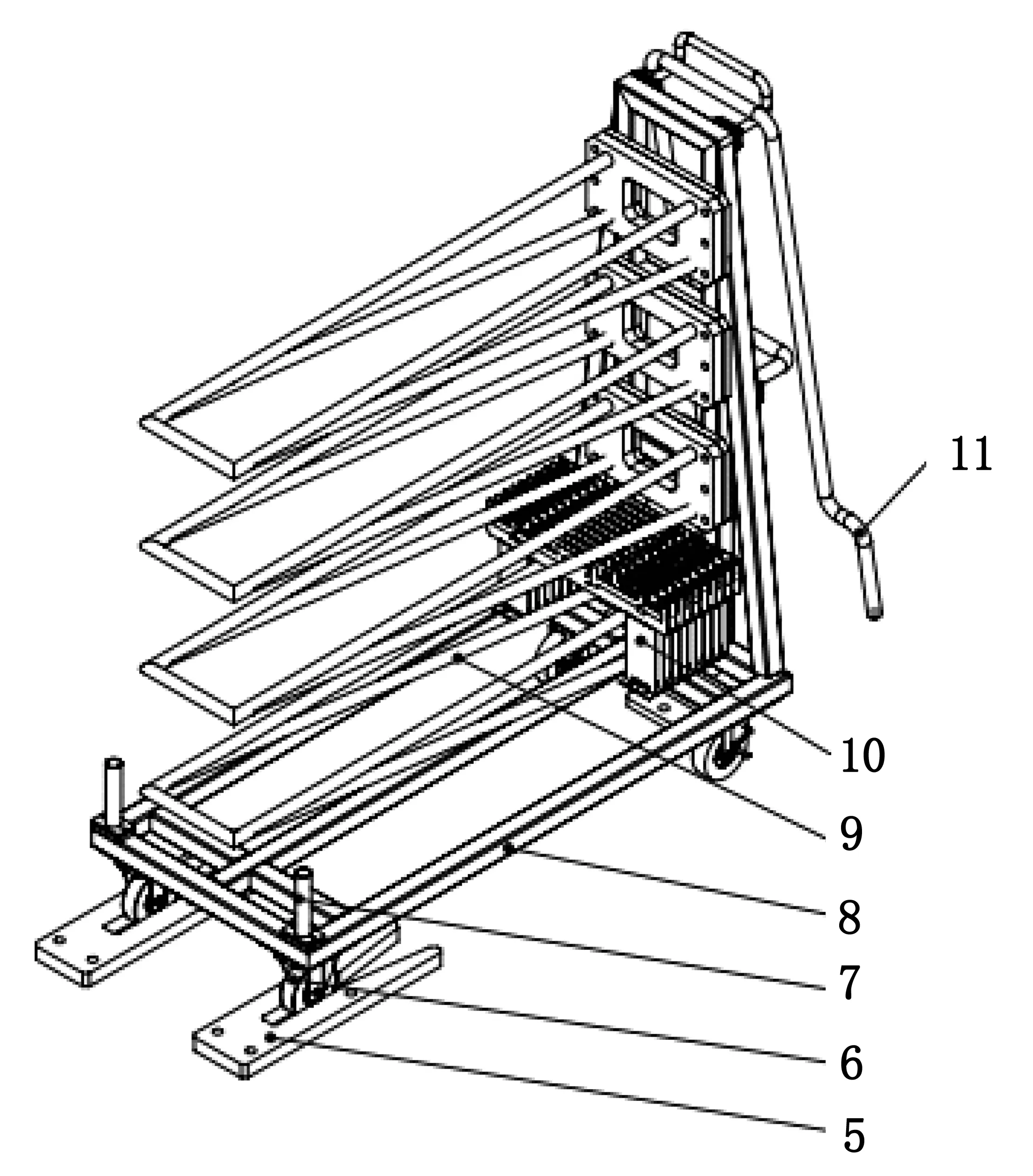
圖4 下料小車結構圖
工件擺放在支撐桿上,當下料工件擺放完成時,11阻擋桿插入到7阻擋桿插管中,然后把下料小車推走。所以,工件在放料的時候,機械手需要一個旋轉動作才能擺放工件。
根據下料翻轉機械手的總體結構組成,其工作原理與過程如下:
初始狀態時,抓手翻轉部件處于系統初始位置,當壁掛板鉚接完成后,翻轉機械手接受到鉚接機發出的信號,機械手前后移動部件帶動手部翻轉部件手向鉚接機鉚接機方向運動,到位后,升降部件向下運動,手部翻轉部件中的海綿吸盤接觸到工件,然后,吸盤產生真空,利用負壓并吸住工件后,升降部件向上運動,根據下料擺放位置,把吸盤連同工件向上提起一定高度,接著前后移動部件向后運動,手部翻轉部件向后翻轉,使壁掛板調整角度,并放置到下料小車上,完成整個一個周期來回動作.一個周期來回動作時間為16秒,一次取放2件,滿足一件8秒的生產效率。
2.2 抓手翻轉部件設計
圖5抓手翻轉部件組成結構由20翻轉連接板、21固定底板、22氣缸、23導向槽、24直線齒條、25翻轉支架、26圓柱齒輪、27翻轉軸、28手部連接板、29吸盤固定板、30海綿吸盤、31壁掛板等主要零部件組成。為減輕手部翻轉部件的重量及轉動慣量,翻轉連接板、固定頂板、手部連接板及吸盤固定板均采用鋁板6061材質。
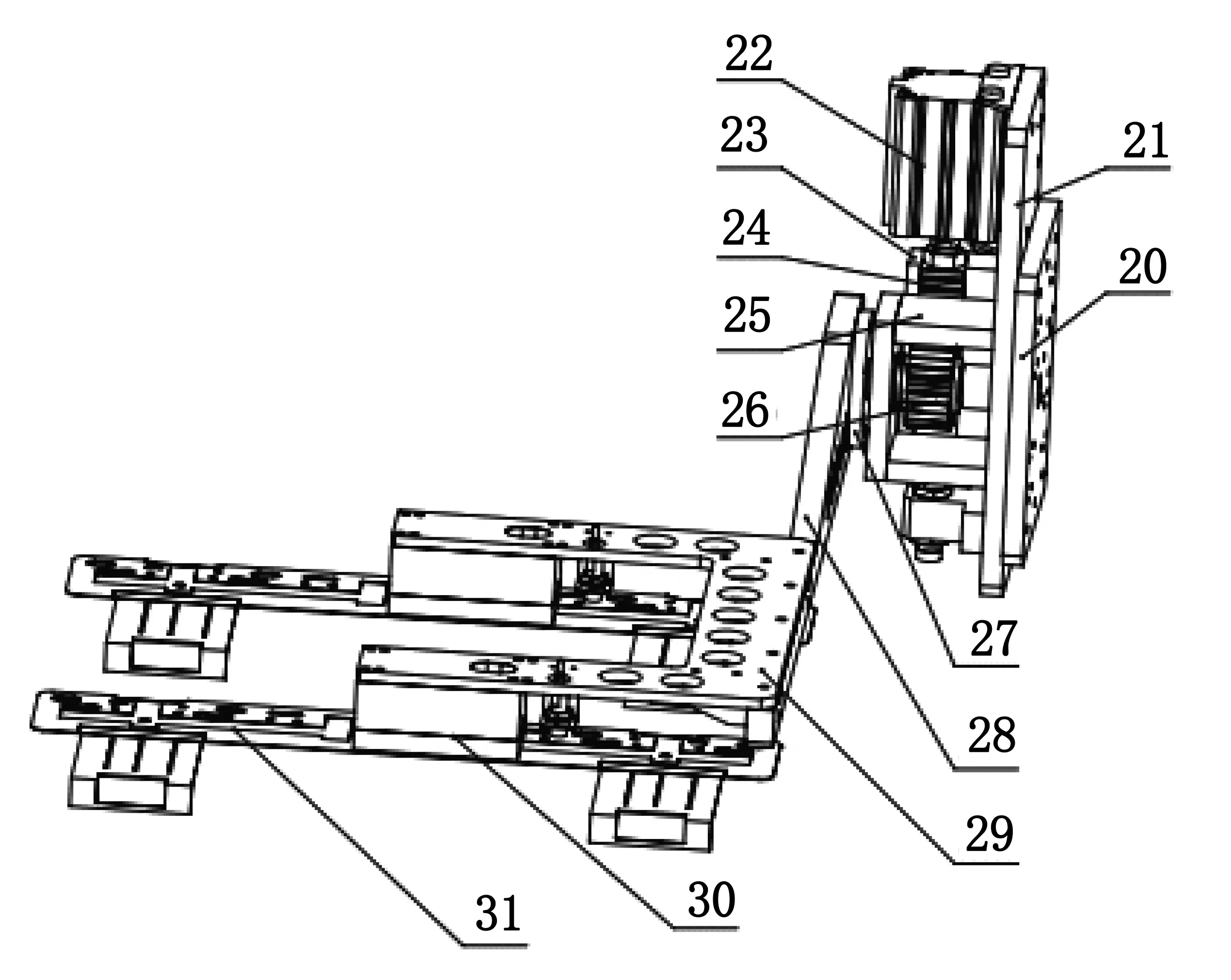
圖5 抓手翻轉部件圖
翻轉連接板固定在前后移動部件上,固定底板為整個手部翻轉部件的安裝件,使其與翻轉連接板一起隨著前后移動部件的驅動而運動。
工作時,氣缸驅動直線齒條,使其沿著導向槽移動,通過齒輪齒條機構原理,[4]把齒條的直線運動轉化為齒輪的轉動。這樣固連于齒輪的翻轉軸及其連接板轉動,使得海綿吸盤帶動工件能進行翻轉下料。
根據下料翻轉機械手擺放要求,手部連接板及吸盤需回轉90°實現下料擺放,故手部連接板帶動吸盤回轉90°時即齒輪轉動90°。直線齒條的運動是通過氣缸活塞桿帶動齒輪轉動實現運動,對齒條相對應的移動距離進行計算如下:
依據實際的生產工作要求,一個工作行程來回動作時間為16秒,所以,齒輪的轉速為5.625°/s。由于設計的齒輪分度圓直徑為:d=mz=2.5×24=60mm.故齒條的一次往復移動距離為:L=60π×(90°/360°)≈47mm,從而選擇對應的氣缸行程為50mm,再根據負載大小,選擇對應的氣缸型號:RDQL63-50M-M9B,品牌為SMC。
3 控制系統設計
該下料翻轉機械手采用三菱PLC控制,根據工作過程及機械手控制系統設計,[5]當程序在計算機中編制好后,并通過PLC調試及試運行后,下載上傳到到控制器中。在運行過程中,該程序具有手動實時啟動、停止、復位的功能。當鉚接機鉚接完成后的信號輸入到PLC控制器后,PLC控制器接受信號后,發出指令給上下移動部件與前后移動部件的伺服電機和電磁閥,使得機械手的末端抓手翻轉部件的海綿吸盤進入到鉚接機鉚接后的工件待吸取位置,海綿吸盤產生動作吸取工件。通過伺服電機執行動作,從鉚接機返回到待放料位置時,PLC控制器發出指令控制翻轉氣缸電磁閥,完成手部的翻轉動作,把工件放置到下料小車中。在機械手的運動過程中,其位置信號均是通過位置傳感器觸發信號給PLC控制器,然后,PLC控制器接受到信號后,根據動作及程序再發出動作指令,以保證下料翻轉機械手運動過程中的安全性及位置準確性。基于三菱PLC控制器[6]設計控制系統,其控制系統硬件設計圖如圖6所示:
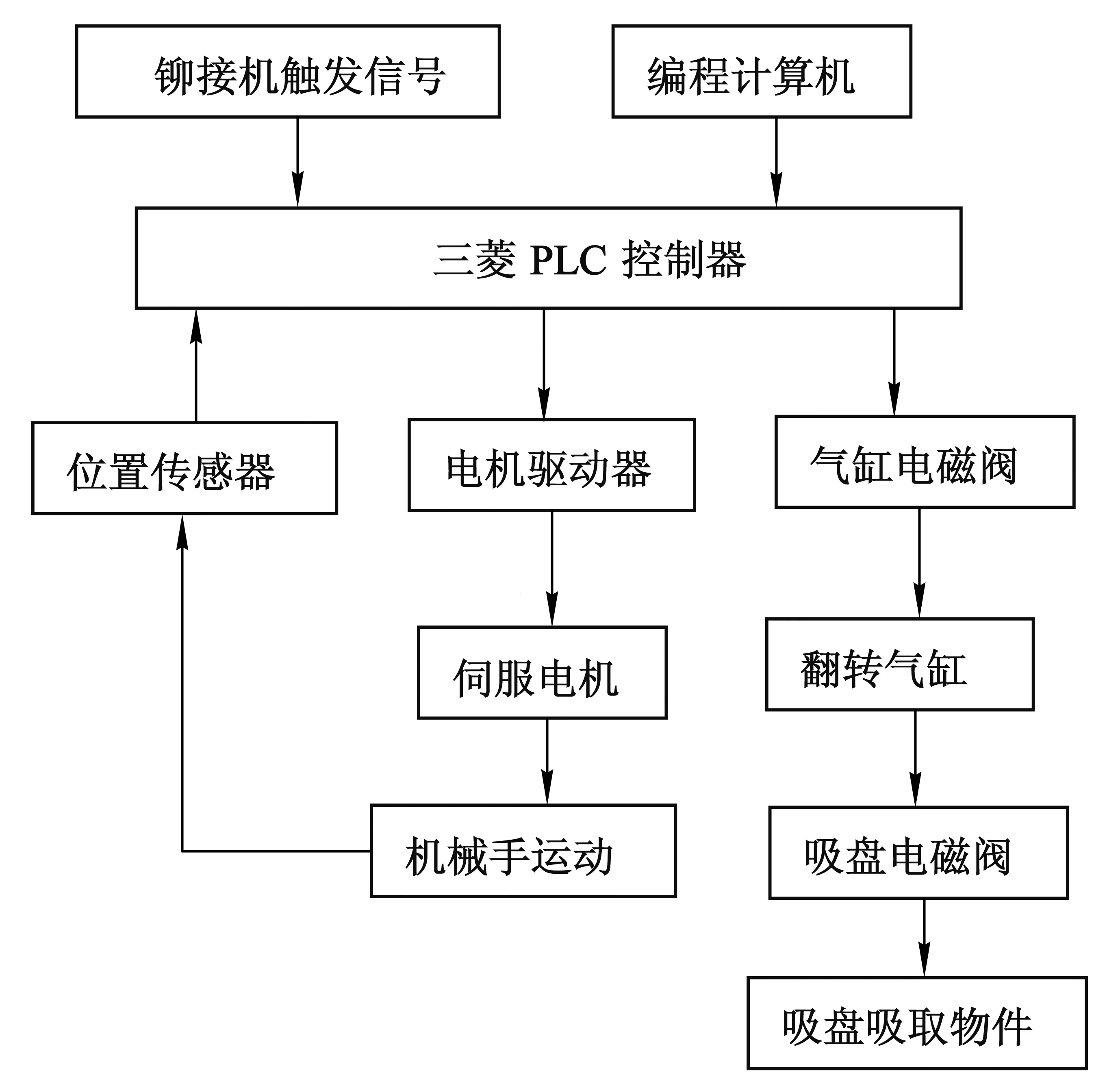
圖6 控制系統硬件設計
4 結語
通過對實際生產工藝分析,對下料翻轉機械手結構及控制進行設計。設計的下料翻轉機械手,能夠實現自動化下料與放料,一次性取放兩件,滿足8秒生產一件的節拍及效率,不僅降低了人工成本,而且提高了生產效率,實現企業生產自動化。