鋁合金電池殼反擠壓凸模偏心狀態對成形過程的影響
2021-08-30 12:34:28張建波李恒佰陳利廣
模具工業 2021年8期
張建波,蔣 鵬,2,李恒佰,陳 浩,陳利廣,劉 威
(1.北京機電研究所有限公司,北京 100083;2.海安北京機電研究所鍛壓產業研發中心,江蘇 南通 226600;3.上汽通用五菱汽車股份有限公司,廣西 柳州 545007;4.鄭州廣源電池材料有限公司,河南 鄭州 450041)
0 引 言
隨著電動汽車向輕量化方向發展,電池殼成形越來越追求輕薄[1,2]。壁厚差控制是薄壁高精度電池殼成形的一項關鍵技術,壁厚差過大會降低零件成品率[3-6]。目前薄壁矩盒形鋁合金電池殼加工一般采用的工藝為4道拉深+1道變薄拉深,成形工序多,不同工序的模具匹配需要精確調整,模具調試難度大。單次擠壓工藝相比于多道次拉深工藝能減少成形工序數量、提高效率、縮短流程、降低制造成本[7,8]。現設計了單次反擠壓工藝及其模具成形薄壁矩盒形鋁合金電池殼,對該鋁合金電池殼反擠壓成形過程進行數值模擬及試驗研究,分析凸模偏心時成形件形狀和尺寸及成形過程中的應力場、速度場、應變場,對比不同凸模偏心量時的模擬結果,并進行試驗驗證數值模擬的可靠性。
1 零件尺寸與模擬條件
電池殼如圖1所示,屬于典型的薄壁盒形件,材料為3003鋁合金,側壁厚度為0.6 mm,底部壁厚度為1.2 mm。由于零件側壁厚度僅為0.6 mm,誤差要求在0.05 mm以內,成形過程中對于擠壓模的同軸度要求較高。凸模與凹模一旦發生偏心則會導致模具零件間隙不均勻,使成形件的側壁高度、厚度不均勻甚至無法成形零件[9,10]。
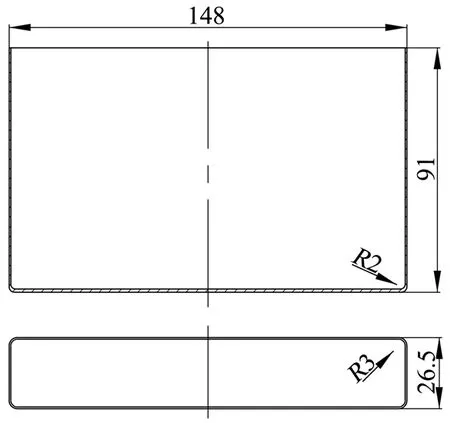
圖1 鋁合金電池殼
凸模向長邊側橫向平移一定距離后其中心線與凹模中心線的水平距離為凸模偏心量Δb,如圖2所示,凸模短邊側未平移偏心,模具零件間隙仍為0.6 mm。對凸模偏心量Δb為0.05、0.1、0.2、0.3、0.5 mm時的擠壓成形過程進行模擬。

圖2 凸模偏心量
凸模偏心后模具整體不是對稱結構,無法使用1/4模型進行模擬,因此凸模偏心模擬采用整體模型,網格劃分數量為100 000,其余模擬條件及參數如表1所示。
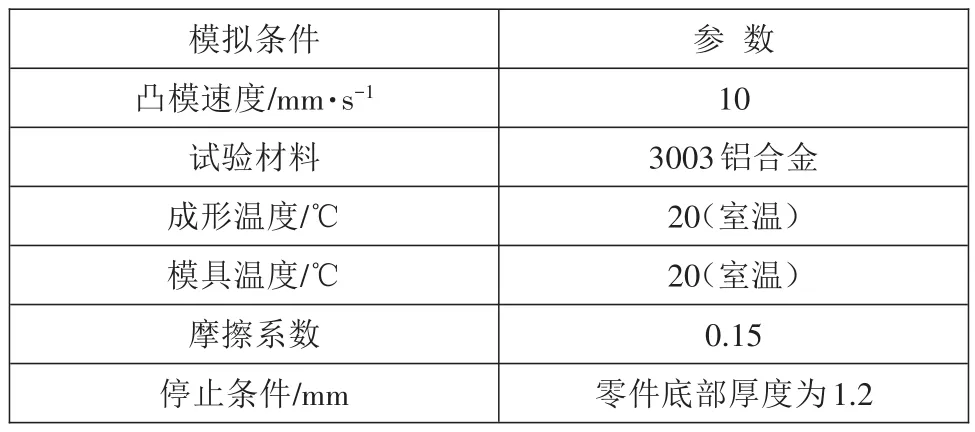
表1 模擬條件及參數
2 模擬結果分析
2.1 成形件形狀和尺寸
凸模偏心量Δb取不同數值時成形件形狀如圖3所示,從圖3可以看出:隨著凸模偏心量增大,成形件長邊側壁高度差和厚度差逐漸增大,短邊側壁頂部傾斜程度也逐漸增大。凸模偏心量為0.05 mm時成形件長邊側壁高度差為10.9 mm,厚度差為0.1 mm,短邊側壁頂部傾斜幅度較小;凸模偏心量為0.5 mm時長邊側壁高度差達到82.7 mm,厚度差為1.1 mm,短邊側壁頂部傾斜幅度較大。

圖3 凸模偏心量Δb取不同數值時成形件形狀
凸模偏心量Δb取不同數值時成形件長邊側壁高度差和厚度差如圖4所示,凸模偏心量每增大0.1 mm,成形件高度差平均增大16 mm,壁厚差平均增大0.22 mm。因此,凸模偏心量越大,成形件長邊側壁高度差和厚度差越大。由于凸模發生偏心,金屬流動時的不均勻性就會增大,更容易向縫隙更大側流動。凸模偏心量為0.05~0.3 mm時,小部分金屬還能夠向小縫隙側流入,最終成形件長邊側壁出現高度差和厚度差;凸模偏心量為0.5 mm時金屬無法流入小縫隙側,全部向大縫隙側流動,導致成形件一側長邊壁厚度過大,而另一側未成形。由于從高長邊側壁到低長邊側壁的金屬流動會自然過渡連接,短邊側壁頂部呈現傾斜形狀。

圖4 凸模偏心量Δb取不同數值時成形件長邊側壁高度差和厚度差
2.2 擠壓過程中應力場分析
圖5所示為凸模偏心量Δb取不同數值時成形件成形過程應力場。由圖5可以看出:①凸模偏心量為0.5 mm時成形件只成形了單側壁,與凸模偏心量為0.2 mm時成形件整體應力場不同;②不同成形階段的成形件應力場差異較大。
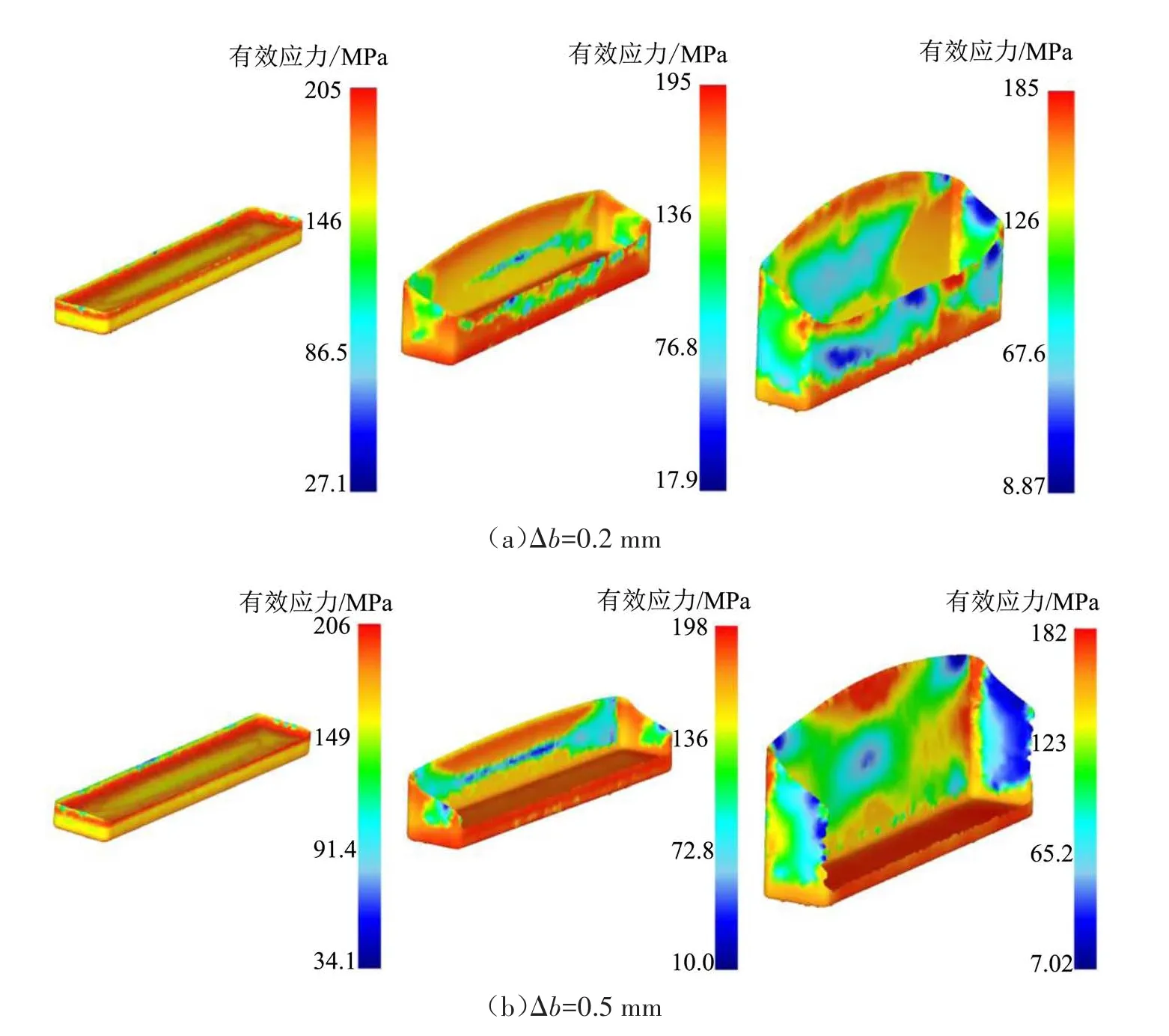
圖5 凸模偏心量Δb取不同數值時成形件成形過程應力場
第一階段金屬先充滿凸模底部空間,然后沿著凸模工作帶與凹模的間隙向上流動,此時側壁底部初步成形,為大應力區,凸模偏心量取不同數值時成形件應力場基本相同。第二階段金屬首次流出凸模工作帶與凹模的間隙繼續向上流動,還未進入穩定成形階段,此時底部金屬受到凸模的穩定壓力,為大應力區,側壁頂部邊緣應力也較大。成形件側壁稍高于凸模工作帶頂部處有一條小應力帶,此處金屬與模具零件摩擦面積減小導致受力情況發生變化,因此應力較低。第三階段底部金屬穩定向上流動成形零件側壁,成形零件轉角處頂部與厚壁側頂部中間應力較大。長邊側壁金屬流動速度快,短邊側壁金屬流動速度慢,不同的流動速度使轉角處應力增大。厚壁側頂部中間金屬流動速度比兩側快,因此也存在應力過大的問題。
凸模偏心量由0.05 mm增大至0.5 mm時,成形件成形過程中應力最大值都在底部金屬區域,隨著擠壓過程的進行,成形件最大應力小幅降低。成形件穩定成形階段厚壁側頂部最大應力為175 MPa,而3003鋁合金的最大抗拉強度為210 MPa[11],因此成形件易在轉角處頂部與厚壁側頂部出現拉裂、破碎等問題。
2.3 擠壓過程中速度場分析
圖6所示為凸模偏心量Δb取不同數值時成形件穩定成形階段速度場。凸模偏心量為0.2 mm時成形件特征明顯,能代表凸模偏心0.05~0.3 mm時成形件長邊側壁高度和厚度不同的情況,凸模偏心量為0.5 mm時成形件長邊一側壁未成形,不同于其他偏心情況,后續對于速度場的分析選擇這2種情況進行。
由圖6可以看出:厚度較厚的側壁金屬流動速度快,另一側流動速度慢甚至金屬不向上流動,最終成形件兩長邊側壁高度不同,厚度也不同,與成形件形狀與尺寸分析一致。當凸模偏心量為0.2 mm時,金屬成形較厚側壁中間部分的流動速度為200 mm/s,越靠近兩側轉角處速度越慢,轉角處速度為100 mm/s時,成形件頂部呈弧形[12,13]。金屬成形短邊側壁的流動速度越靠近薄壁側越慢,最小為57 mm/s,因此短邊側壁頂部傾斜。當凸模偏心量為0.5 mm時,金屬成形較厚側壁中間部分的流動速度為145 mm/s,轉角處速度為100 mm/s,金屬成形短邊側壁的流動速度最小為83 mm/s,整體金屬流動情況與凸模偏心量為0.2 mm時相似。

圖6 凸模偏心量Δb取不同數值時速度場
凸模偏心量Δb取不同數值時成形件穩定成形階段長邊側壁金屬最大流動速度如圖7所示,當凸模偏心量小于0.2 mm時,隨著凸模偏心量增大,長邊側壁金屬最大流動速度逐漸增大;當凸模偏心量大于0.2 mm時,隨著凸模偏心量增大,長邊側壁金屬最大流動速度逐漸減小。其原因為凸模偏心量較小時,流入較厚側壁的金屬隨著凸模偏心量增大而增加,因此金屬流動速度增大,但凸模偏心量超過0.2 mm后,較厚側壁厚度增大較多,成形所需要的金屬增多,因此最大流動速度開始降低。對于速度場的分析證明該擠壓件壁厚對于金屬流動速度影響較大。
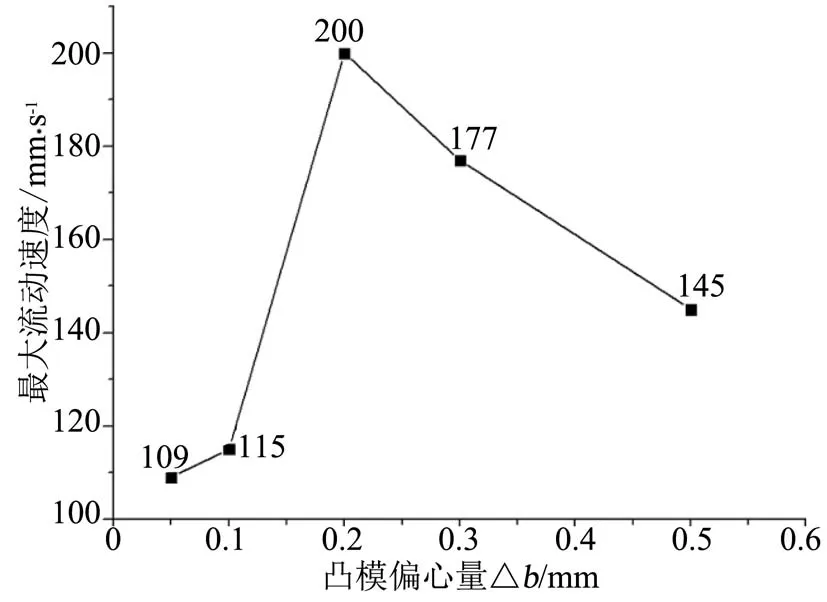
圖7 凸模偏心量Δb取不同數值時長邊側壁金屬最大流動速度
2.4 擠壓過程中應變場分析
圖8所示為凸模偏心量Δb取不同數值時成形件穩定成形階段應變場,圖9所示為對應階段凸模偏心量Δb取不同數值時長邊側壁金屬最大應變。由圖9可以看出:在成形件穩定成形階段塑性變形過程中,處于凸模下部的金屬等效應變值較小,處于小變形區;成形件頂部金屬在流出凸模工作帶與凹模間隙后,等效應變值也較小。塑性變形區一直集中在凸模工作帶與凹模間隙處,此處有大量金屬由較大空間快速進入較小空間,內部變形量增大。成形件穩定成形階段凸模偏心量Δb取不同數值時長邊側壁金屬最大應變變化趨勢與速度場相同,凸模偏心量為0.2 mm以下時最大應變逐漸增大,凸模偏心量為0.2 mm以上時最大應變逐漸減小,與速度場對應。

圖8 凸模偏心量Δb取不同數值時應變場
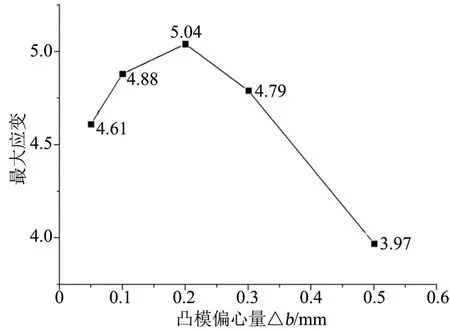
圖9 凸模偏心量Δb取不同數值時長邊側壁金屬最大應變
3 試驗驗證
基于上述矩盒形鋁合金電池殼反擠壓工藝模擬與分析,設計并加工了相應模具[14,15],在6 300 kN液壓機上進行試驗,坯料材料使用3003鋁合金,坯料與模具均不加熱,在坯料及模具零件上涂抹硬脂酸鋅潤滑劑,壓力機滑塊下行速度為10 mm/s,由于凸模偏心量Δb為0.2 mm及0.5 mm時成形件特征明顯,對這2種情況進行試驗,得到的擠壓件如圖10所示。

圖10 試驗成形零件
凸模偏心量為0.2 mm時成形件兩長邊側壁高度不同,厚度也不同,凸模偏心量為0.5 mm時零件一側長邊壁厚度過大,而另一側未成形。成形零件短邊側壁從頂部轉角處拉裂破碎,說明此處應力可能過大,與模擬分析結果吻合。雖然試驗成形件短邊側壁受損,但通過留在成形零件上的部分仍能推測出原始樣貌為傾斜形狀,越靠近低長邊側高度越低。
4 結束語
(1)隨著凸模偏心量增大,成形件長邊側壁高度差和厚度差逐漸增大,短邊側壁頂部傾斜程度也逐漸增大;不同成形階段的成形件應力最大值始終在底部金屬部分,隨著擠壓過程的進行,成形件最大應力小幅降低。
(2)當凸模偏心量較小時,長邊側壁金屬最大流動速度及最大應變隨凸模偏心量增大而增大,當凸模偏心量較大時,長邊側壁金屬最大流動速度及最大應變隨著凸模偏心量增大而減小。
(3)試驗結果表明,凸模偏心量為0.05 mm以上會導致矩盒形鋁合金電池殼長邊側壁高度差及厚度差過大,無法使用;成形件厚壁側及轉角處頂部應力過大,易產生拉裂、破碎等問題。
