汽車裝飾條注射模內分型機構設計
2021-08-30 01:00:10郝加杰
模具工業 2021年7期
關鍵詞:變形
石 波,郝加杰
(上汽通用五菱汽車股份有限公司 技術中心,廣西 柳州 545007)
0 引 言
隨著汽車工業的發展,消費者對汽車外觀質量的要求越來越高,汽車塑件的重要功能之一是表面裝飾作用,因此對汽車塑件的表面質量要求也更加嚴格。塑件分型線位置是影響表面質量的重要因素之一,合理的分型設計要求塑件裝配后可以隱藏分型線,但是由于汽車造型及工程裝配等原因,部分塑件的分型線不得不設計在外觀面,影響了外觀感知質量。
注射模內分型技術已廣泛應用于汽車保險杠模具,但在其他汽車塑件注射模中的應用較少。現針對某車型裝飾條,設計了一種注射模內分型機構,將分型線隱藏在裝飾條非外觀面上,提高其外觀質量。
1 塑件分型線分析
該裝飾條裝配在前大燈的下側,材料為ABS,表面噴高光漆或鍍鉻處理。由于塑件造型及工程需求,造成該前大燈裝飾條在模具開模方向的高低落差較大,傳統注射模設計時,塑件下端的分型線位于最大外輪廓R角上,如圖1所示。
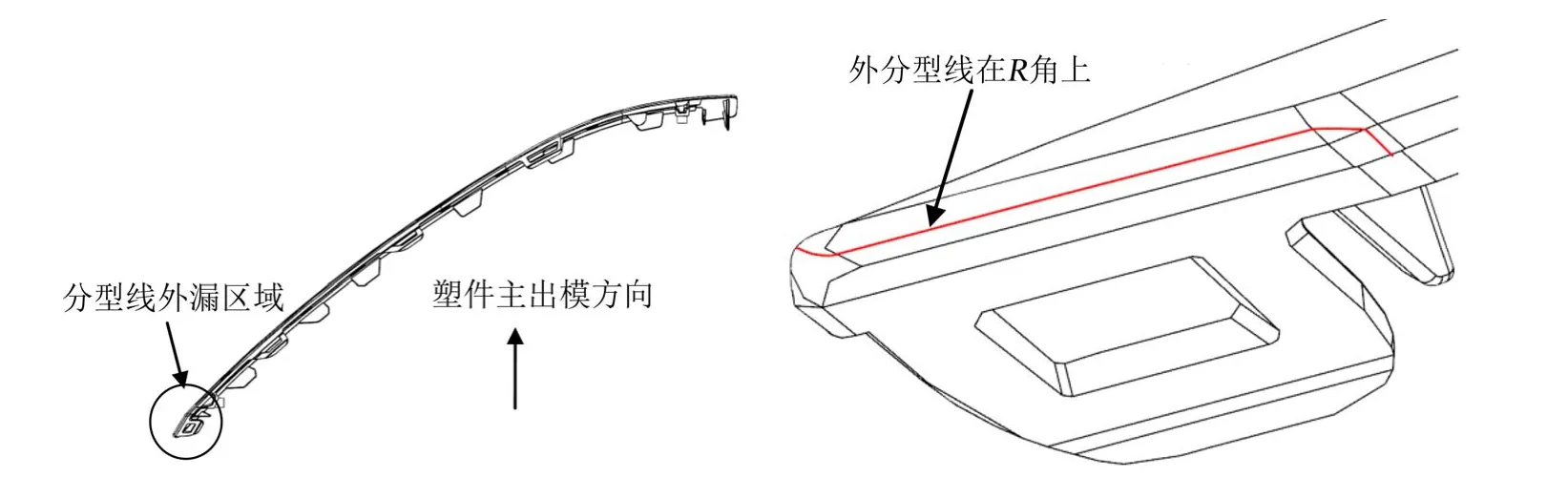
圖1 前大燈裝飾條
這種外分型線的設計方式存在如下缺陷:①塑件下端區域的分型線位于外觀R角上,安裝后分型線可見;②前大燈裝飾條噴漆或電鍍處理后,表面的分型線可見度被放大,外觀感知質量差;③由于模具零件制造精度及注射生產過程中存在磨損,分型線處經常出現錯位與飛邊,影響成型塑件的外觀質量,造成生產合格率低。
為了避免外分型線設計所帶來的質量問題,結合該塑件結構特點,將塑件下端區域的分型線設計在圓角底部,形成內分型線,如圖2所示。塑件裝配后該分型線可以被隱藏,不僅規避了分型線外漏的風險,而且提高了塑件表面噴漆或電鍍后質量以及塑件注射成型的合格率。但是這種內分型線的設計方案會造成塑件下側區域的圓角在模具出模方向上存在倒扣,導致塑件無法正常脫模,即如果塑件注射完成后直接開模,塑件下端的圓角區域將會被拉壞。因此借鑒保險杠模具內分型的設計原理,對前大燈裝飾條模具設計內分型機構,實現裝飾條的成型與脫模。
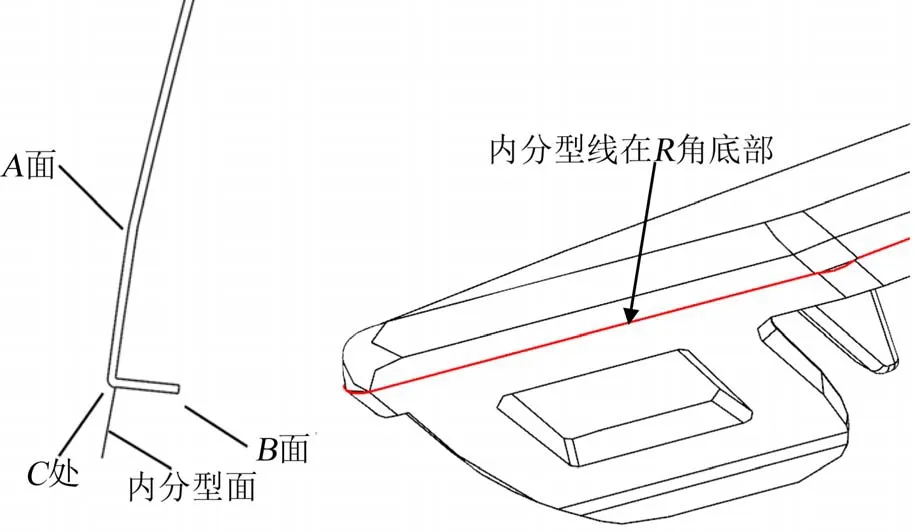
圖2 內分型線
2 前大燈裝飾條模具內分型機構
2.1 內分型機構方案設計
為了使塑件C處倒扣開模時不被拉壞,需使塑件產生彈性變形。內分型機構工作原理如圖3所示,首先大斜推塊3需要為成型塑件讓出變形空間,然后拉塊2在導軌4的作用下帶動塑件圍繞支點向塑件內側變形,將C處倒扣向塑件內側拉出,使C處倒扣在開模方向上脫出,實現塑件脫模。
內分型機構工作過程[1]:①開模時在氮氣彈簧及拉模扣的作用下,保持推桿固定板與定模型腔板的相對位置不變,定模型腔板與大推塊同步動作,大推塊帶動拉塊一起運動;②利用塑件的可變形性,在開模到達預定行程時,通過拉塊將塑件末端向內拉動,使成型塑件末端脫離定模型腔倒扣處;③模具打開,塑件與定模型腔分離;④模具繼續打開,通過大推塊、拉塊主體及導軌的作用控制拉塊機構向外運動,使塑件恢復原來形狀。
塑件拉變形區域存在安裝結構,如圖4所示,此安裝結構在塑件拉變形方向上存在倒扣。如果不解決此倒扣脫模,內分型機構無法實現,因此,模具必須設計脫模機構,在塑件拉變形之前將安裝結構的倒扣脫出,該脫模機構是決定前大燈裝飾條模具內分型能否實現的關鍵因素。
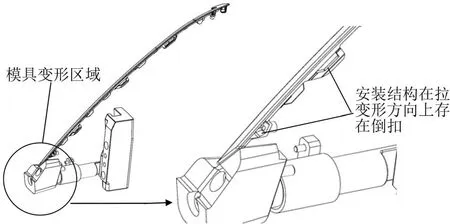
圖4 汽車裝飾條拉變形區域倒扣
2.2 內分型機構組成
2.2.1 拉變形機構
前大燈裝飾條模具內分型機構如圖5所示,主要包括大斜推塊、大推塊、小推塊、小斜推塊、拉變形導軌、拉桿、拉塊、定模滑塊及推桿固定板。
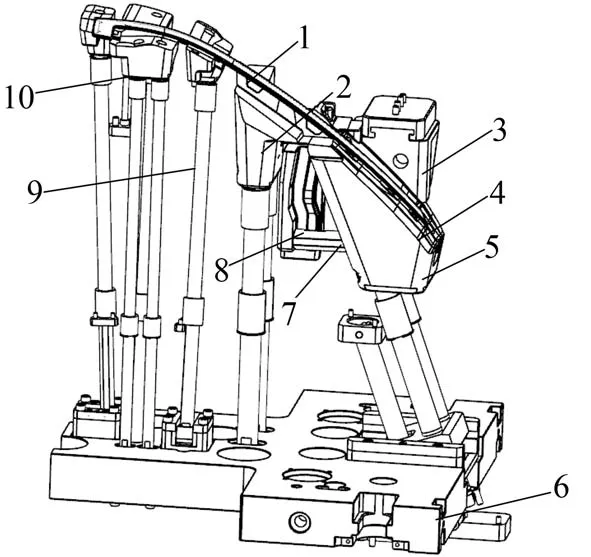
圖5 內分型機構
導軌、拉塊、拉桿構成拉變形組件,導軌固定在型芯上,拉桿與拉塊相互固定,穿過大斜推塊,并在導軌導向下對塑件進行拉變形及回復;大斜推塊、大推塊、小推塊及小斜推塊固定在推桿固定板上,起到成型塑件倒扣及推出塑件的作用,其中大斜推塊在運動的過程中還為拉變形組件提供驅動力。
2.2.2 定模滑塊機構
為了在塑件拉變形前脫出拉變形區域的安裝倒扣,設計了定模滑塊機構,如圖6所示,滑塊主體及滑塊底座安裝在型腔側,斜導柱固定在型芯上。模具開模過程中,斜導柱驅動滑塊主體在型腔側運動。

圖6 定模滑塊結構
2.2.3 內分型輔助機構
為了輔助實現內分型機構,前大燈裝飾條模具設計了4個拉鉤機構、4個氮氣彈簧和4個液壓缸,如圖7所示。
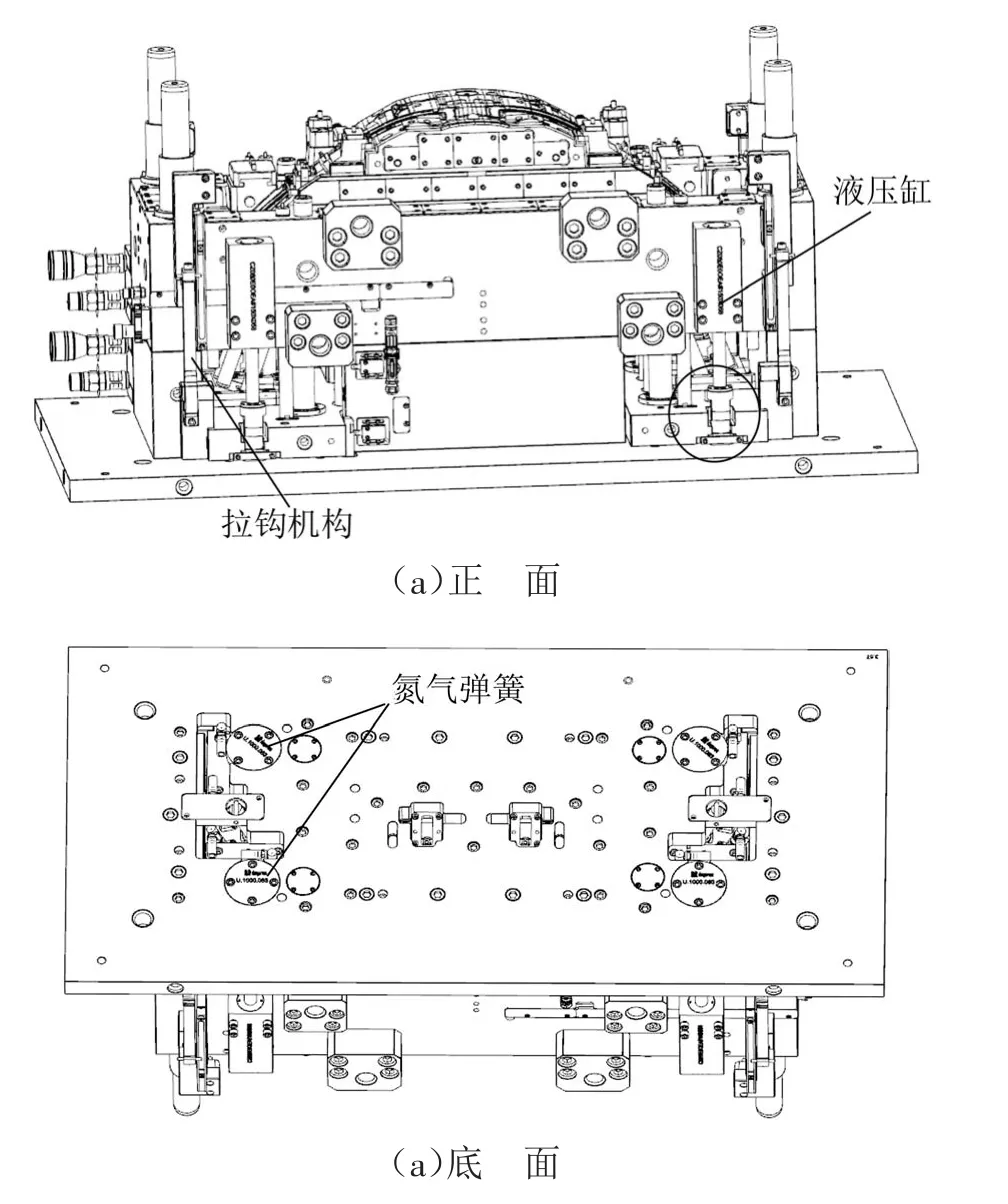
圖7 內分型輔助機構
2.2.4 推出機構
前大燈裝飾條模具推出機構共推出120 mm,分為一級推出和二級推出。一級推出55 mm,由氮氣彈簧及拉鉤共同驅動推桿固定板與型腔板同步運動,此時液壓缸不運動,推桿固定板與液壓缸是避空狀態,如圖8所示。二級推出65 mm,由液壓缸驅動推桿固定板運動,二級推出過程中,拉變形組件機構完成復位,斜推塊、推塊完成塑件脫模。
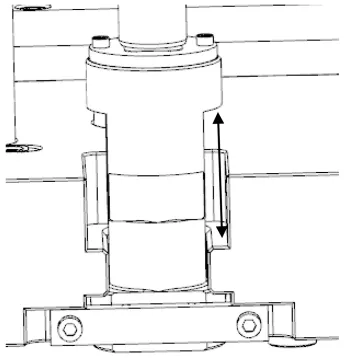
圖8 液壓缸與推桿固定板避空
一級推出分為2個階段:第一階段同步推出35 mm,斜導柱驅動滑塊主體沿滑塊底座運動,將塑件拉變形區域的結構脫出,使其在拉變形方向上沒有倒扣,同時大斜推塊后退,為塑件拉變形留出空間;第二階段同步推出20 mm,此階段進行拉變形。大斜推塊繼續后退,同時驅動拉塊通過導軌拉動塑件向內側運動,將塑件在主脫模方向上的倒扣拉出。
一級推出結束后型腔打開,塑件從型腔內脫出,液壓缸活塞桿驅動推桿固定板執行二級推出動作,此階段推出65 mm,拉變形機構帶動塑件復位,同時斜推塊結構繼續推出塑件在脫模方向上的其他倒扣,推塊機構將塑件繼續推出,完成塑件的脫模。
3 結束語
內分型結構已廣泛應用在前、后保險杠注射模設計中,該結構首次應用于前大燈裝飾條模具中,與前、后保險杠模具內分型結構相比,主要存在如下差異。
(1)前大燈裝飾條材料為ABS,相比于PP材料的保險杠,剛度更大,拉變形時塑件變形難度大。
(2)由于塑件結構的差異,前大燈裝飾條模具除設計拉變形機構外,還設計了定模滑塊機構,通過定模滑塊機構先脫出塑件拉變形區域的倒扣,然后再配合拉變形機構對前大燈裝飾條拉變形,實現前大燈裝飾條內分型。
該前大燈裝飾條模具將分型線隱藏在非主視區域面上,形成內分型線,減少了塑件在噴漆及電鍍處理前的分型線打磨工序,降低了塑件的開發成本,模具經生產驗證,結構可靠,生產穩定。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
