貨車底盤裝配線廣譜減震器拉伸機的研制
2021-09-09 02:15:40張丁
汽車實用技術 2021年16期
張 丁
(重慶長安跨越車輛有限公司制造中心,重慶 404000)
前言
貨車生產廠家底盤裝配線通常需要混線生產多種車型的底盤,每種底盤所配汽車減震器安裝結構、初始長度和安裝空間往往不同,所以裝配前需要將其拉伸到合適的安裝長度。
國內商用貨車生產廠家林立,產品市場競爭異常激烈。為了滿足細分市場越來越多的個性化需求,提高市場占有率,各主機廠不斷開發新品擴充車型譜系,以致一條底盤裝配線混線生產多個車型底盤成為必然[1]。貨車底盤懸置多采用鋼板彈簧配減震器的結構型式。減震器在底盤上安裝之前,必須拉伸到一個合適的長度,以適應前、后橋懸置系統空載狀態下的減震器安裝空間。貨車減震器設計的壓縮阻尼微小而拉伸阻尼較大,人工拉伸費力費時,所以各主機廠底盤裝配線一般都采用市場上購買的簡易立式氣動減震器拉伸機來拉伸。在以前品種不多、新品推出周期長的狀況下,使用起來沒有什么大問題,但在需要多品種快速切換進行混線生產的狀況下,其短板和缺點就顯現出來。為此,研制一款適應當前混線生產和新品迭出業態的廣譜性質減震器拉伸機成為當務之急。
1 市購氣動立式減震器拉伸機缺點
貨車用減震器通常有兩種典型安裝結構[2]:單孔減震器如圖1所示,上端是安裝孔下端是安裝卡槽;雙孔減震器如圖所示,上、下端都是安裝孔。圖中左側是減震器收縮時的初始供貨狀態,長度為L0,右側是安裝前需要的拉長狀態,長度為L,不同車型底盤所配減震器的L0和L常常都不相同。
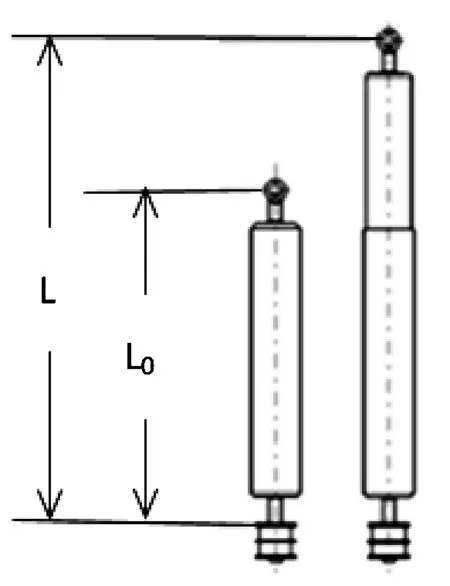
圖1 單孔減震器

圖2 雙孔減震器
市購氣動立式減震器拉伸機結構如圖3所示。

圖3 氣動立式減震器拉伸機
其固定臺板和滑動臺板間裝有2只缸徑φ80 mm氣缸,滑動臺板在氣缸作用下可上下滑動來拉伸減震器。兩個臺板上都焊有若干銷子用于夾持減震器。其缺點一是一種初始長度為L0的減震器只能夾持在唯一設定的位置,有多少個品種,就要預先錯開設置多少個銷子夾持位,新增一種初始長度的減震器就無法夾持拉伸。其缺點二是拉伸行程固定,不適應不同車型底盤的不同裝配空間要求,當要求的拉伸長度L大于其行程時拉不到位,需要人工補拉延長。如圖4所示:

圖4 人工補拉延長示意圖
其缺點三是當減震器可拉伸的極限長度短于其行程時,減震器被拉伸到極限長度后驅動力仍然作用在減震器上,取件十分困難,必須反轉氣路開關一下并立即切斷氣路才能取下工件。其缺點四是為了避免滑動臺板受力不平衡而自鎖卡死,左右各裝了一只φ80 mm氣缸,壓縮空氣耗費大。為了克服這些缺點,某主機廠自己研制了一款廣譜減震器拉伸機,以廣泛適應各種初始長度L0和安裝長度L的減震器的拉伸。
2 廣譜減震器拉伸機工作范圍
自制廣譜減震器拉伸機工作范圍是按主機廠貨車產品平臺系列和品種譜系確定的:在一條底盤裝配線上用一臺該機器,無級拉伸初始長度L0在200~400 mm之間、安裝長度L小于640 mm、拉伸行程小于250 mm范圍內的上述兩種結構、任意L0、L長度的各種貨車減震器。
3 廣譜減震器拉伸機結構
此機總體結構如圖5所示,圖中功能件編號及名稱在本文各處敘述中將一致采用。

圖5 廣譜減震器拉伸機總體結構示意圖
該機在機架2橫梁上左右各置一根導柱3,插銷滑板5套裝于導柱上可前后滑動。氣缸9設置在插銷滑板下方空間內,前端浮動連接于插銷滑板,后端與機架鉸接,通過壓縮空氣驅動氣缸[3]帶動插銷滑板前后移動。氣缸9行程250 mm,缸徑φ63 mm,壓縮空氣用量僅為市購拉伸機的31%,并且因缸徑小動作響應更快。
3.1 初始長度調整結構
插銷滑板5結構如圖6所示:

圖6 插銷滑板結構示意圖
其上左右對稱布置有4列前后分布的若干個插銷孔,孔間距20 mm。插銷滑板的目字形臺板用40×40×4 mm的方鋼管焊接而成[4]。插銷孔制作過程是先用φ8.5 mm麻花鉆垂向鉆通方管,再將方管上壁擴成φ10 mm圓孔,下壁攻絲成M10螺孔。
每列插銷孔各配一支插銷8,其上段為φ10 mm圓柱,中間設有φ16 mm滾花旋鈕,下段為端頭圍有M10螺紋的φ10 mm圓柱。插銷可以在各插銷孔之間快速插拔并旋轉鎖止。
對應于每列插銷孔,在機架2后橫梁上按減震器種類設置有6個垂直方向的固定銷10。將用于套掛雙孔減震器的2個固定銷對稱布置于機器左右靠外側,將用于卡掛單孔減震器無孔端的4個固定銷對稱布置于機器左右靠里側。作業時被拉減震器成雙左右對稱裝卡于插銷8與固定銷10之間。
初位微調頂桿4前段為φ12 mm圓柱,中段設有φ20 mm滾花旋鈕,后段是M12螺柱。其前端可穿過插銷滑板5后端的方管后壁上φ16 mm孔去頂住方管前壁而限制其后退,這樣設計的目的是讓著力點藏在內部以消除操作者被夾傷的風險。其后段旋入水平固定在機架2橫梁上的帶M12螺孔的管子內,設定進出微調長度22 mm左右,以覆蓋插銷孔間距20 mm,以便配合插銷進行無級微調以適應各種初始長度L0。
3.2 卸力和行程調整結構
卸力和行程調整結構如圖7所示。
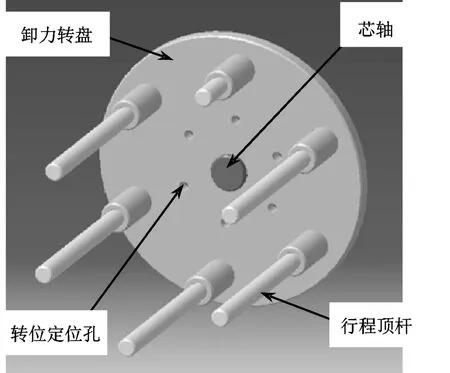
圖7 卸力和行程調整結構示意圖
卸力轉盤6用芯軸定位裝配在機架2的前橫梁面對插銷滑板5的里側,可繞芯軸旋轉,其圓周均布有6個帶M12螺孔的絲套,并各旋入一根長度遞增的帶M12絲牙的行程頂桿7,正上方的一根行程頂桿可以頂住插銷滑板5前端面而限定其行程。
卸力轉盤圓周還均布有6個轉位定位孔,可在裝于機架上的彈簧鋼球組合作用下確定行程頂桿陣列位置。
每根行程頂桿7旋入卸力轉盤6絲套內的部分長度為55 mm,具有40 mm的行程調整范圍。露在絲套外的部分長度從10 mm開始,一根比一根遞增40 mm,則可無級調整插銷滑板5的行程以適應各種減震器安裝長度的L值。可預先調定6個拉伸行程,并可用M12螺母(圖中未識)將各行程頂桿與卸力轉盤的絲套背緊防松,以滿足當期混線生產品種的快速切換。
4 廣譜減震器拉伸機工作原理及操縱
4.1 工作原理
當拉伸某一初始長度為L0,安裝長度要求為L的減震器時,先將插銷8插入插銷滑板5上的一個與固定銷10間距接近L0的插銷孔內并旋轉鎖止,再擰轉初位微調頂桿4旋鈕微調,使插銷8與固定銷10之間的距離等于L0,即可裝上待拉減震器。將卸力轉盤6上預先調整到符合需求長度L的行程頂桿7轉至正上方,至此準備就緒,即可開始拉伸作業。當踩下腳踏開關1時,氣缸9推動插銷滑板5前行,帶動減震器拉長。當插銷滑板前端頂著行程頂桿7時,氣缸推力通過行程頂桿7和卸力轉盤6傳遞到機架2上,此時減震器所受拉力全部卸除,可從容取下工件。
4.2 工作循環
每次左右對稱拉伸兩只同型減震器,工作循環順序如下: 裝卡工件—踩腳踏開關—取下工件—松腳踏開關。
4.3 單孔減震器的拉伸
參見圖8,成對裝卡減震器,將其無孔的大頭卡入固定于機架后橫梁上的2個固定銷形成的卡口內,小頭孔套入插銷滑板上的插銷,如左邊裝件圖所示。

圖8 單孔減震器拉伸示意圖
減震器拉長時,插銷滑板前端面被卸力轉盤上正上方的行程頂桿頂住,把氣缸推力傳遞到機架前橫梁上,可輕松取件,如右邊拉伸圖所示。
4.4 雙孔減震器的拉伸
參見圖9,成對裝卡減震器,將其大頭孔套入機架后橫梁的固定銷,小頭孔套入插銷滑板上的插銷,如左邊裝件圖所示。

圖9 雙孔減震器拉伸示意圖
減震器拉長時,同理可輕松取件,如右邊拉伸圖所示。
5 結語
這款廣譜減震器拉伸機,采用插銷粗調加螺桿微調的方式,可以無級快速調整裝件空間,以廣泛適應各種初始長度減震器的拉伸。卸力轉盤上可以無級調整預置6個常用拉伸行程,以便快速切換品種。更換行程頂桿可以廣泛適應各種裝配長度要求的減震器的拉伸。該機結構新穎,適應性廣,操作方便,工作高效,壓縮空氣用量少,使用安全可靠,制作成本低,實用性強,很適合產品品種較多、新品推出頻率高、需要混線生產的貨車主機廠底盤裝配線使用。
