刀具半徑補償在數控銑加工中的應用
2021-09-10 23:34:50舒蘭英熊小麗關洋
科學與生活 2021年13期
關鍵詞:數控加工
舒蘭英 熊小麗 關洋
摘要:本文介紹了刀具補償的定義、作用和刀具半徑補償的建立及使用時的注意事項,并結合實例闡述了刀具半徑補償在數控銑加工中的巧妙應用。
關鍵詞:刀具半徑補償;編程;數控加工
1 前言
隨著我國加工制造業的迅猛發展,數控加工技術得到了廣泛應用。而數控機床的運行必須按事先編制好的數控加工程序運行。因此,程序編制的質量直接影響刀加工零件的質量要求。在編制數控銑床的數控程序時,為簡化計算,其編程往往要以刀具中心為編程軌跡,但計算各軌跡基點又會帶來大量的、復雜的計算過程,由于現在絕大多數的數控銑床都具有刀具半徑補償功能,這為程序編制提供了極大的方便。同時,在數控系統的常用功能——準備功能、輔助功能、其他功能(包括:坐標功能、刀具功能、進給功能、主軸功能等)三種功能中,刀具半徑補償是數控機床上重要的功能之一,合理使用刀具半徑補償功能在數控加工中有著非常重要的作用。那么,什么是刀具半徑補償、怎樣靈活、合理地使用刀補值呢?本文將結合實例作出詳細介紹。
2 刀具半徑補償定義及格式
2.1刀具半徑補償的定義
在編制輪廓切削加工程序的場合,一般以工件的輪廓尺寸作為刀具軌跡進行編程,而實際的刀具運動軌跡則與工件輪廓有一偏移量(即刀具半徑)。
2.2 刀具半徑補償指令及格式
刀具半徑補償分為刀具半徑左補償(G41)和刀具半徑右補償(G42)。
指令格式 G41 01GX Y F D;(刀具半徑左補償)
G42 01GX Y F D;(刀具半徑右補償)
G40; (取消刀具半徑補償)
其中,D 為指令偏置存儲器的偏置號,在地址D所對應的偏置存儲器中存入相應的偏置值。
2.3 刀具半徑補償的判斷
G41與G42的判斷方法是:處在補償平面外另一根軸的正方向上,沿刀具的移動方向看,當刀具處在切削輪廓左側時,稱為刀具半徑左補償;當刀具處在切削輪廓的右側時,成為刀具半徑右補償。G41、G42為模態指令,可以在程序中保持連續有效。對G41、G42的撤銷可以使用G40進行。
2.4刀具半徑補償過程
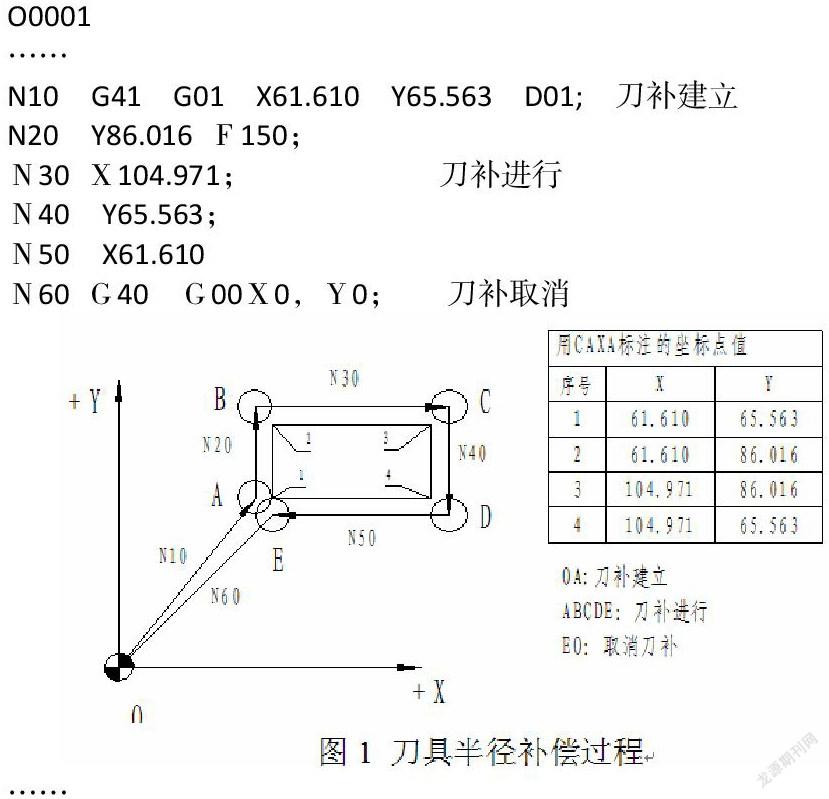
刀具半徑補償的過程如圖1所示,共分為三步,即刀補建立、刀補進行和刀補取消。程序見O0001。
O0001
……
N10 G41 G01 X61.610 Y65.563 D01; 刀補建立
N20 Y86.016 F150;
N30 X104.971; 刀補進行
N40 Y65.563;
N50 X61.610
N60 G40 G00X0,Y0; 刀補取消
……
刀補的建立指刀具從起點接近工件時,刀具中心從與編程軌跡重合過渡到與編程軌跡偏離一個偏置量的過程。該過程的實現必須有G00或G01功能才有效。
在G41或G42程序段后,程序進入補償模式,此時刀具中心與編程軌跡始終相距一個偏置量,直到刀補取消。
刀具離開工件,刀具中心軌跡過渡到與編程軌跡重合的過程為刀補取消。
3 刀具半徑補償的應用
3.1避免計算刀具軌跡,直接按零件輪廓的切削點編程。
在數控銑床上進行輪廓加工時,因為銑刀有一定的半徑,所以刀具中心(刀心)軌跡和工件輪廓不重合,如不考慮刀具半徑,直接按照工件輪廓編程是比較方便的,而加工出的零件尺寸比圖樣要求小了一圈(加工外輪廓時),或大了一圈(加工內輪廓時),為此必須使刀具沿工件輪廓的法向偏移一個刀具半徑,這就是所謂的刀具補償指令,應用刀具半徑補償功能時,只需按工件輪廓進行編程,然后將刀具半徑值輸入數控系統中,執行程序時,系統會自動計算刀具中心軌跡,進行刀具半徑補償,從而加工出符合要求的工件形狀,當刀具半徑發生變化時,也無需更改加工程序,時編程工作大大簡化。刀具半徑補償功能除了使編程人員直接按輪廓編程,簡化了編程工作外,在實際加工中還有許多其他方面的應用。
3.2利用改變刀補值實現零件的粗、精銑加工。
刀具半徑補償功能還有一個很重要的用途,如果人為地使刀具中心與工件輪廓偏置值不是一個半徑值,而是某一給定值,則可以用來處理粗、精加工問題。在粗加工時,可將刀具實際半徑加上精加工余量作為刀具半徑補償值輸入,而在精加工時只輸入刀具實際半徑值,這樣可使粗精加工采用同一個程序同一把刀,其補償方法為:在編程時按實際輪廓編程,在粗加工時,將偏置量設為D=R+△,其中R為刀具的半徑,△為精加工余量,這樣在粗加工完成后,形成的工件輪廓的加工尺寸要比實際輪廓每邊都大△(或都小△)。在精加工時,將偏置量設為D=R,即可得到實際加工輪廓。
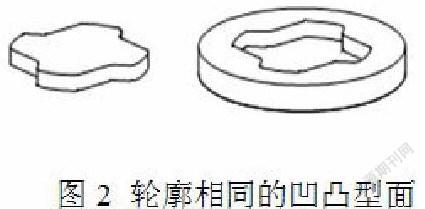
3.3采用同一程序段加工同一公稱直徑的凹、凸型面。
如圖2,對于同一公稱尺寸的凹、凸型面,內外輪廓編寫成同一程序,在加工外輪廓時,將偏置值設為+D,刀具中心將沿輪廓的外側切削;當加工內輪廓時,將偏置值設為-D,這時刀具中心將沿輪廓的內側切削。這種編程與加工方法,在模具加工中運用較多。
3.4 利用刀補值控制輪廓的尺寸精度(刀具直徑小數點后2~4位的精度)。
一般精加工都采用按中間公差尺寸進行加工,但為了更好的控制尺寸精度,通常我們都會按輪廓上差進行精加工,當程序運行結束后在機床上對零件進行實際測量,并根據實際測量值采取差多少補多少的方法來修改刀具半徑補償值,以達到控制零件輪廓尺寸精度的目的。
另外,刀具因磨損、重磨、換新刀引起直徑改變后不需修改程序,只需更換刀具參數庫中刀具的直徑值。
4 刀具半徑補償注意事項
①G41、G42為模態指令,且必須與G40成對使用。半徑補償模式的建立與取消程序段只能在G00或G01移動指令模式下才有效。當然,有部分系統也支持G02、G03模式,但為防止出現差錯,在半徑補償與建立程序段最好不使用G02、G03指令。
②為保證刀補建立與刀補取消時刀具與工件的安全,通常采用G01運動方式來建立或取消刀補。如果采用G00運動方式來建立或取消刀補,則要采取先建立刀補再下刀和先退刀再取消刀補的編程加工方法。
③為了防止在半徑補償建立與取消過程中刀具產生過切現象,刀具半徑補償建立與取消程序段的起始位置與終點位置最好與補償方向在同一側。
④為保證加工質量,避免刀具干涉,采用切線切入切出方式,在加工前建立刀補,加工后取消刀補。在切入工件的同時建立刀補,造成干涉,產生過切,切入前建立刀補,沿切線切入。
⑤D00~D99為刀具補償號,D00意味著取消刀補。刀具補償值在加工或運行之前必須設定在補償存儲器中。
5 結束語
刀具半徑補償指令是數控機床的最重要的指令之一,在數控加工中應用最多,如果離開了該指令,數控銑床就很難加工出復雜和高精度的零件。充分理解刀具半徑補償的作用及意義,合理運用刀具半徑補償功能,不僅能簡化編程,加工出符合設計要求的工件,更能提高生產效率。
參考文獻:
[1] 張超英、羅學科.數控機床加工工藝、編程及操作實訓. 高等教育出版社.2003,9.
猜你喜歡
科技創新與應用(2016年34期)2016-12-23 18:55:29
職業·中旬(2016年9期)2016-12-22 20:21:22
東方教育(2016年3期)2016-12-14 14:46:50
東方教育(2016年4期)2016-12-14 08:03:29
中國新技術新產品(2016年22期)2016-11-29 05:28:05
東方教育(2016年16期)2016-11-25 03:43:51
商情(2016年39期)2016-11-21 09:52:03
科技資訊(2016年18期)2016-11-15 20:12:18