彈性材料成型模設(shè)計(jì)
2021-09-10 00:29:02王益民王穎輝徐斌鋒
客聯(lián) 2021年3期
王益民 王穎輝 徐斌鋒
【摘 要】文章介紹了一種應(yīng)用成型機(jī)彎曲成型高彈性材料的模具,通過分析成型過程中的模具零件的運(yùn)動(dòng)及讓位,設(shè)計(jì)出合適的結(jié)構(gòu),使得成型能順利實(shí)現(xiàn),同時(shí)對(duì)成型中凸輪的設(shè)計(jì)作了說明,凸輪的工作角度直接決定了芯模的運(yùn)動(dòng),合理的設(shè)計(jì)凸輪的大小及工作角度十分重要。
【關(guān)鍵詞】芯模;凸輪;成型機(jī)
一、引言
高彈性材料成型由于材料的高回彈性,一般難以做到較精確的產(chǎn)品尺寸。通常是采用模具在沖床上完成的,通過模具中多個(gè)成型工位的逐步成型,整形保證尺寸的合格。在有些情況下,受到工廠生產(chǎn)條件的限制,需要采用彎曲成型機(jī)來進(jìn)行彈性材料的成型。
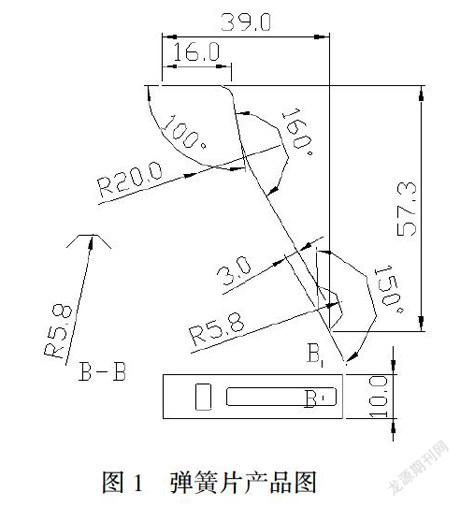
如圖1所示為需要成型的產(chǎn)品,是通過彎曲成型機(jī)來成型的,此類產(chǎn)品多用于家電等3C行業(yè),其產(chǎn)品彎曲的難點(diǎn)是150°的彎曲角,此位置的曲面是兩個(gè)方向的,考慮到材料回彈,成型模的直徑遠(yuǎn)小于產(chǎn)品的要求尺寸,產(chǎn)品在模具圓芯模上的包角大于180°,其實(shí)際彎曲時(shí)依靠上下模是不能達(dá)到彎曲要求的,彎曲中需要多方向刀具協(xié)作完成成形。產(chǎn)品材料為SUS202不銹鋼,厚度為0.1mm。
二、彎曲成型機(jī)
此產(chǎn)品在彎曲成型機(jī)上進(jìn)行生產(chǎn),成型機(jī)工作分兩部分,一是安裝沖孔模,沖出產(chǎn)品上的孔,二是安裝成型模具,將產(chǎn)品成型并通過高壓空氣吹出。成型機(jī)上有多個(gè)方向的滑塊,由凸輪驅(qū)動(dòng),從不同方向?qū)α慵尚汀4水a(chǎn)品成型機(jī)上分布有上、下、左及斜下右方向共四個(gè)滑塊,刀具可以四個(gè)方向運(yùn)動(dòng)。各個(gè)凸輪軸的轉(zhuǎn)速是一樣的,凸輪的轉(zhuǎn)速也相應(yīng)的一致。工作中凸輪軸轉(zhuǎn)一圈,各凸輪至少動(dòng)作一次,完成產(chǎn)品的成型。
三、沖模的設(shè)計(jì)
沖模的作用是在產(chǎn)品上沖出要求的孔,由于產(chǎn)品材料厚度小,對(duì)沖模的精度要求較高,沖模的制造較困難。模具設(shè)計(jì)中需要考慮幾點(diǎn)。一是沖模安裝中心到機(jī)床上成形中心的距離,現(xiàn)有機(jī)床兩中心的距離是250mm,這個(gè)直接影響到彎曲時(shí)孔在產(chǎn)品上的位置,即對(duì)模具的長(zhǎng)度和排樣有要求。二是設(shè)計(jì)的模具在固定時(shí)應(yīng)保證沖模中心與機(jī)床的安裝中心一致,防止機(jī)床導(dǎo)軌受力偏向一邊。三是沖模下模部分的高度,需要與成型模中材料切斷刀的刃口高度一致,保證材料從沖模到成型模的送料順利進(jìn)行。
四、成型模的設(shè)計(jì)
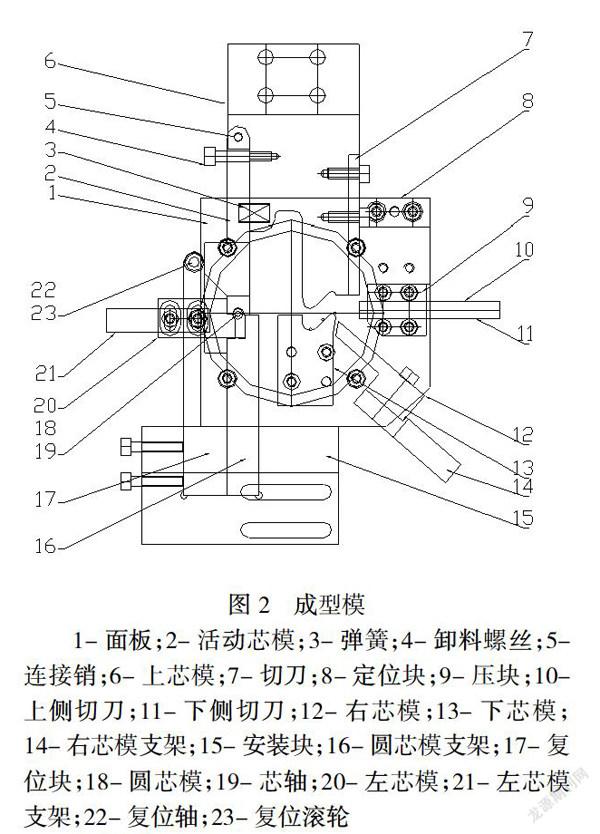
成型模要考慮的首先是產(chǎn)品的回彈變形,另外要考慮產(chǎn)品成型中的讓位,避免已成型部分的變形,送料的長(zhǎng)度及與切斷的位置也是考慮的一個(gè)方面。如圖2成型模。
1-面板;2-活動(dòng)芯模;3-彈簧;4-卸料螺絲;5-連接銷;6-上芯模;7-切刀;8-定位塊;9-壓塊;10-上側(cè)切刀;11-下側(cè)切刀;12-右芯模;13-下芯模;14-右芯模支架;15-安裝塊;16-圓芯模支架;17-復(fù)位塊;18-圓芯模;19-芯軸;20-左芯模;21-左芯模支架;22-復(fù)位軸;23-復(fù)位滾輪
成型順序設(shè)計(jì):
1.成型前經(jīng)沖模沖孔后的材料通過機(jī)床自動(dòng)送料裝置及件10上側(cè)切刀中導(dǎo)料槽進(jìn)入成型模中,到達(dá)設(shè)定位置后停止送料。
2.先成型150°處的曲面,成型過程中由件2活動(dòng)芯模,件17復(fù)位塊,及件20左芯模完成。成型時(shí)下模向上運(yùn)動(dòng),復(fù)位塊推動(dòng)活動(dòng)芯模緊貼上芯模6,由件18圓芯模與件2完成曲面上下成型,件20左芯模向右運(yùn)動(dòng),完成曲面的最終成型,然后件20左芯模先退回,件17再退回原位,件2受彈簧的作用頂開,方便零件脫模,增加零件避讓空間,減少隨后成形中零件變形。考慮到材料回彈較大,件18圓芯模等配合成型處尺寸盡量做小,方便模具調(diào)試。
3.成型150°處的曲面后,件6向下運(yùn)動(dòng)與件13下芯模將零件彎曲成160°要求的角度,同時(shí)件7切刀切斷材料,件6與件13下芯模預(yù)成形100°的角度,再由件12右芯模與件13配合完成彎曲100°的角度。
4.成形完成后上芯模向上運(yùn)動(dòng),在件1面板上開有吹氣孔,將零件吹出模具完成一個(gè)成型過程。
五、凸輪的設(shè)計(jì)
凸輪與滑塊相接觸,推動(dòng)滑塊的向前運(yùn)動(dòng),芯模安裝在滑塊上一起運(yùn)動(dòng),滑塊上的拉簧使芯模退回復(fù)位。凸輪的設(shè)計(jì)要求直徑能滿足芯模相互配合的要求。同時(shí)凸輪工作時(shí)圓弧所對(duì)應(yīng)的中心角度是成型模運(yùn)動(dòng)協(xié)調(diào)的重要因素。根據(jù)成型模的運(yùn)動(dòng)順序,設(shè)計(jì)出各個(gè)凸輪工作時(shí)轉(zhuǎn)動(dòng)的角度。
根據(jù)芯模動(dòng)作的順序分析,為了能順利完成整個(gè)成型過程,必須有下面的凸輪工作角度關(guān)系,還應(yīng)當(dāng)考慮凸輪的介入及退出。
下凸輪角度>左凸輪角度;上凸輪角度>右下凸輪角度
下凸輪角度+左凸輪角度+上凸輪角度+右下凸輪角度+送料角度≤360°
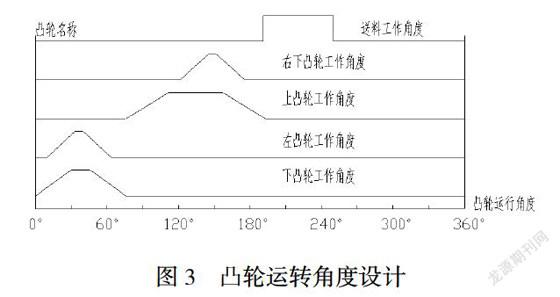
在具體設(shè)計(jì)時(shí),可以在一個(gè)凸輪運(yùn)動(dòng)開始后,安排另一個(gè)凸輪介入,不必等一個(gè)凸輪運(yùn)動(dòng)結(jié)束,另一個(gè)凸輪才介入,這樣可以提高運(yùn)轉(zhuǎn)效率及安排更多凸輪工作。圖3是生產(chǎn)中具體的凸輪進(jìn)入及退出角度的設(shè)計(jì)。通過設(shè)計(jì)決定各個(gè)凸輪的介入時(shí)間及順序。
六、成型模零件設(shè)計(jì)
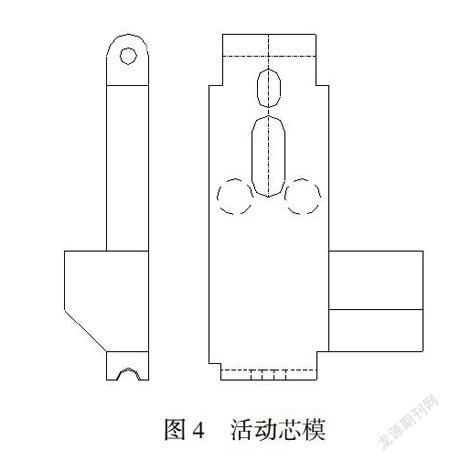
件17復(fù)位塊是一個(gè)推動(dòng)件2活動(dòng)芯模的零件,活動(dòng)芯模如圖4所示,其側(cè)面有斜面,可以由滾輪推動(dòng)貼上件6上芯模,從而處于垂直位置,便于成形。成形結(jié)束后內(nèi)孔中有彈簧推開。長(zhǎng)孔內(nèi)有限位螺絲限制推開的角度。件17復(fù)位塊作用是推動(dòng)件2的轉(zhuǎn)動(dòng)。其側(cè)面的孔中安裝有短軸,軸上有滾輪可以在件2斜面上滾動(dòng),方便推動(dòng)件2。件16圓芯模支架用來安裝件19芯軸,芯軸上裝有件18圓芯模,用來成形產(chǎn)品,件16上端內(nèi)部挖去,避讓左芯模的運(yùn)動(dòng),使各個(gè)芯模不想干涉。
七、結(jié)束語
經(jīng)過多次調(diào)試,模具達(dá)到了設(shè)計(jì)的要求,能夠滿足使用。投入少,生產(chǎn)效率高。通過現(xiàn)有的成型機(jī),不改變機(jī)床的情況下,利用成形模具能較好的完成高彈性材料產(chǎn)品的彎曲成型。